一种防止批头晃动的螺丝吸嘴的制作方法
本申请涉及非标自动化,特别涉及锁螺丝自动化设备中的吸螺丝结构。
背景技术:
1、目前,电子装配、五金配件、汽车等行业的产品生产过程中都包含有螺丝锁付工艺,为提升螺丝锁付效率,通常采用自动锁螺丝机进行锁螺丝作业,电动螺丝批是自动锁螺丝机的主要部件之一,是一种用来拧转螺丝工具。为进一步提升效率,通常在自动锁螺丝机的电动螺丝批外部套设一个螺丝吸嘴,自动吸取螺丝与电动螺丝批连接,方便锁螺丝作业;但是,现有的螺丝吸嘴结构设计复杂,内部还需要搭配轴承来使用,加工复杂工序多,一个螺丝吸嘴通常只适配一种电动螺丝批和螺丝规格,导致通用性差,增加了制造成本。
技术实现思路
1、本申请提出一种防止批头晃动的螺丝吸嘴,有效防止批头使用过程发生晃动,提高螺丝吸嘴的通用性,提高螺丝吸附、锁付的稳定性和良品率。
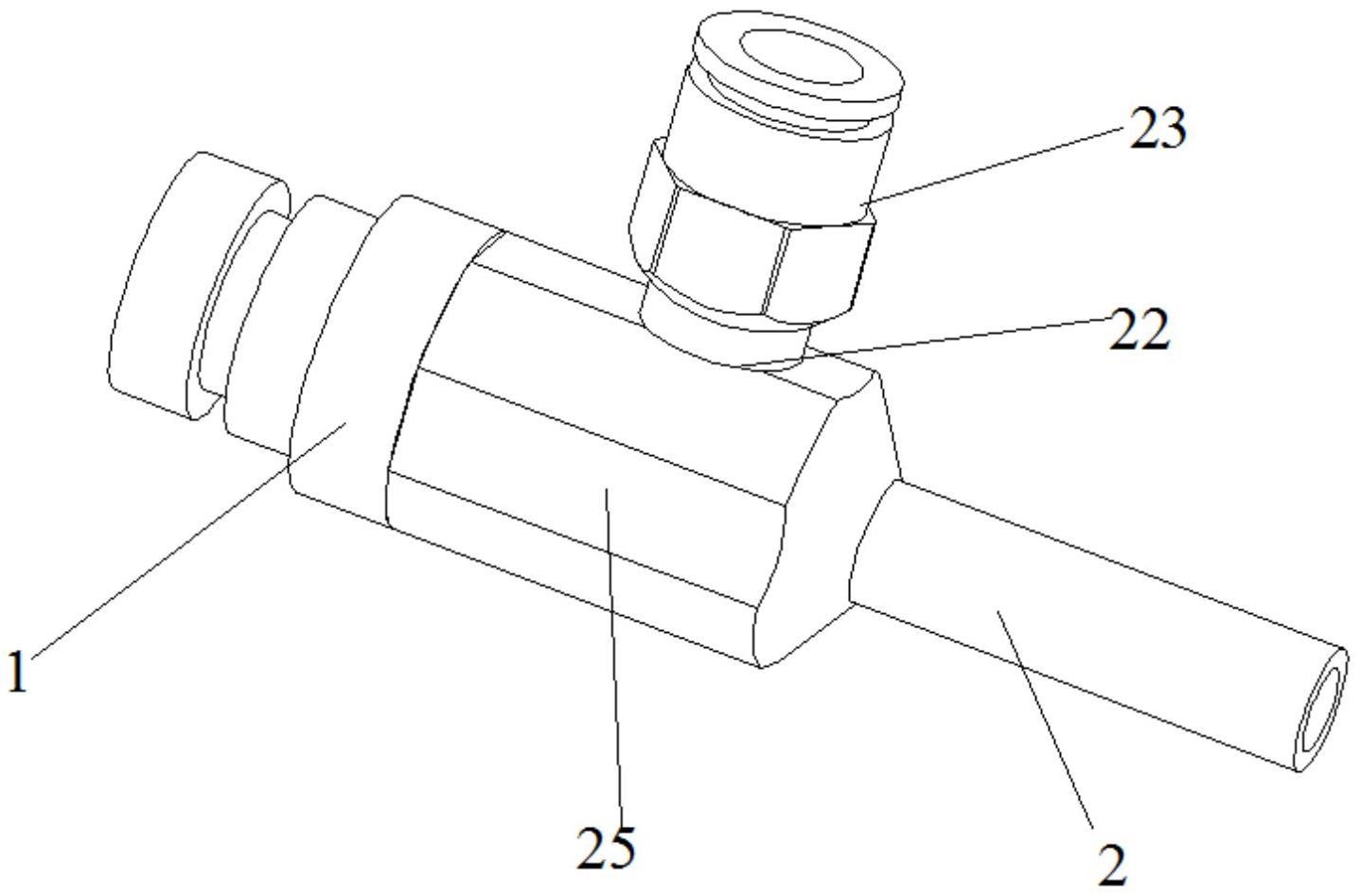
2、本申请实施例提供一种防止批头晃动的螺丝吸嘴,包括同轴可拆卸连接的吸嘴上套和吸嘴下套,所述吸嘴上套的长度大于所述吸嘴上套和吸嘴下套组合后的总长度的一半;所述吸嘴上套沿其轴向开设一用于供批头穿过的第一穿孔,所述吸嘴下套沿其轴向开设一用于供螺丝穿过的第二穿孔,所述第一穿孔和第二穿孔连通;所述吸嘴下套侧面开设一与所述第二穿孔连通的气孔,所述气孔上安装一气嘴,所述气嘴与外部真空吸装置连接。
3、一些实施例中,所述吸嘴上套和所述吸嘴下套之间通过螺纹结构连接。
4、一些实施例中,所述吸嘴上套插入所述吸嘴下套安装,所述吸嘴下套内侧面开设有卡槽,所述吸嘴上套外侧面设有与所述卡槽卡接的卡台。
5、一些实施例中,所述吸嘴上套和吸嘴下套组合后的总长度为60mm,所述吸嘴上套的长度设置为35mm。
6、一些实施例中,所述第一穿孔的直径与所述批头尺寸适配,所述第二穿孔的直径大于螺丝帽直径0.2mm。
7、一些实施例中,所述吸嘴下套外侧面还设有若干扁位。
8、一些实施例中,所述扁位的数量设置为四个,且四个所述扁位沿所述吸嘴下套外侧的周向均匀排布。
9、与现有技术相比,本申请的有益效果是:改善了现有螺丝吸嘴的结构,螺丝吸嘴采用吸嘴上套和吸嘴下套的可拆卸式结构,可以根据批头和螺丝的尺寸进行吸嘴上套和吸嘴下套的任意搭配,提升螺丝吸嘴的通用性;吸嘴上套的尺寸大于螺丝吸嘴整体尺寸的一般,可以有效保证批头在使用过程中不发生晃动,保证锁螺丝过程的稳定性,提升效率。
技术特征:
1.一种防止批头晃动的螺丝吸嘴,其特征在于,包括同轴可拆卸连接的吸嘴上套和吸嘴下套,所述吸嘴上套的长度大于所述吸嘴上套和吸嘴下套组合后的总长度的一半;所述吸嘴上套沿其轴向开设一用于供批头穿过的第一穿孔,所述吸嘴下套沿其轴向开设一用于供螺丝穿过的第二穿孔,所述第一穿孔和第二穿孔连通;所述吸嘴下套侧面开设一与所述第二穿孔连通的气孔,所述气孔上安装一气嘴,所述气嘴与外部真空吸装置连接。
2.如权利要求1所述的防止批头晃动的螺丝吸嘴,其特征在于,所述吸嘴上套和所述吸嘴下套之间通过螺纹结构连接。
3.如权利要求2所述的防止批头晃动的螺丝吸嘴,其特征在于,所述吸嘴上套插入所述吸嘴下套安装,所述吸嘴下套内侧面开设有卡槽,所述吸嘴上套外侧面设有与所述卡槽卡接的卡台。
4.如权利要求1所述的防止批头晃动的螺丝吸嘴,其特征在于,所述吸嘴上套和吸嘴下套组合后的总长度为60mm,所述吸嘴上套的长度设置为35mm。
5.如权利要求1所述的防止批头晃动的螺丝吸嘴,其特征在于,所述第一穿孔的直径与所述批头尺寸适配,所述第二穿孔的直径大于螺丝帽直径0.2mm。
6.如权利要求1所述的防止批头晃动的螺丝吸嘴,其特征在于,所述吸嘴下套外侧面还设有若干扁位。
7.如权利要求6所述的防止批头晃动的螺丝吸嘴,其特征在于,所述扁位的数量设置为四个,且四个所述扁位沿所述吸嘴下套外侧的周向均匀排布。
技术总结
本申请公开了一种防止批头晃动的螺丝吸嘴,其特征在于,包括同轴可拆卸连接的吸嘴上套和吸嘴下套,所述吸嘴上套的长度大于所述吸嘴上套和吸嘴下套组合后的总长度的一半;所述吸嘴上套沿其轴向开设一用于供批头穿过的第一穿孔,所述吸嘴下套沿其轴向开设一用于供螺丝穿过的第二穿孔,所述第一穿孔和第二穿孔连通;所述吸嘴下套侧面开设一与所述第二穿孔连通的气孔,所述气孔上安装一气嘴,所述气嘴与外部真空吸装置连接。本申请技术方案有效防止批头使用过程发生晃动,提高螺丝吸嘴的通用性。
技术研发人员:王懋钰,苗振起
受保护的技术使用者:深圳市哈啰机器人科技有限公司
技术研发日:20221124
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!