一种螺纹铣刀的制作方法
本技术涉及一种螺纹铣刀。
背景技术:
1、锥度铣刀,是用以铣削加工的、具有一个或多个侧刃的旋转数控刀具,工作中时各刀齿依次间歇性地切去工件的余量,锥度铣刀主要用以在铣床上加工平行面、台阶、管沟、成形表面和切断工件等,硬质合金锥度铣刀能够铣削模具钢材、铸铁、碳素钢、合金钢、工具钢的各种各样曲面、圆弧管沟,粗加工、半精加工均可使用,因此,其在机械加工制造领域被广泛应用。
2、现有的锥度铣刀结构较为简单:
3、1)制作刀体的材质硬度底、切削性能差,且在铣削时不能及时清理切屑,易导致废料堆积在工件表面影响加工进度,同时刀体表面没有开设散热孔,其不能实现刀体的快速散热,导致刀具高速旋转产生的高温对刀体及工件造成损坏;
4、2)所使用的刀杆与刀座是同种材质通过焊接固定在一起的,虽然连接的很牢固,但无法更好的针对性使用。因此,一种螺纹铣刀应运而生。
技术实现思路
1、本实用新型的目的是为了解决以上现有技术的不足,提供一种螺纹铣刀。
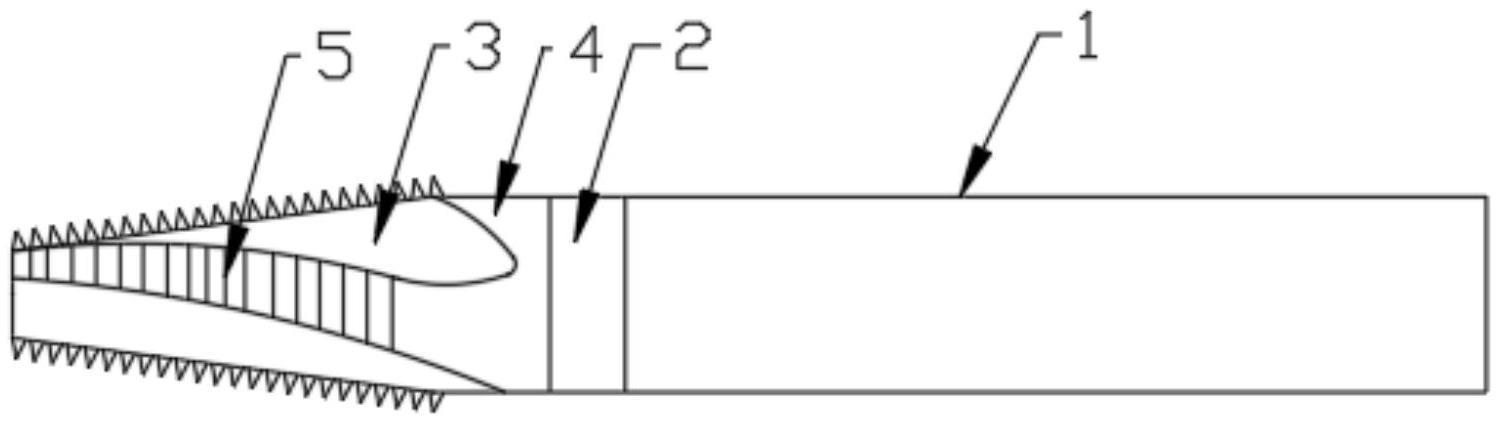
2、一种螺纹铣刀,包括铣刀主体,铣刀主体包括刀柄和刀体,其特征在于,所述刀体的铣削端连有刀尖主体,刀尖主体的形状为圆锥形,刀尖主体的表面设有三个环形等距阵列的螺旋状切削齿,每个切削齿外表面均设有多个等距排列的侧螺纹刃,切削齿的齿径从刀尖主体的头部至刀尖主体的尾部逐渐增大,所述侧螺纹刃的螺旋角为15°,刀尖主体的头部端面为平面。
3、作为进一步改进,所述刀尖主体的头部直径在2.5±0.02之间,所述刀尖主体的尾部直径在8±0.003之间。
4、作为进一步改进,相邻切削齿之间均开设有排屑槽,排屑槽的槽口从刀尖主体的头部至刀尖主体的尾部逐渐增大,废料通过排屑槽排出,为了避免废料堆积所以排屑槽的槽口逐渐撑大,降低废料对加工部件表面的影响,提高加工效率和质量。
5、作为进一步改进,所述排屑槽为螺旋状设计,所述排屑槽和切削齿为同轴右旋螺旋排布,排屑槽呈环形等距安装,能够保证各个角度的加工质量相同,避免位置不同产生加工精度的误差,防止震颤和偏转概率。
6、作为进一步改进,所述侧螺纹刃刃尖之间的距离在0.4±0.01之间。
7、作为进一步改进,所述排屑槽的槽底开设有多个散热孔。利用散热孔对加工过程中的铣刀主体进行散热,降低铣刀主体的加工温度,避免铣刀主体因加工产生的温度过高导致损坏,延长刀具的单次加工使用时间和总体加工个数,延长其使用寿命。
8、作为进一步改进,所述侧螺纹刃刃尖距离切削齿外表面之间的距离在0.24±0.04之间,侧螺纹刃为全牙设计,能够实现一次切削,使得螺纹铣刀的加工效率大大提高,能够更好的实现大规模生产。
9、作为进一步改进,所述刀柄的材质为刚,所述刀尖主体和刀体均为钨钢,根据各个部件加工时的做工方式和受力大小、方向的不同,采用不同的材质进行制造,并将其焊接,保证其连接强度,使得其能够更好的适应更多不同材质工件的切削操作,大大延长使用寿命。
10、作为进一步改进,所述排屑槽的槽底为圆弧形,特殊的圆弧行设计能够有效的防止废料堆积,帮助废料更快的排出。
11、有益效果:
12、本装置采用全牙螺纹设计,能够实现一次切削,使得螺纹铣刀的加工效率大大提高,能够更好的实现大规模生产,其中,刀尖主体的形状为圆锥形,能够更好的进行工件的深度加工,使用方便。
13、本装置采用多种制造材料,根据各个部件加工时的做工方式和受力大小、方向的不同,采用不同的材质进行制造,并将其焊接,保证其连接强度,使得其能够更好的适应更多不同材质工件的切削操作,提高加工强度和刚性,大大延长使用寿命。
14、本装置设置有逐渐增大的排屑槽,能够保证废料的有效排出,确保排屑空间足够,避免因为堆积造成加工后工件精度低,铣刀容易损坏的问题。
技术特征:
1.一种螺纹铣刀,包括铣刀主体,铣刀主体包括刀柄和刀体,其特征在于,所述刀体的铣削端连有刀尖主体,刀尖主体的形状为圆锥形,刀尖主体的表面设有三个环形等距阵列的螺旋状切削齿,每个切削齿外表面均设有多个等距排列的侧螺纹刃,切削齿的齿径从刀尖主体的头部至刀尖主体的尾部逐渐增大,所述侧螺纹刃的螺旋角为15°,刀尖主体的头部端面为平面。
2.根据权利要求1所述的一种螺纹铣刀,其特征在于,所述刀尖主体的头部直径在2.5±0.02之间,所述刀尖主体的尾部直径在8±0.003之间。
3.根据权利要求1所述的一种螺纹铣刀,其特征在于,相邻切削齿之间均开设有排屑槽,排屑槽的槽口从刀尖主体的头部至刀尖主体的尾部逐渐增大。
4.根据权利要求3所述的一种螺纹铣刀,其特征在于,所述排屑槽为螺旋状设计,所述排屑槽和切削齿为同轴右旋螺旋排布。
5.根据权利要求1所述的一种螺纹铣刀,其特征在于,所述侧螺纹刃刃尖之间的距离在0.4±0.01之间。
6.根据权利要求3所述的一种螺纹铣刀,其特征在于,所述排屑槽的槽底开设有多个散热孔。
7.根据权利要求1所述的一种螺纹铣刀,其特征在于,所述侧螺纹刃刃尖距离切削齿外表面之间的距离在0.24±0.04之间。
8.根据权利要求1所述的一种螺纹铣刀,其特征在于,所述刀柄的材质为刚,所述刀尖主体和刀体均为钨钢。
9.根据权利要求3所述的一种螺纹铣刀,其特征在于,所述排屑槽的槽底为圆弧形。
技术总结
本技术公开了一种螺纹铣刀,包括铣刀主体,铣刀主体包括刀柄和刀体,刀体的铣削端连有刀尖主体,刀尖主体的形状为圆锥形,刀尖主体的表面设有三个环形等距阵列的螺旋状切削齿,每个切削齿外表面均设有多个等距排列的侧螺纹刃,切削齿的齿径从刀尖主体的头部至刀尖主体的尾部逐渐增大,所述侧螺纹刃的螺旋角为15°,刀尖主体的头部端面为平面,本装置采用全牙螺纹设计,能够实现一次切削,使得螺纹铣刀的加工效率大大提高,能够更好的实现大规模生产,其中,刀尖主体的形状为圆锥形,能够更好的进行工件的深度加工,使用方便。
技术研发人员:周云,黄成
受保护的技术使用者:偌伊数控工具泰兴市有限公司
技术研发日:20221124
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!