一种加工特型不锈钢支架的数控铣削夹具的制作方法
本技术涉及机械生产加工设备,具体涉及一种加工特型不锈钢支架的数控铣削夹具。
背景技术:
1、在针对图1中结构所示的不锈钢支架零件的较薄支架的加工中,是采用先进行线切割对零件的外部轮廓部分进行加工,再通过数控铣削的工艺来对零件上部外伸支耳部分进行铣孔加工。由于不锈钢材质的加工性能相对较差,加工处薄易变形,故需要采用对应的特殊夹具来保证其加工过程的结构稳定,但当前市场上并未有针对该零件的数控铣削加工用辅助夹具,这是目前所面临的主要问题。
技术实现思路
1、本实用新型所要解决的技术问题是:提供一种加工特型不锈钢支架的数控铣削夹具,以解决当前采用数控铣削工艺加工特型薄壁结构的不锈钢支架时缺乏有效地辅助夹具,防止加工过程中零件结构变形的问题。
2、为解决上述问题,本实用新型提供了如下技术方案:
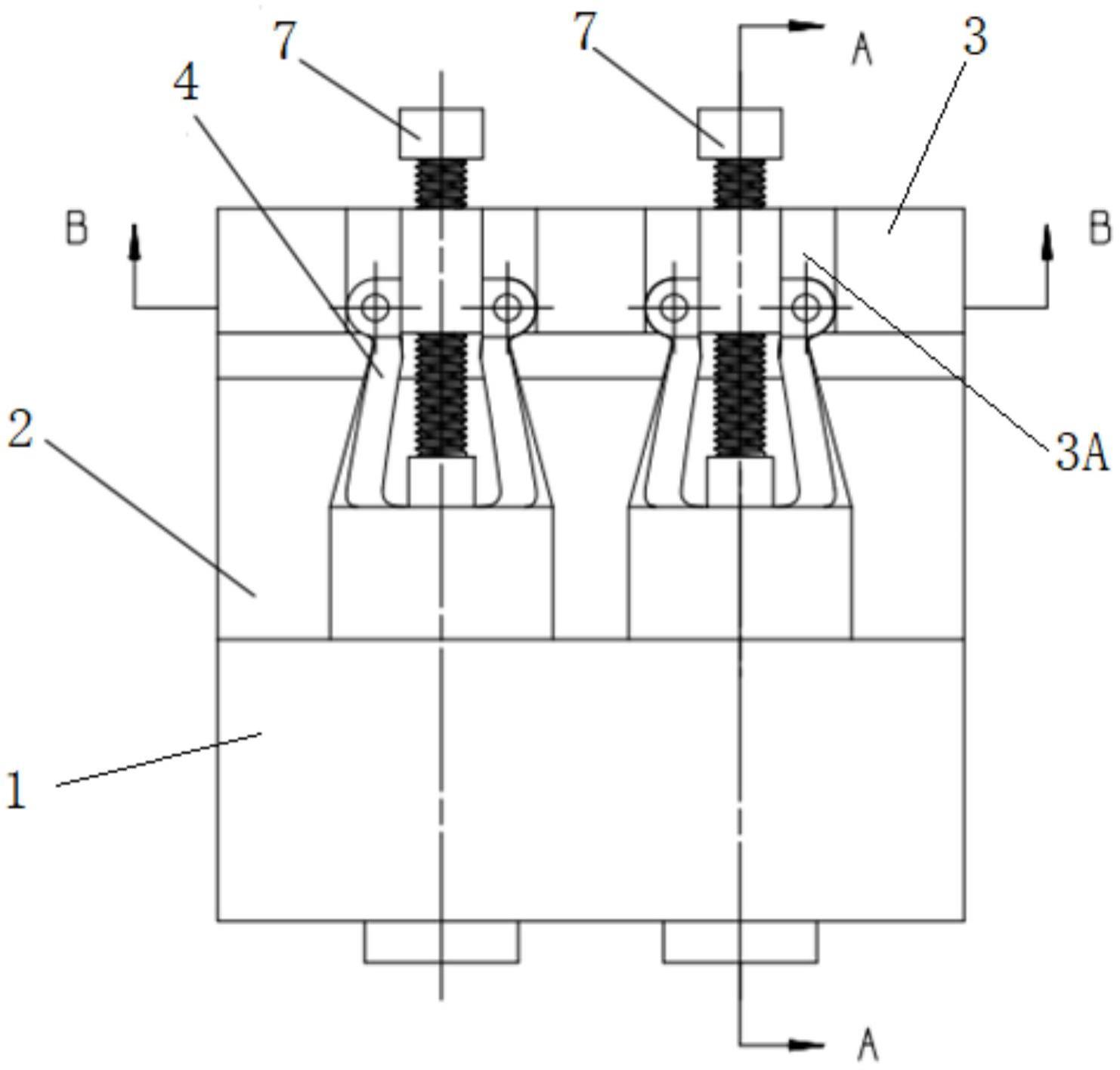
3、一种加工特型不锈钢支架的数控铣削夹具;它包括底座;在底座上安装有背板;在背板上设置有功能板;在底座与功能板的相对端面之间放置有待加工零件;在底座上开有定位孔;在定位孔处设置有固定型芯;固定型芯插入待加工零件下侧的管套部进行安装;在功能板上开有用于放置待加工零件上部耳板的定位槽;在定位槽的底部还开有辅助加工孔;在功能板上还设置有压紧组件;压紧组件的一端置于待加工零件中间管套的顶部位置。
4、优选的,底座、背板和功能板为采用一体成型工艺支撑的整体构件。
5、优选的,功能板的下底部为前端高,后端低的台阶面,定位槽设置在前端台阶面上;定位槽为沿功能板的高度方向设置的两个通槽,该通槽的槽宽大小与待加工零件上部耳板的宽度大小相对应。
6、优选的,辅助加工孔为沿功能板宽度方向布置的通孔。
7、优选的,压紧组件包括置于待加工零件左右两个支耳之间位置的压块;在功能板上还开有对位螺孔;对位螺孔正对压块设置,且在对位螺孔处活动地安装有压紧螺栓;压紧螺栓的一端穿过对位螺孔压在压块的上部设置。
8、优选的,定位孔为一个通孔结构;固定型芯的长度大于底座的高度,且固定型芯的轴线与对位螺孔的轴线相重合。
9、优选的,在底座上设置的定位孔数目不少于两个,相邻的两个定位孔之间的距离大小相同。
10、本实用新型有益效果体现在以下几个方面:
11、本实用新型提供了针对一种特性不锈钢支架的可靠夹具,其结构简单,操作便捷,定位准确稳定,同时能够同时满足对多个支架体的夹持操作,起到了在加工过程中防止零件结构变形的问题。
技术特征:
1.一种加工特型不锈钢支架的数控铣削夹具,其特征在于:它包括底座(1);在底座(1)上安装有背板(2);在背板(2)上设置有功能板(3);在底座(1)与功能板(3)的相对端面之间放置有待加工零件(4);在底座(1)上开有定位孔(1a);在定位孔(1a)处设置有固定型芯(5);固定型芯(5)插入待加工零件(4)下侧的管套部进行安装;在功能板(3)上开有用于放置待加工零件(4)上部耳板的定位槽(3a);在定位槽(3a)的底部还开有辅助加工孔(3b);在功能板(3)上还设置有压紧组件;压紧组件的一端置于待加工零件(4)中间管套的顶部位置。
2.根据权利要求1所述的一种加工特型不锈钢支架的数控铣削夹具,其特征在于:底座(1)、背板(2)和功能板(3)为采用一体成型工艺支撑的整体构件。
3.根据权利要求1所述的一种加工特型不锈钢支架的数控铣削夹具,其特征在于:功能板(3)的下底部为前端高,后端低的台阶面,定位槽(3a)设置在前端台阶面上;定位槽(3a)为沿功能板(3)的高度方向设置的两个通槽,该通槽的槽宽大小与待加工零件(4)上部耳板的宽度大小相对应。
4.根据权利要求1所述的一种加工特型不锈钢支架的数控铣削夹具,其特征在于:辅助加工孔(3b)为沿功能板(3)宽度方向布置的通孔。
5.根据权利要求1所述的一种加工特型不锈钢支架的数控铣削夹具,其特征在于:压紧组件包括置于待加工零件(4)左右两个支耳之间位置的压块(6);在功能板(3)上还开有对位螺孔(3c);对位螺孔(3c)正对压块(6)设置,且在对位螺孔(3c)处活动地安装有压紧螺栓(7);压紧螺栓(7)的一端穿过对位螺孔(3c)压在压块(6)的上部设置。
6.根据权利要求1所述的一种加工特型不锈钢支架的数控铣削夹具,其特征在于:定位孔(1a)为一个通孔结构;固定型芯(5)的长度大于底座(1)的高度,且固定型芯(5)的轴线与对位螺孔(3c)的轴线相重合。
7.根据权利要求1所述的一种加工特型不锈钢支架的数控铣削夹具,其特征在于:在底座(1)上设置的定位孔(1a)数目不少于两个,相邻的两个定位孔(1a)之间的距离大小相同。
技术总结
本技术公开了一种加工特型不锈钢支架的数控铣削夹具,属于机械生产加工设备技术领域;它包括底座;在底座上安装有背板;在背板上设置有功能板;在底座与功能板的相对端面之间放置有待加工零件;在底座上开有定位孔;在定位孔处设置有固定型芯;固定型芯插入待加工零件下侧的管套部进行安装;在功能板上开有用于放置待加工零件上部耳板的定位槽;在定位槽的底部还开有辅助加工孔;在功能板上还设置有压紧组件;压紧组件的一端置于待加工零件中间管套的顶部位置;本技术有效地解决了当前采用线切割工艺加工特型薄壁结构的不锈钢支架时缺乏有效地辅助夹具,防止加工过程中零件结构变形的问题。
技术研发人员:夏朝晖,余光亮
受保护的技术使用者:贵阳华烽有色铸造有限公司
技术研发日:20221122
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!