一种球阀阀壳锻件的锻造装置的制作方法
本技术涉及阀体锻件的锻造,尤其涉及一种球阀阀壳锻件的锻造装置。
背景技术:
1、锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件。大型球阀设备中由于锥形阀的结构简单重量轻,因此常用到锥形阀,锥形球阀制作过程中,阀壳的加工难度体现在其内侧的弧面结构,参见图1,为锥形球阀的阀壳产品图,该结构的性能是判断球阀质量的重要标准之一。
2、在目前的锻造行业中,常规筒形件因锻造设备受限,只能按外径、内径、高度三个尺寸做成直筒形状,按图1中的阀壳产品计算,下料重量需要18500kg,为节省原材料以及提高产品质量,亟需改进优化目前的锥形阀壳锻件的锻造装置。
技术实现思路
1、本实用新型的目的在于克服上述不足,提供一种球阀阀壳锻件的锻造装置,节省原料,提高产品质量。
2、本实用新型的目的是这样实现的:
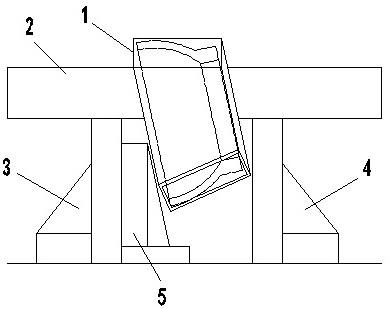
3、一种球阀阀壳锻件的锻造装置,它包括芯棒、第一马架、第二马架和调整装置,阀壳锻件的坯料预制成锥形预制料后套设在芯棒上,芯棒设置在第一马架和第二马架之间,锥形预制料的大孔径一端下方设置调整装置,所述调整装置设置在第一马架的一侧调整装置包括底座,底座上垂直连接一块支撑板,所述支撑板的顶端连接至少一块挡板,所述挡板的另一端可调节地设置在底座上,调整挡板支撑板之间的角度,即可调整锥形预制料在芯棒上的角度,按所需角度一边调整一边扩孔,将锥形预制料的内壁锻造成弧面,最后锻制成型。
4、进一步地,所述芯棒的一端设置在第一马架的凹槽中,另一端设置在第二马架的凹槽中。
5、进一步地,所述挡板和支撑板之间设置筋板作为支撑,调整挡板支撑板之间的角度、及时更换匹配的筋板,即可调整锥形预制料在芯棒上的角度。
6、与现有技术相比,本实用新型的有益效果是:
7、本实用新型在马架一侧设置调整装置,调整装置包括可调节的挡板,可调整锥形预制料在芯棒上的角度,按所需角度一边调整一边扩孔,将锥形预制料的内壁锻造成弧面,可以确保阀壳内侧凸弧面达到良好的在加工性能,阀体具有较高的强度,使用寿命长;锻件内孔锻造余量变小,纤维组织连续性较好,机械性能较好;从而使锻件重量小,节省了原材料。
技术特征:
1.一种球阀阀壳锻件的锻造装置,用于生产阀壳锻件(1),其特征在于:它包括芯棒(2)、第一马架(3)、第二马架(4)和调整装置(5),阀壳锻件(1)的坯料预制成锥形预制料后套设在芯棒(2)上,芯棒(2)设置在第一马架(3)和第二马架(4)之间,锥形预制料的大孔径一端下方设置调整装置(5),所述调整装置(5)设置在第一马架(3)的一侧,调整装置(5)包括底座(51),底座(51)上垂直连接一块支撑板(52),所述支撑板(52)的顶端连接至少一块挡板(53),所述挡板(53)的另一端可调节地设置在底座(51)上,调整挡板(53)支撑板(52)之间的角度,即可调整锥形预制料在芯棒(2)上的角度。
2.根据权利要求1所述的一种球阀阀壳锻件的锻造装置,其特征在于:所述挡板(53)和支撑板(52)之间设置筋板(54)作为支撑,调整挡板(53)支撑板(52)之间的角度、及时更换匹配的筋板(54),即可调整锥形预制料在芯棒(2)上的角度。
3.根据权利要求1所述的一种球阀阀壳锻件的锻造装置,其特征在于:所述芯棒(2)的一端设置在第一马架(3)的凹槽中,另一端设置在第二马架(4)的凹槽中。
技术总结
本技术涉及的一种球阀阀壳锻件的锻造装置,它包括芯棒、第一马架、第二马架和调整装置,阀壳锻件的坯料预制成锥形预制料后套设在芯棒上,芯棒设置在第一马架和第二马架之间,锥形预制料的大孔径一端下方设置调整装置,所述调整装置设置在第一马架的一侧调整装置包括底座,底座上垂直连接一块支撑板,所述支撑板的顶端连接至少一块挡板,所述挡板的另一端可调节地设置在底座上,调整挡板支撑板之间的角度,即可调整锥形预制料在芯棒上的角度。本技术锻件内孔锻造余量变小,从而使锻件重量小,节省了原材料。
技术研发人员:徐岳强,朱玉龙,朱小明,朱晓
受保护的技术使用者:江阴市龙玉锻压有限公司
技术研发日:20221125
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!