孔底毛刺去除装置的制作方法
本技术涉及铸件毛坯加工,尤其是一种孔底毛刺去除装置。
背景技术:
1、现代自动化加工中,铸件孔加工完成后,孔底部的毛坯面存在毛刺需要去除。现有技术中,常规的刀具无法适应铸件毛坯孔径变化导致毛刺去除不干净,而弹簧刀具则会对铸件孔壁造成划伤而影响质量。
技术实现思路
1、本申请针对上述现有生产技术中的缺点,提供一种结构合理的孔底毛刺去除装置,能够完全去除铸件孔底毛刺,避免刀片加工过程中对孔壁造成划伤而影响产品质量。
2、本实用新型所采用的技术方案如下:
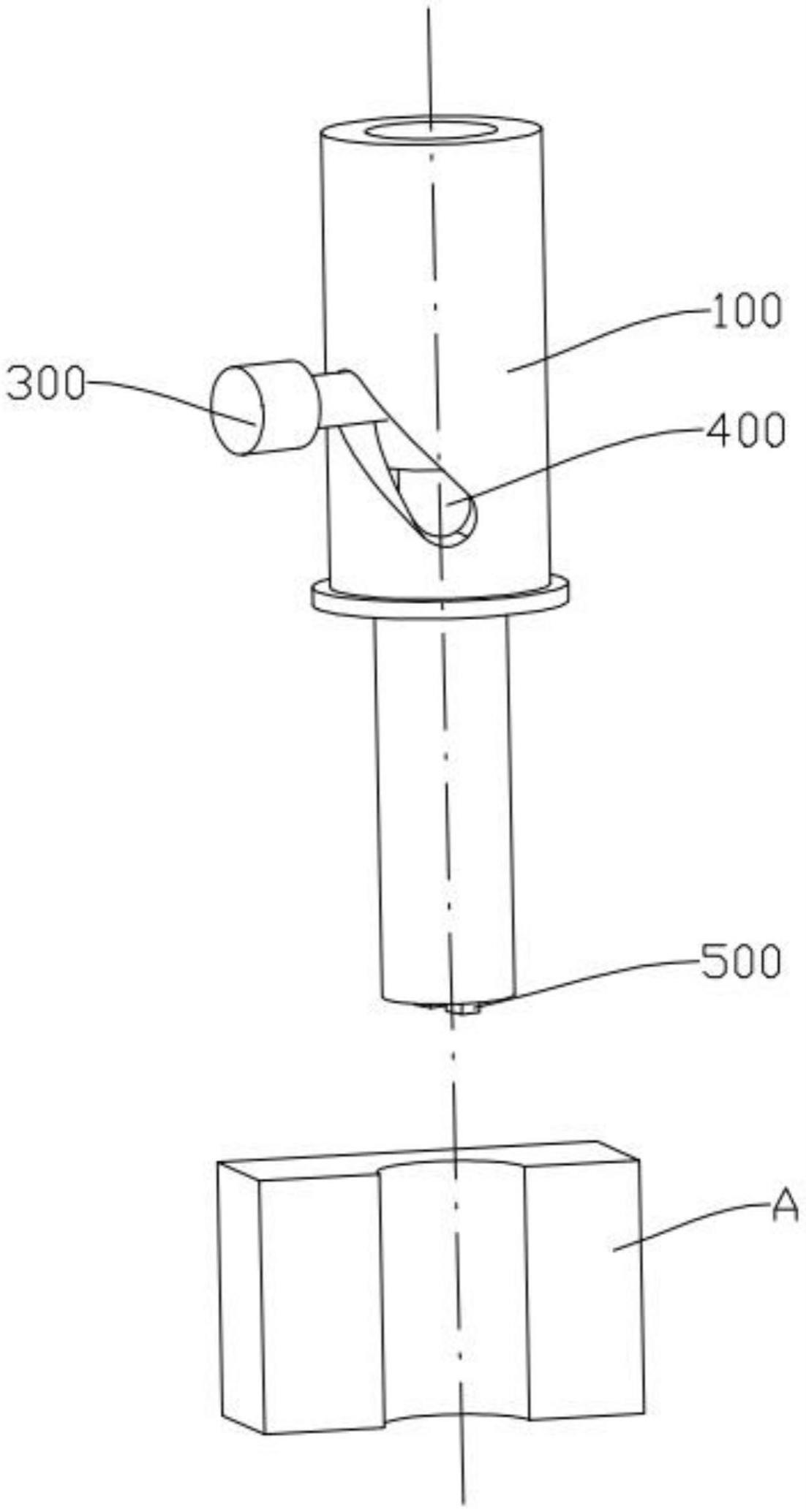
3、孔底毛刺去除装置,包括外壳和设置在外壳内腔中的连杆,所述包括外壳和设置在外壳内腔中的连杆,所述连杆能够沿着外壳内腔自由转动和上下滑动,连杆上端横向连接动能锤,所述动能锤和连杆相互垂直设置,连杆下端通过销轴转动连接刀片;所述外壳表面设置螺旋形结构的导向槽,动能锤位于导向槽内并能够沿着导向槽螺旋转动。
4、进一步的,外壳包括同心设置的第一壳体和第二壳体,第二壳体连接在第一壳体下端,第一壳体内腔直径大于第二壳体内腔直径,连杆包括同心设置的第一杆体和第二杆体,第一杆体直径大于第二杆体直径,第一杆体和第一壳体内表面间隙配合,第二杆体和第二壳体内表面间隙配合。
5、进一步的,导向槽包括第一导向槽和第二导向槽,第一导向槽和第二导向槽分别设置在第一壳体左右两侧,动能锤包括锤头和锤杆,锤杆一端伸入第二导向槽内并能够沿着第二导向槽螺旋转动,锤杆另一端从内向外伸出第一导向槽并连接锤头,锤头直径尺寸大于第一导向槽的直径尺寸。
6、进一步的,连杆下端设置刀槽,刀片位于刀槽内并能够在刀槽开口角度范围内自由转动,刀槽的底端面为水平面,使得刀片转动的角度范围为180°。
7、本实用新型的有益效果如下:
8、本实用新型结构紧凑、合理,操作方便,刀片在切除毛刺前内收在外壳内,在到达孔底切除毛刺时伸出外壳并展开进行切削,既能够完全去除铸件孔底毛刺,又避免刀片加工过程中对孔壁造成划伤而影响产品质量,有效提高了产品的合格率。
技术特征:
1.一种孔底毛刺去除装置,包括外壳(100)和设置在外壳(100)内腔中的连杆(200),其特征在于:所述包括外壳(100)和设置在外壳(100)内腔中的连杆(200),所述连杆(200)能够沿着外壳(100)内腔自由转动和上下滑动,连杆(200)上端横向连接动能锤(300),所述动能锤(300)和连杆(200)相互垂直设置,连杆(200)下端通过销轴(600)转动连接刀片(500);所述外壳(100)表面设置螺旋形结构的导向槽(400),动能锤(300)位于导向槽(400)内并能够沿着导向槽(400)螺旋转动。
2.如权利要求1所述的孔底毛刺去除装置,其特征在于:所述外壳(100)包括同心设置的第一壳体(110)和第二壳体(120),第二壳体(120)连接在第一壳体(110)下端,第一壳体(110)内腔直径大于第二壳体(120)内腔直径,连杆(200)包括同心设置的第一杆体(210)和第二杆体(220),第一杆体(210)直径大于第二杆体(220)直径,第一杆体(210)和第一壳体(110)内表面间隙配合,第二杆体(220)和第二壳体(120)内表面间隙配合。
3.如权利要求2所述的孔底毛刺去除装置,其特征在于:所述导向槽(400)包括第一导向槽(410)和第二导向槽(420),第一导向槽(410)和第二导向槽(420)分别设置在第一壳体(110)左右两侧,动能锤(300)包括锤头(310)和锤杆(320),锤杆(320)一端伸入第二导向槽(420)内并能够沿着第二导向槽(420)螺旋转动,锤杆(320)另一端从内向外伸出第一导向槽(410)并连接锤头(310),锤头(310)直径尺寸大于第一导向槽(410)的直径尺寸。
4.如权利要求3所述的孔底毛刺去除装置,其特征在于:所述连杆(200)下端设置刀槽(230),刀片(500)位于刀槽(230)内并能够在刀槽(230)开口角度范围内自由转动,刀槽(230)的底端面为水平面,使得刀片(500)转动的角度范围为180°。
技术总结
本技术涉及铸件毛坯加工技术领域,尤其是一种孔底毛刺去除装置。其包括外壳和设置在外壳内腔中的连杆,所述包括外壳和设置在外壳内腔中的连杆,所述连杆能够沿着外壳内腔自由转动和上下滑动,连杆上端横向连接动能锤,所述动能锤和连杆相互垂直设置,连杆下端通过销轴转动连接刀片;所述外壳表面设置螺旋形结构的导向槽,动能锤位于导向槽内并能够沿着导向槽螺旋转动。本技术结构紧凑、合理,操作方便,刀片在切除毛刺前内收在外壳内,在到达孔底切除毛刺时伸出外壳并展开进行切削,既能够完全去除铸件孔底毛刺,又避免刀片加工过程中对孔壁造成划伤而影响产品质量,有效提高了产品的合格率。
技术研发人员:毛晓伟
受保护的技术使用者:无锡锡南科技股份有限公司
技术研发日:20221117
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!