一种埋弧焊换向机头的制作方法
本技术涉及焊接设备,具体为一种埋弧焊换向机头。
背景技术:
1、在h型钢埋弧焊焊接的过程中,按照埋弧焊特殊的工艺要求,需要对焊剂进行铺设及回收,鉴于h型钢埋弧焊焊接的特点:所焊工件焊缝长度较长,埋弧焊设备移动速度较慢。现有技术中,埋弧焊焊接设备的机头是固定的,只能朝着一个方向进行焊接,并且焊剂的铺设在前,回收在后,导致设备只能单方向移动焊接。朝着一个方向对h型钢焊接完成后,设备需要经过较长时间回到焊接原点,才能继续下一工件的焊接,导致生产效率低下,企业生产成本较高。
技术实现思路
1、本实用新型的目的在于提供一种埋弧焊换向机头,通过在焊接机头处增加旋转机构,可调换焊剂的铺设及回收方向,使焊接设备可双向焊接,提高生产效率,降低企业生成成本。
2、本实用新型是通过以下技术方案实现:
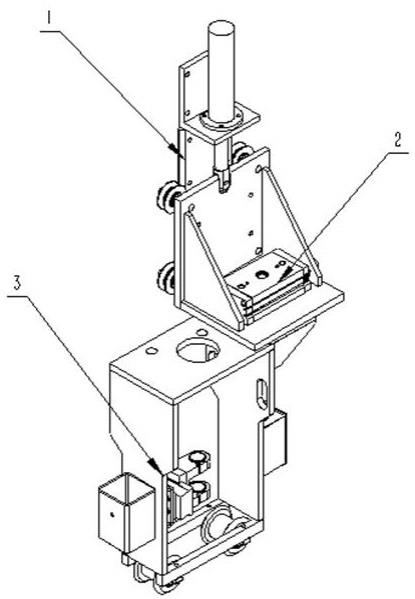
3、一种埋弧焊换向机头,包括自上而下依次连接重力调高机构、自动换向机构和行走导弧机构,所述自动换向机构包括与重力调高机构连接的换向座和设置在换向座上的旋转电缸和旋转伺服电机,旋转伺服电机的输出端贯穿换向座,延伸至换向座的下方与行走导弧机构连接。
4、所述旋转伺服电机的输出端设有旋转连接法兰,通过旋转连接法兰与行走导弧机构连接。
5、所述重力调高机构包括升降固定座、升降连接杆、导向滑板、导向轮和安装板,所述升降连接杆贯穿所述升降固定座,升降连接杆上端与升降固定座间设置有升降弹簧,升降连接杆下端与安装板连接,导向滑板设置于升降固定座上并与安装板平行,多个导向轮布设于安装板上并夹持于导向滑板两侧。
6、所述升降固定座为l形结构。
7、所述导向轮为v型轮。
8、所述行走导弧机构包括导弧架,导弧架的前后两侧分别设置有焊剂铺设导槽和焊剂回收导槽,导弧架的底部设置有行走导弧轮,导弧架上于行走导弧轮上方通过微调滑台设置有枪夹。
9、本实用新型通过重力调高机构实现自动换向机构和行走导弧机构的随动升降,自动换向机构通过旋转电缸接收到信号后,控制旋转伺服电机提供旋转动力,驱动行走导弧机构旋转运动,使行走导弧机构调转180度方向,实现机头焊接方向的调换。从而实现朝着一个方向对h型钢焊接完成后,设备不需要再经过较长时间回到焊接原点,只用调换机头方向,即可从另一端往回方向对下一工件进行焊接,从而提高生产效率,降低企业生产成本。
10、优选的,重力调高机构通过安装板与自动换向机构连接,依靠自动换向机构和行走导弧机构的重力,带动升降连接杆压缩弹簧下降,并随着行走导弧机构的行走上下随动升降,在随动升降的过程中,导向轮沿导向滑板升降位移,从而保障自动换向机构和行走导弧机构承运升降的垂直性。
11、行走导弧机构通过导弧架前后两侧的焊剂铺设导槽和焊剂回收导槽分别与焊剂铺设机构和焊剂回收机构相配合,实现焊剂铺设与回收,通过底部的行走导弧轮始终行走在船型焊缝上,通过枪夹固定焊枪,并通过微调滑台可以调节焊枪的位置,提高焊接的准确性。
技术特征:
1.一种埋弧焊换向机头,其特征在于:包括自上而下依次连接重力调高机构、自动换向机构和行走导弧机构,所述自动换向机构包括与重力调高机构连接的换向座和设置在换向座上的旋转电缸和旋转伺服电机,旋转伺服电机的输出端贯穿换向座,延伸至换向座的下方与行走导弧机构连接。
2.根据权利要求1所述的埋弧焊换向机头,其特征在于:所述旋转伺服电机的输出端设有旋转连接法兰,通过旋转连接法兰与行走导弧机构连接。
3.根据权利要求1或2所述的埋弧焊换向机头,其特征在于:所述重力调高机构包括升降固定座、升降连接杆、导向滑板、导向轮和安装板,所述升降连接杆贯穿所述升降固定座,升降连接杆上端与升降固定座间设置有升降弹簧,升降连接杆下端与安装板连接,导向滑板设置于升降固定座上并与安装板平行,多个导向轮布设于安装板上并夹持于导向滑板两侧。
4.根据权利要求3所述的埋弧焊换向机头,其特征在于:所述升降固定座为l形结构。
5.根据权利要求3所述的埋弧焊换向机头,其特征在于:所述导向轮为v型轮。
6.根据权利要求1或2所述的埋弧焊换向机头,其特征在于:所述行走导弧机构包括导弧架,导弧架的前后两侧分别设置有焊剂铺设导槽和焊剂回收导槽,导弧架的底部设置有行走导弧轮,导弧架上于行走导弧轮上方通过微调滑台设置有枪夹。
技术总结
本技术涉及焊接设备技术领域,公开了一种埋弧焊换向机头,包括自上而下依次连接重力调高机构、自动换向机构和行走导弧机构,所述自动换向机构包括与重力调高机构连接的换向座和设置在换向座上的旋转电缸和旋转伺服电机,旋转伺服电机的输出端贯穿换向座,延伸至换向座的下方与行走导弧机构连接。自动换向机构通过旋转电缸控制旋转伺服电机提供旋转动力,驱动行走导弧机构旋转调换焊剂的铺设及回收方向,实现机头焊接方向的调换。在一个方向对H型钢焊接完成后,只用调换机头方向,即可从另一端往回方向对下一工件进行焊接,从而提高生产效率,降低企业生产成本。
技术研发人员:刘志平
受保护的技术使用者:河南创客智能装备有限公司
技术研发日:20221128
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!