转向架弹簧压块定位工装的制作方法
本技术涉及转向架组装,具体涉及一种转向架弹簧压块定位工装,用于转向架焊接组装时其零部件弹簧压块的焊接定位。
背景技术:
1、转向架作为机车走形部的重要组成部件,常用结构为“日”字型焊接结构,通过v型橡胶弹簧及焊接在构架上的弹簧压块与轴箱弹性地连接在一起,以使机车具有良好的曲线通过性和运行平稳性。弹簧压块是一个异性的零部件,弹簧压块的焊接面为11°的斜面且焊接定位精度要求较高,目前常用的加工工艺为将弹簧压块焊接到构架上之后,再将整个工件放在卧式加工中心或专用机床上加工,存在大工件加工困难、对加工设备要求高、加工周期长以及加工成本高的问题。而经检索未发现解决上述技术问题的专利存在,于是本实用新型的申请人借鉴授权公告号为cn208993692u的中国实用新型专利“一种用于转向架构架拉杆座的定位工装”的工艺思想,设计了一种用于转向架弹簧压块的定位工装,先将弹簧压块加工后再使用该定位工装对弹簧压块进行定位焊接,可解决上述现有工艺存在的技术问题。
技术实现思路
1、有鉴于此,本实用新型提供一种转向架弹簧压块定位工装,用于弹簧压块在构架上的定位焊接,使用该定位工装即可先加工弹簧压块,则无需使用卧式加工中心或专用机床等设备,从而简化了加工工艺、缩短了加工时间、提高了作业效率;并且有助于减少对设备的投入,有效降低了生产成本。
2、为达到上述技术目的,本实用新型采用如下技术方案:
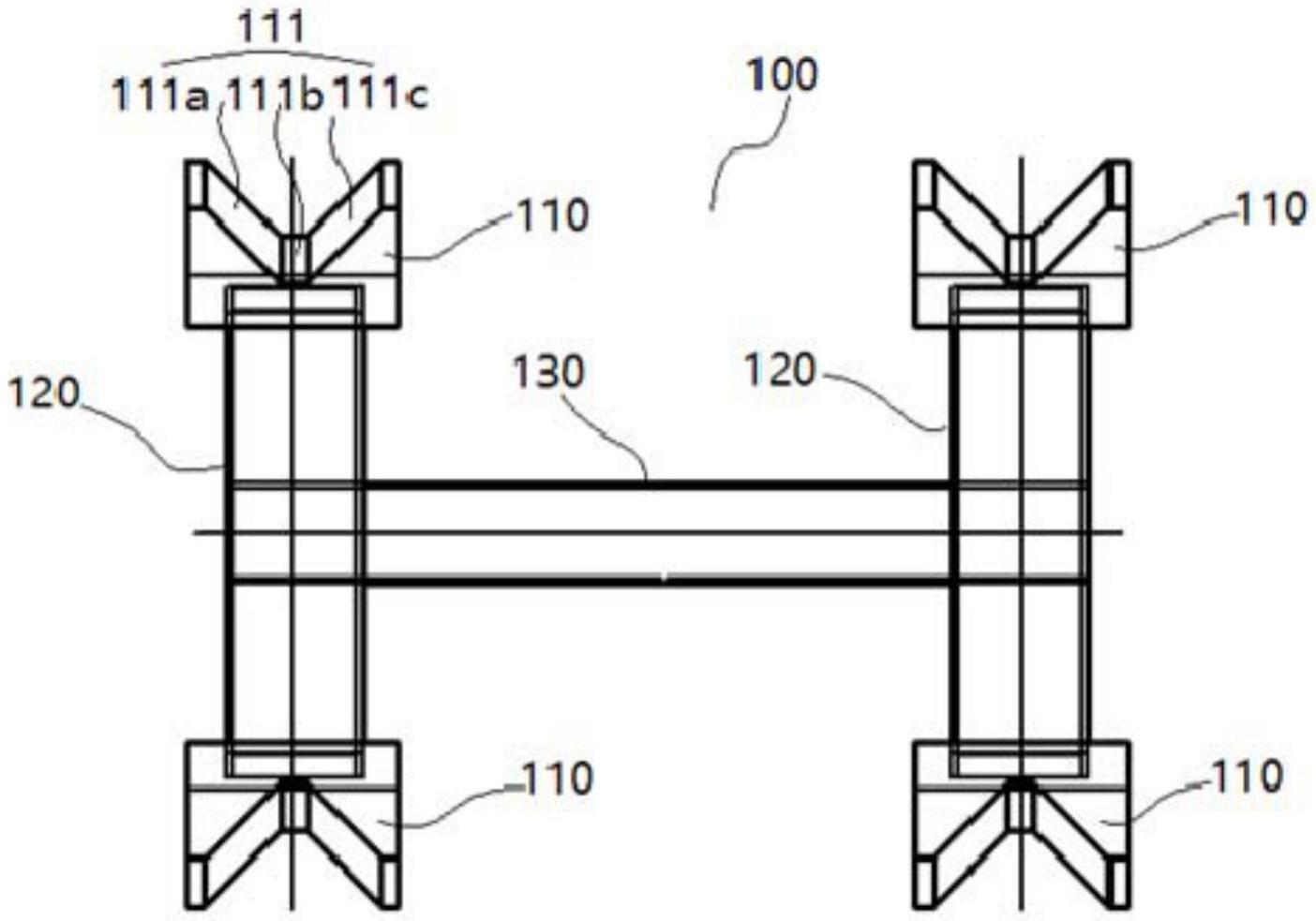
3、一种转向架弹簧压块定位工装,包括压块模、第一连接件和第二连接件,所述压块模的一侧表面上设置有与所述弹簧压块凸起部分的形状和大小相匹配的凹槽,所述第一连接件的两端分别连接两个所述压块模,且连接在所述压块模与所述凹槽相对的一侧,所述第一连接件和两个所述压块模构成所述定位工装的定位单元,所述定位单元用于确定所述构架上一个槽口内的两个所述弹簧压块的位置,所述第二连接件的两端分别连接两个所述定位单元的第一连接件的中心以形成所述定位工装,所述定位工装可在所述构架上对称的两个槽口中轴向移动。
4、作为一种优选的实施方式,所述凹槽为v型槽,所述v型槽的两端贯穿所述压块模的两端。
5、作为一种优选的实施方式,所述v型槽包括依次连接的第一定位面、第二定位面和第三定位面,所述第一定位面和第三定位面为斜面,所述第二定位面为平面。
6、作为一种优选的实施方式,所述第一定位面与所述第二定位面连接处的夹角和所述第三定位面与所述第二定位面连接处的夹角相等。
7、作为一种优选的实施方式,所述第一连接件的两端端面分别为与所述构架一个槽口的两个内侧面平行的斜面。
8、作为一种优选的实施方式,所述第一连接件为两端分别与所述压块模焊接的方管。
9、作为一种优选的实施方式,所述第一连接件为两端分别与所述压块模焊接的钢管。
10、作为一种优选的实施方式,所述第二连接件为两端分别与所述第一连接件焊接的方管。
11、作为一种优选的实施方式,所述第二连接件为两端分别与所述第一连接件焊接的钢管。
12、作为一种优选的实施方式,所述定位工装还包括设置在所述弹簧压块底部的垫块。
13、与现有技术相比,本实用新型的有益效果主要包括:
14、本实用新型提供了一种转向架弹簧压块定位工装,用于弹簧压块在构架上的定位焊接,采用该定位工装就可以将弹簧压块与构架的焊接组装工艺调整为先加工弹簧压块,然后使用本实用新型所述的定位工装对加工好的弹簧压块进行定位,定位后将弹簧压块焊接在构架上,可满足设计要求。通过本实用新型,先加工弹簧压块使用普通机床即可,且工件体积小便于加工,与现有先焊接再加工的工艺相比,简化了加工工艺、缩短了加工时间、提高了作业效率;并且有助于减少对设备的投入,有效降低了生产成本。
技术特征:
1.一种转向架弹簧压块定位工装,用于弹簧压块在构架上的定位焊接,其特征在于,包括压块模、第一连接件和第二连接件,所述压块模的一侧表面上设置有与所述弹簧压块凸起部分的形状和大小相匹配的凹槽,所述第一连接件的两端分别连接两个所述压块模,且连接在所述压块模与所述凹槽相对的一侧,所述第一连接件和两个所述压块模构成所述定位工装的定位单元,所述定位单元用于确定所述构架上一个槽口内的两个所述弹簧压块的位置,所述第二连接件的两端分别连接两个所述定位单元的第一连接件的中心以形成所述定位工装,所述定位工装可在所述构架上对称的两个槽口中轴向移动。
2.根据权利要求1所述的一种转向架弹簧压块定位工装,其特征在于,所述凹槽为v型槽,所述v型槽的两端贯穿所述压块模的两端。
3.根据权利要求2所述的一种转向架弹簧压块定位工装,其特征在于,所述v型槽包括依次连接的第一定位面、第二定位面和第三定位面,所述第一定位面和第三定位面为斜面,所述第二定位面为平面。
4.根据权利要求3所述的一种转向架弹簧压块定位工装,其特征在于,所述第一定位面与所述第二定位面连接处的夹角和所述第三定位面与所述第二定位面连接处的夹角相等。
5.根据权利要求1所述的一种转向架弹簧压块定位工装,其特征在于,所述第一连接件的两端端面分别为与所述构架一个槽口的两个内侧面平行的斜面。
6.根据权利要求5所述的一种转向架弹簧压块定位工装,其特征在于,所述第一连接件为两端分别与所述压块模焊接的方管。
7.根据权利要求5所述的一种转向架弹簧压块定位工装,其特征在于,所述第一连接件为两端分别与所述压块模焊接的钢管。
8.根据权利要求1所述的一种转向架弹簧压块定位工装,其特征在于,所述第二连接件为两端分别与所述第一连接件焊接的方管。
9.根据权利要求1所述的一种转向架弹簧压块定位工装,其特征在于,所述第二连接件为两端分别与所述第一连接件焊接的钢管。
10.根据权利要求1所述的一种转向架弹簧压块定位工装,其特征在于,所述定位工装还包括设置在所述弹簧压块底部的垫块。
技术总结
本技术公开一种转向架弹簧压块定位工装,用于弹簧压块在构架上的定位焊接,包括压块模、第一连接件和第二连接件,所述压块模的一侧表面上设置有与弹簧压块凸起部分的形状和大小相匹配的凹槽,所述第一连接件的两端分别连接两个压块模,第一连接件和两个压块模构成定位工装的定位单元,用于确定构架上一个槽口内的两个弹簧压块的位置,第二连接件的两端分别连接两个定位单元的第一连接件的中心以形成定位工装,该定位工装可在构架上对称的两个槽口中轴向移动。通过本技术可以先加工弹簧压块,然后用本技术的定位工装定位弹簧压块进行焊接,减少了对设备的投入,缩短加工时间,有效降低生产成本,提高效率。
技术研发人员:张银鸣,陈英杰,戴科华,万雳,李福金,郭锐
受保护的技术使用者:湖北时瑞达重型工程机械有限公司
技术研发日:20221125
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!