一种用于轧机压下铜螺母修复的堆焊装置的制作方法
1.本实用新型涉及用于钢铁轧制设备中铜螺母修复的辅助设备,特别涉及一种用于轧机压下铜螺母修复的堆焊装置。
背景技术:
2.轧机是实现金属轧制过程的设备,用于调整轧机辊缝的压下装置是轧机的重要结构之一,主要由压下丝杆、压下螺母及其传动机构组成。大型压下铜螺母是轧机上的重要部件,对于铜螺母而言不仅要求组织致密,而且要有良好的耐磨性以及较高的强度和韧性,因此轧机压下装置配件铜螺母的材质一般是铝青铜,如10-3铝铁青铜或9-4铝铁青铜等。在轧制的过程中,轧缝的每一次调整都是由压下铜螺母和压下丝杆完成,由于压下丝杆处在频繁正反转及高温的工作条件,又受到咬入轧件时的冲击,特别是一些粗轧机,铜螺母螺牙磨损很快,有的仅使用一年就无法正常使用,有的甚至时间更短。现有的技术对于磨损铜螺母都是采取直接更换上新的铜螺母,这样加大了设备维修成本,同时也影响了工作进度。
技术实现要素:
3.本实用新型的目的是提供一种用于轧机压下铜螺母修复的堆焊装置,通过对磨损铜螺母进行堆焊,再进行机械加工保证铜螺母的安装技术指标,以延长铜螺母的使用时间,提高设备的完好率,降低设备的维修成本,保证企业的正常生产。
4.为实现上述目的,本实用新型提供了如下技术方案。一种用于轧机压下铜螺母修复的堆焊装置,包括焊接变位机,所述焊接变位机的夹头夹装有铜螺母体,铜螺母体的正前下方设置有支撑座,支撑座上设置有焊枪控制器,焊枪控制器的支臂前端装有焊枪,焊枪连接有送丝机头,送丝机头通过电线与电源连接;焊枪与铜螺母体相对的上方安装有吸尘罩。
5.进一步,所述焊枪控制器用于带动焊枪匀速进给,实现堆焊过程的连续有效。
6.进一步,所述送丝机头用于将焊丝连续或断续送到焊枪位置。
7.本实用新型以堆焊焊接为主线,并结合铝青铜产品堆焊的特点,优选车削加工的相关实施方式,顺利完成铜螺母修复前的堆焊,修复后压下铜螺母的时间可达十个月以上,延长了铜螺母的使用时间,可节约相关企业压下铜螺母的采购成本。
附图说明
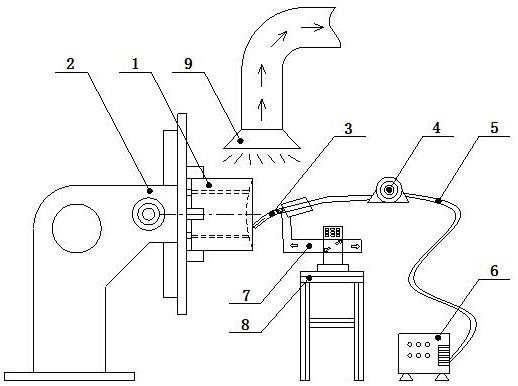
8.图1为本实用新型的结构示意图。
9.图中:1.铜螺母体,2.焊接变位机,3.焊枪,4.送丝机头,5.电线,6.电源,7.焊枪控制器,8.支撑座,9.吸尘罩。
具体实施方式
10.下面将结合附图和实施例对本实用新型做进一步说明。参见图1,一种用于轧机压下铜螺母修复的堆焊装置,包括一台型号为hb-20焊接变位机2,该焊接变位机2的夹头夹装
有铜螺母体1,铜螺母体1的正前下方设置有一个支撑座8,支撑座8上设置有一台焊枪控制器7(型号为hb2015lcd-2.5*6便携式数控切割机),焊枪控制器7的支臂前端装有一个焊枪3(型号为kr350a),焊枪3连接有送丝机头4(型号为cs-401y),送丝机头4通过电线5与弧焊机电源6(型号为pulse mig
ꢀ‑
350、逆变式脉冲mig/mag)连接;焊枪3与铜螺母体1相对的上方安装有吸尘罩9。
11.通过本实用新型完成堆焊后,再采用车削加工的方法,用螺纹丝车刀按照压下铜螺母的螺纹螺距,将已磨损变形并粘满油污的整个螺牙车削出金属光泽。然后采用一定的堆焊焊接工艺(即“铝青铜的焊接”),对压下铜螺母进行堆焊处理。由于铝青铜焊接技术中最困难的,是铝的氧化生成难熔的al2o3,覆盖在熔滴和熔池表面易产生夹渣等缺陷、具有热脆性,容易产生裂纹;其次铝青铜焊接会产生部分有毒有害气体。本实用新型通过选择合适的焊接电源、预热温度及焊后保温缓冷及使用吸尘设备并采用全自动焊接技术,不让人近距离焊接等具体措施,成功实现了轧机压下铜螺母的堆焊。最后,将堆焊冷却后的铜螺母进行车削加工,达到原图纸的既定尺寸要求。
12.实施例:轧机压下铜螺母体2材质为10-3铝铁青铜,外形为圆柱状,一端面为内凹球面,另一端面为平直面,螺纹为梯形内螺纹。铜螺母体2螺牙大量磨损,难以正常使用,必须经更换新备件或修复。采用本装置将铜螺母体2螺牙内全部堆焊填充,并保证后续车削加工的余量。操作过程如下:焊接前铜螺母体2内的油污务必清理干净,避免产生焊接气孔等缺陷。将铜螺母体2装夹于焊接变位机2工作台面上,焊接变位机2根据需要的转速带动铜螺母体2旋转。选择目前国内较为先进的双脉冲mig焊技术,其交流电弧有净化作用,可以去除氧化物,解决铝青铜焊接易产生夹渣等缺陷,有利于低熔点铝青铜的焊接。焊接前需要进行约250℃的预热。选择qa19-4铝青铜焊丝进行焊接,焊枪3焊丝通过送丝机头4出丝焊接,送丝机头4根据实际需要将焊丝连续或断续送到焊枪3位置,实现稳定的送丝过程。电线5作为送丝机头4与电源6的连接线,电源6为弧焊机的电源。为实现自动焊接,选用hb2015lcd-2.5*6便携式数控切割机作为焊枪控制器7夹持焊枪3,带动焊枪3以一定的运行速度匀速向铜螺母体1的内部进给,同时配合铜螺母体1的旋转运动,实现连续、有效的堆焊过程。并由支撑座8将焊枪控制器7支撑,以利于提高焊接稳定性和焊接质量。焊接过程中,采用铜螺母体1外侧上方的吸尘罩9将焊接产生的有毒气体吸入至吸尘设备中,避免人员身体伤害。焊完后,采用保温棉覆盖铜螺母体2进行缓冷,来避免裂纹的产生。待缓冷后,按铜螺母体2图样进行车削加工,达到原图纸的既定尺寸要求,实现修复。
13.由于铝青铜的熔点较低(约1000℃),凝固时流动性好,堆焊过程不容易堆起厚度。可采用预先车削并保留大部分螺牙的方法,原始螺牙的存在有利于堆焊过程堆起厚度,有利于焊丝与铜螺母本体的熔合,焊后强度更好。
技术特征:
1.一种用于轧机压下铜螺母修复的堆焊装置,包括焊接变位机,其特征在于,所述焊接变位机的夹头夹装有铜螺母体,铜螺母体的正前下方设置有支撑座,支撑座上设置有焊枪控制器,焊枪控制器的支臂前端装有焊枪,焊枪连接有送丝机头,送丝机头通过电线与电源连接;焊枪与铜螺母体相对的上方安装有吸尘罩。2.根据权利要求1所述的用于轧机压下铜螺母修复的堆焊装置,其特征在于,所述焊枪控制器用于带动焊枪匀速进给,实现堆焊过程的连续有效。3.根据权利要求1所述的用于轧机压下铜螺母修复的堆焊装置,其特征在于,所述送丝机头用于将焊丝连续或断续送到焊枪位置。
技术总结
本实用新型公开了一种用于轧机压下铜螺母修复的堆焊装置,焊接变位机的夹头夹装有铜螺母体,铜螺母体的正前下方设置有支撑座,支撑座上设置有焊枪控制器,焊枪控制器的支臂前端装有焊枪,焊枪连接有送丝机头,送丝机头通过电线与电源连接;焊枪与铜螺母体相对的上方安装有吸尘罩。本实用新型以堆焊焊接为主线,并结合铝青铜产品堆焊的特点,优选车削加工的相关实施方式,顺利完成铜螺母修复前的堆焊,修复后压下铜螺母的时间可达十个月以上,延长了铜螺母的使用时间,可节约相关企业压下铜螺母的采购成本。母的采购成本。母的采购成本。
技术研发人员:刘神 袁树春 谢若开
受保护的技术使用者:方大特钢科技股份有限公司
技术研发日:2022.11.28
技术公布日:2023/3/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1