一种内六方螺栓锻件模具的制作方法
本技术属于锻造领域,具体涉及一种内六方螺栓锻件模具。
背景技术:
1、众所周知,飞机上螺栓锻件属于重要件同时螺栓锻件也是紧固件,在飞机整个服役过程中起着重要作用。然而有一种螺栓属于内六方螺栓,这类螺栓锻造时需要采用冲头反挤压的方式成型,由于材各种不利原因,在锻造过程中冲头磨损非常严重,需要经常更换冲头,给生产带来不便也增加了成本。
技术实现思路
1、本实用新型的目的:是提供一种内六方螺栓锻件模具,在内六方螺栓锻造时,可以迅速更改冲头磨损部位,保证锻件的精度,同时节约锻件的生产成本。
2、技术方案:
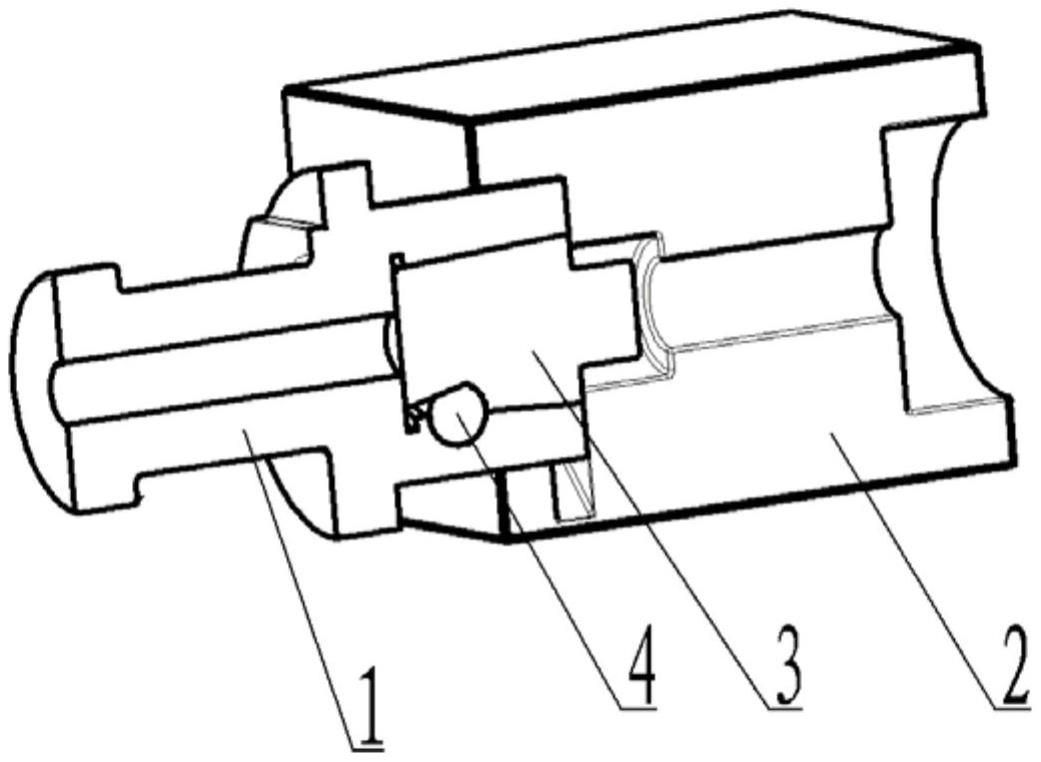
3、一种内六方螺栓锻件模具,包括:冲头1、阴模2、六方镶块3,其中,阴模2的型腔依次包括螺栓杆部腔、螺栓头部腔以及冲头导向槽,冲头1的头部设置有凹槽,六方镶块3包括固定部和六方挤压部,六方镶块3的固定部固定在凹槽中,六方镶块3的六方挤压部用于挤压螺栓头部形成内六方结构。
4、进一步地,冲头1凹槽侧壁设置有安装通孔,楔子4放置在安装通孔中将六方镶块3的固定部与凹槽固定。
5、进一步地,冲头1的杆部设置有与所述凹槽连通的通孔,用于将六方镶块3与冲头1分离。
6、进一步地,冲头1的杆部外侧设置有第一凹陷部。
7、进一步地,冲头导向槽的内侧壁设置有收集槽,用于收集锻造产生的氧化皮。
8、进一步地,阴模2下部设置有第二凹陷部,所述第二凹陷部与螺栓杆部腔连通便于螺栓的夹取。
9、本实用新型的优点是:减少了整体修模时间,提高生产效率,降低了内六方螺栓锻件的生产成本。
技术特征:
1.一种内六方螺栓锻件模具,其特征在于,包括:冲头(1)、阴模(2)、六方镶块(3),其中,阴模(2)的型腔依次包括螺栓杆部腔、螺栓头部腔以及冲头导向槽,冲头(1)的头部设置有凹槽,六方镶块(3)包括固定部和六方挤压部,六方镶块(3)的固定部固定在凹槽中,六方镶块(3)的六方挤压部用于挤压螺栓头部形成内六方结构。
2.根据权利要求1所述的模具,其特征在于,冲头(1)凹槽侧壁设置有安装通孔,楔子(4)放置在安装通孔中将六方镶块(3)的固定部与凹槽固定。
3.根据权利要求1所述的模具,其特征在于,冲头(1)的杆部设置有与所述凹槽连通的通孔,用于将六方镶块(3)与冲头(1)分离。
4.根据权利要求1所述的模具,其特征在于,冲头(1)的杆部外侧设置有第一凹陷部。
5.根据权利要求1所述的模具,其特征在于,冲头导向槽的内侧壁设置有收集槽,用于收集锻造产生的氧化皮。
6.根据权利要求1所述的模具,其特征在于,阴模(2)下部设置有第二凹陷部,所述第二凹陷部与螺栓杆部腔连通便于螺栓的夹取。
技术总结
本技术属于锻造领域,具体涉及一种内六方螺栓锻件模具。包括:冲头(1)、阴模(2)、六方镶块(3),其中,阴模(2)的型腔依次包括螺栓杆部腔、螺栓头部腔以及冲头导向槽,冲头(1)的头部设置有凹槽,六方镶块(3)包括固定部和六方挤压部,六方镶块(3)的固定部固定在凹槽中,六方镶块(3)的六方挤压部用于挤压螺栓头部形成内六方结构。减少了整体修模时间,提高生产效率,降低了内六方螺栓锻件的生产成本。
技术研发人员:张文文,黄蓓,席春雨,刘珂妮
受保护的技术使用者:陕西宏远航空锻造有限责任公司
技术研发日:20221127
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!