一种TIG焊电弧增材制造自动控制装置
一种tig焊电弧增材制造自动控制装置
技术领域
1.本实用新型属于增材制造技术领域,具体涉及一种tig焊电弧增材制造自动控制装置。
背景技术:
2.电弧增材制造技术是以焊接电弧作为热源,加热融化金属丝材,采用逐层堆积方式构建三维零件的制造技术。与传统的铸造、锻造和减材制造相比,电弧增材制造技术具有沉积效率高、丝材利用率高、制造周期短和成本低的特点,因此具有相当大的发展潜力。目前,电弧增材制造技术主要包括非熔化极惰性气体保护焊(tig)、熔化极气体保护焊(mig)、等离子弧焊(paw)。
3.在电弧熔覆多层堆积时,由于调节焊枪抬升高度带来的误差,使得熔覆层层间高度差累积,电弧弧长变长,传递到熔池的热量降低,从而导致焊丝熔滴过渡不稳定、层间结合不均匀,会对电弧熔覆工件的组织性能和成形精度产生影响,于是焊枪抬升高度自动控制装置在电弧增材过程中显得极为重要。目前,测量每层熔覆层高度以及调节焊枪抬升高度还是以手动测量和调节为主,不仅效率低下,还会由于手动误差导致熔覆层塌陷、熔覆不均匀、残余应力过大等缺陷。故而提出一种tig焊电弧增材制造自动控制装置来解决上述问题。
技术实现要素:
4.针对现有技术的不足,本实用新型提供了一种tig焊电弧增材制造自动控制装置,达到了精准控制焊道之间具有相同的扫描间距和焊枪抬升高度的目的。
5.为实现上述目的,本实用新型提供如下技术方案:一种tig焊电弧增材制造自动控制装置,包括焊车与基板,所述焊车的上端部固定安装有交直流氩弧焊机,所述交直流氩弧焊机的上端部设置有控制机构,所述交直流氩弧焊机的外侧设置有控制组件,所述控制组件的一端设置有焊枪;
6.所述控制组件包括一端与交直流氩弧焊机的外侧固定安装的直线电机,所述直线电机的输出端固定连接有连接板,所述焊车的下端部滑动连接有数量为两个的连接架,所述连接架的背面固定安装有驱动电机,所述驱动电机的输出轴固定连接有一端贯穿连接架且与连接架的内侧转动连接的螺杆,所述螺杆的外侧螺纹连接有一端与焊车的下端部固定连接有衔接块,所述连接板的下端部固定连接有支撑块,所述支撑块的外侧固定安装有多级电动伸缩杆,所述多级电动伸缩杆的输出端固定连接有安装板,所述安装板的下端部设置有激光传感器,所述焊枪固定安装在安装板的下端部,所述激光传感器与安装板之间设置有安装组件。
7.进一步,所述安装板的上端部固定连接有一端延伸至连接板内部的第一滑块,所述连接板的下端部开设有第一滑槽,所述第一滑槽与第一滑块滑动连接,所述第一滑块与第一滑槽均为t字形。
8.进一步,所述连接架的横截面为l字形,所述衔接块靠近连接架的一端开设有位于螺杆外侧的螺纹孔,所述螺纹孔与螺杆外侧的螺纹相互配合。
9.进一步,所述衔接块靠近连接架内侧的一端固定连接有一端延伸至连接架内部的第二滑块,所述连接架的内侧开设有第二滑槽,所述第二滑槽与第二滑块滑动连接。
10.进一步,所述控制机构由带有pci通讯板卡、usb通讯口的工业计算机与带有pci控制线缆的运动控制卡组成。
11.进一步,所述安装组件包括一端与安装板的下端部滑动连接的安装块,所述激光传感器固定安装在安装块的下端部,所述安装块的上端部固定连接有一端延伸至安装板内部的滑动块,所述安装板的下端部转动连接一端贯穿安装块并延伸至安装板内部的安装螺钉,所述安装板的正面设置有带有usb通讯口的数据采集卡。
12.进一步,所述安装板的下端部开设有位于滑动块外侧的滑动槽,所述滑动槽与滑动块滑动连接,所述滑动槽与滑动块均为t字形。
13.进一步,所述安装板的下端部开设有螺纹槽,所述螺纹槽与安装螺钉外侧螺纹相互配合,所述螺纹槽的数量为若干个。
14.与现有技术相比,本技术的技术方案具备以下有益效果:
15.1、该tig焊电弧增材制造自动控制装置,通过直线电机、驱动电机和多级电动伸缩杆的配合,可对焊枪进行调节,来对每层焊道高度进行检测及焊枪抬升高度的控制,对焊接结果实时自适应调整,保证焊接质量。
16.2、该tig焊电弧增材制造自动控制装置,通过安装螺钉与安装块的配合,使激光传感器的安装位置偏移横向调节,以及便于拆卸更换,来维持传感效率的同时,提高激光传感器使用寿命。
附图说明
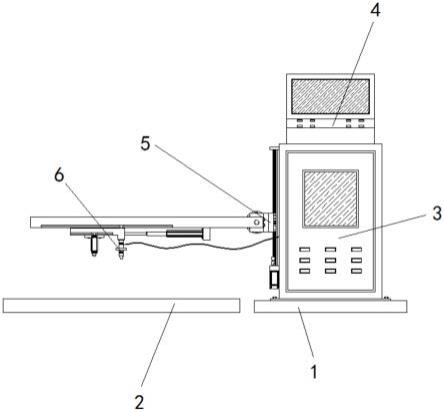
17.图1为本实用新型整体结构示意图;
18.图2为本实用新型控制组件结构示意图;
19.图3为本实用新型图2中a处放大图。
20.图中:1焊车、2基板、3交直流氩弧焊机、4控制机构、5控制组件、51直线电机、52连接架、53驱动电机、54螺杆、55连接板、56支撑块、57多级电动伸缩杆、58第一滑块、59安装组件、591安装块、592安装螺钉、593滑动块、594滑动槽、510激光传感器、511安装板、512衔接块、6焊枪。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.实施例一,请参阅图1-2,为使焊枪抬升高度能得到精准调节,本实施例中的一种tig焊电弧增材制造自动控制装置包括焊车1与基板2,焊车1的上端部固定安装有交直流氩弧焊机3,交直流氩弧焊机3的上端部设置有控制机构4,控制机构4由带有pci通讯板卡、usb
通讯口的工业计算机与带有pci控制线缆的运动控制卡组成,交直流氩弧焊机3的外侧设置有控制组件5,控制组件5的一端设置有焊枪6,交直流氩弧焊机3的内侧设置有与焊枪6相适配的氩弧填丝机,氩弧填丝机、交直流氩弧焊机3与焊枪6均与控制机构4电性连接。
23.控制组件5包括一端与交直流氩弧焊机3的外侧固定安装的直线电机51,直线电机51导程为5mm,运动控制精度为0.005mm,直线电机51的输出端固定连接有连接板55,连接板55与直线电机51的输出端固定连接有加强筋,焊车1的下端部滑动连接有数量为两个的连接架52,连接架52的背面固定安装有驱动电机53,驱动电机53的输出轴固定连接有一端贯穿连接架52且与连接架52的内侧转动连接的螺杆54。
24.螺杆54的外侧螺纹连接有一端与焊车1的下端部固定连接有衔接块512,连接架52的横截面为l字形,衔接块512靠近连接架52的一端开设有位于螺杆54外侧的螺纹孔,螺纹孔与螺杆54外侧的螺纹相互配合,使转动的螺杆54能够带动衔接块512与焊车1前后往复移动,衔接块512靠近连接架52内侧的一端固定连接有一端延伸至连接架52内部的第二滑块,连接架52的内侧开设有第二滑槽,第二滑槽与第二滑块滑动连接,使前后往复移动的衔接块512更为稳定。
25.连接板55的下端部固定连接有支撑块56,支撑块56的外侧固定安装有多级电动伸缩杆57,多级电动伸缩杆57的输出端固定连接有安装板511,安装板511的上端部固定连接有一端延伸至连接板55内部的第一滑块58,连接板55的下端部开设有第一滑槽,第一滑槽与第一滑块58滑动连接,第一滑块58与第一滑槽均为t字形,使启动的多级电动伸缩杆57能推动安装板511在连接板55上横向滑动。
26.安装板511的下端部设置有激光传感器510,量程为100mm,输出0-10v电压信号,焊枪6固定安装在安装板511的下端部,激光传感器510与安装板511之间设置有安装组件59,直线电机51、驱动电机53和多级电动伸缩杆57均与控制机构4电性连接。
27.本实施例中的,通过直线电机51、驱动电机53和多级电动伸缩杆57的配合,可对焊枪6进行调节,来对每层熔覆层高度进行检测及焊枪抬升高度的控制,对焊接结果实时自适应调整,保证焊接质量。
28.实施例二;请参阅图3,在实施例一的基础上为使激光传感器510的检测位置便于调节,本实施例中的安装组件59包括一端与安装板511的下端部滑动连接的安装块591,安装板511的下端部开设有位于滑动块593外侧的滑动槽594,滑动槽594与滑动块593滑动连接,滑动槽594与滑动块593均为t字形,使安装块591能通过滑动块593滑动至滑动槽594内,或滑出滑动槽594与安装板511分离。
29.激光传感器510固定安装在安装块591的下端部,安装块591的上端部固定连接有一端延伸至安装板511内部的滑动块593,安装板511的下端部转动连接一端贯穿安装块591并延伸至安装板511内部的安装螺钉592,安装板511的下端部开设有螺纹槽,螺纹槽与安装螺钉592外侧螺纹相互配合,螺纹槽的数量为若干个,螺纹槽与滑动槽594交错分布,通过安装螺钉592来对滑动的安装块591进行固定,安装板511的正面设置有带有usb通讯口的数据采集卡,数据采集卡输入为0-10v,输出为数字量信号,通过usb线缆传输数据。
30.本实施例中的,通过安装螺钉592与爱护的块593的配合,使激光传感器510的安装位置偏移横向调节,以及便于拆卸更换,来维持传感效率的同时,提高激光传感器510使用寿命。
31.上述实施例的工作原理为:
32.激光传感器510通过带有usb通讯口的数据采集卡与控制机构4上的usb通讯口的工业计算机电性连接后,用来检测当前焊道的高度,激光传感器510输出高度信号给数据采集卡,计算机通过usb通讯访问数据采集卡得到高度信息,根据前期实验得出,保持焊枪6到基板1的距离为h,使得单层单道熔覆层表面平整、质量高,因此,后期始终保持焊枪6距离到前道熔覆层表面距离为h,在第一层焊接后,第二层焊接开始前,开启激光传感器510,采集第一层焊道的高度,即为焊枪6抬升的高度,使启动的直线电机51、驱动电机53和多级电动伸缩杆57带动焊枪6完成第二层电弧熔覆,周而复始,完成单道多层电弧熔覆,并记录该过程中每层焊道的高度,生成焊接报告。
33.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
34.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1