一种基于加工阀体零件端面孔系的立式加工中心工装的制作方法
本技术涉及机械加工工装,尤其是指一种基于加工阀体零件端面孔系的立式加工中心工装。
背景技术:
1、立式加工中心广泛用于铣、镗、钻等机加工作业。因立式加工中心自身自动化程度高,机加工作业效率较高,但针对阀体零件端面孔系特殊成型面的工件,通用类工装不便直接装夹在工作台上加工,以及加工精度达不到设计要求,同时加工效率低下等问题,从而使得加工成本增加。
技术实现思路
1、为解决上述技术问题,本实用新型的一种基于加工阀体零件端面孔系的立式加工中心工装,立式加工中心工装包括有底板,所述底板上安装设有夹具体,其中的夹具体上设有定位机构、夹紧机构,所述定位机构内包括有定位座、固定支承,同时加工阀体零件放置于定位座后使用压板固定装夹,同时通过设于定位座四周的浮支座、浮支头辅助支撑加工阀体零件的装夹,定位座的中心孔与夹具体的定位销同轴装配,且在底板的垂直轴线方向上设有固定支承辅助装配;
2、所述的夹紧机构包括气动模组、油路模组,其中气动模组包括有若干气检检测座,气检检测座通过气检到位安装座与夹具体的水平工作平面装配相连;同时油路模组包括有若干油缸检测杆,油缸检测杆与气检检测座之间装配相连,同时油缸检测杆的触头端与加工阀体零件装配限位的压头连接片之间挤压接触。
3、在本实用新型的一个实施例中,所述夹具体同时支撑板以及螺杆安装于底板上,同时夹具体与底板之间平行装配,夹具体与底板之间也设有避空腔。
4、在本实用新型的一个实施例中,所述夹具体的水平工作平面在内腔设有油道孔特征体,其中油道孔特征体的进油处设有压力表和保护块,便于在装夹过程中观察夹紧机构中油路模组的运行状态。
5、在本实用新型的一个实施例中,加工阀体零件在水平方向的两端分别设有油缸检测杆的触头端和限位螺杆。
6、在本实用新型的一个实施例中,所述油路模组还包括进油块、油路板、油箱盖板,其中进油块给整体油路模组供油,同时油路板设于油道孔特征体的进油处,控制调速或开启油路工作,油路板中的液压控制和伺服部分均与加工中心的控制电脑相连,油箱盖板通过螺母固定于夹具体的水平工作平面,且油箱盖板下设有可观察维修的油道孔特征体结构。
7、在本实用新型的一个实施例中,所述浮支座、浮支头为液压油调节的顶杆特征体,浮支头可穿过夹具体水平工作平面上的通孔,且液压油的动力端与进油块引出油路的输出端之间相连,浮支头一端可到达避空腔内,可以针对加工阀体零件或要求做精确的调节做辅助支撑,减少加工时的振动而使得加工精度增加。
8、在本实用新型的一个实施例中,加工阀体零件使用压板与定位机构之间固定连接,且压板为可自动控制的油压执行结构,压板的输入端与油道孔特征体之间相连。
9、在本实用新型的一个实施例中,所述定位座上设有推拉顶升特征孔,且推拉顶升特征孔内设有推拉顶升伸缩杆,同时伸缩杆的动力输入控制端与油路模组的油路之间相连,油路模组与推拉顶升伸缩杆组成了推拉顶升机构,便于装卸阀体零件时顶起零件,防止机械手抓去和放置零件时晃动损坏定位元件。
10、本实用新型的上述技术方案相比现有技术具有以下优点:本实用新型所述的立式加工中心工装,针对阀体零件端面孔系特殊成型面设计,使工件需要的加工面与机床主轴垂直,从而实现特殊结构的产品在立式加工中心上加工,降低了工人劳动强度、生产成本,提高了生产效率;以及利用限位的螺柱和圆销,和夹紧的压板,形成对加工工件的刚性装夹,结合气动和油路模组从多角度固定工件,消除加工过程的复制受力,避免刀具在加工过程中发生震刀,便于提高工件的整体加工精度。
技术特征:
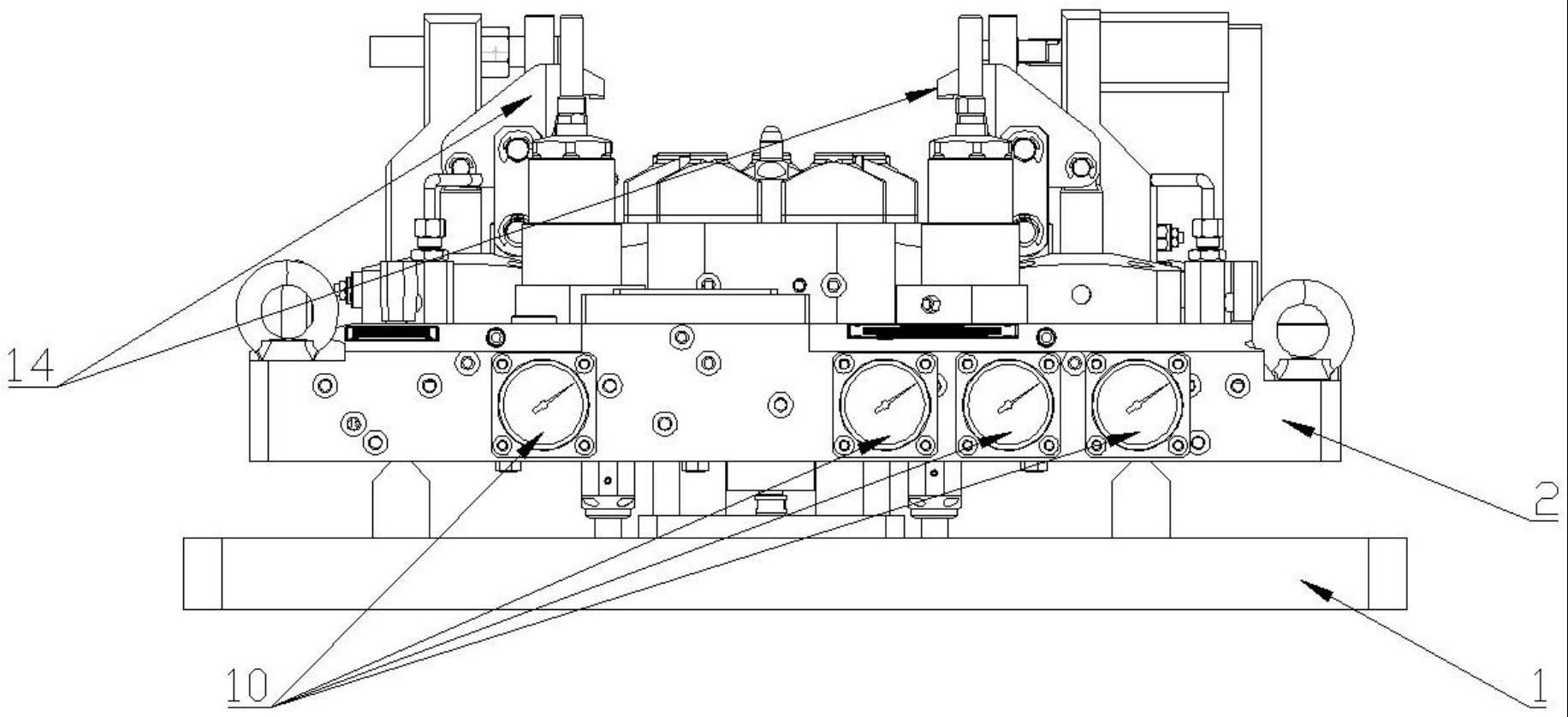
1.一种基于加工阀体零件端面孔系的立式加工中心工装,立式加工中心工装包括有底板(1),其特征在于,所述底板(1)上安装设有夹具体(2),其中的夹具体(2)上设有定位机构、夹紧机构,所述定位机构内包括有定位座(3)、固定支承(4),同时加工阀体零件放置于定位座(3)后使用压板(14)固定装夹,同时通过设于定位座四周的浮支座(5)、浮支头(6)辅助支撑加工阀体零件的装夹,定位座(3)的中心孔与夹具体(2)的定位销同轴装配,且在底板(1)的垂直轴线方向上设有固定支承(4)辅助装配;
2.根据权利要求1所述的立式加工中心工装,其特征在于:所述夹具体(2)同时支撑板以及螺杆安装于底板(1)上,同时夹具体(2)与底板(1)之间平行装配,夹具体(2)与底板(1)之间也设有避空腔。
3.根据权利要求1所述的立式加工中心工装,其特征在于:所述夹具体(2)的水平工作平面在内腔设有油道孔特征体,其中油道孔特征体的进油处设有压力表(10)和保护块。
4.根据权利要求1所述的立式加工中心工装,其特征在于:加工阀体零件在水平方向的两端分别设有油缸检测杆(9)的触头端和限位螺杆。
5.根据权利要求1所述的立式加工中心工装,其特征在于:所述油路模组还包括进油块(11)、油路板(12)、油箱盖板(13),其中进油块(11)给整体油路模组供油,同时油路板(12)设于油道孔特征体的进油处,控制调速或开启油路工作,油路板(12)中的液压控制和伺服部分均与加工中心的控制电脑相连,油箱盖板(13)通过螺母固定于夹具体(2)的水平工作平面,且油箱盖板(13)下设有可观察维修的油道孔特征体结构。
6.根据权利要求1或5所述的立式加工中心工装,其特征在于:所述浮支座(5)、浮支头(6)为液压油调节的顶杆特征体,浮支头(6)可穿过夹具体(2)水平工作平面上的通孔,且液压油的动力端与进油块(11)引出油路的输出端之间相连。
7.根据权利要求1所述的立式加工中心工装,其特征在于:加工阀体零件使用压板(14)与夹具体(2)的水平工作平面之间固定连接,且压板(14)为可自动控制的油压执行结构,压板(14)的输入端与油道孔特征体之间相连。
8.根据权利要求1所述的立式加工中心工装,其特征在于:所述定位座(3)上设有推拉顶升特征孔(15),且推拉顶升特征孔(15)内设有推拉顶升伸缩杆,同时伸缩杆的动力输入控制端与油路模组的油路之间相连,油路模组与推拉顶升伸缩杆组成了推拉顶升机构。
技术总结
本技术涉及一种基于加工阀体零件端面孔系的立式加工中心工装,立式加工中心工装包括有底板,底板上安装设有夹具体,其中的夹具体上设有定位机构、夹紧机构,定位机构内包括有定位座、固定支承,同时加工阀体零件放置于定位座后通过浮支座、浮支头支撑和使用压板固定连接;夹紧机构包括气动模组、油路模组。本技术立式加工中心工装,针对阀体零件端面孔系特殊成型面设计,使工件需要的加工面与机床主轴垂直,从而实现特殊结构的产品在立式加工中心上加工,以及利用限位的螺柱和圆销,和夹紧的压板,形成对加工工件的刚性装夹,结合气动和油路模组从多角度固定工件,消除加工过程的复制受力,便于提高工件的整体加工精度。
技术研发人员:徐明俊,刘志强,夏海友,王广南,徐友生,裴小梅
受保护的技术使用者:江苏左一精密机械有限公司
技术研发日:20221124
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!