自动套电磁阀铁芯O型密封圈设备的制作方法
本技术涉及密封圈自动套装设备,特别涉及自动套电磁阀铁芯o型密封圈设备。
背景技术:
1、电磁阀是一种用电磁控制的工业设备,是用来控制流体的自动化基础元件,属于控制元件,用于控制执行器,并不限于液压、气动两种形式。它用于在工业控制系统中调整介质的方向、流量、速度和其他的参数;它的工作原理是通过控制电磁铁的电流通断来控制阀芯的机械运动,从而闭合和启动不同的通气孔,达到控制流体进入机械元件的某些参数的目的。电磁阀内通常设置有铁芯,而铁芯上套设有密封圈;对于密封圈又名o型密封圈,其断面结构简单,能够实现密封作用,密封性能可靠。为提高对铁芯工件的密封效果,需要将密封圈套入铁芯工件的凹槽内,安装时将密封圈撑大并越过工件的任意一端再套入凹槽内。由于铁芯工件的形状越来越小巧,密封圈的尺寸也越来越小,给安装工作带来很大的不便。现有的铁芯密封圈的装配一般依靠人工进行组装,造成了产品的合格率较低,且装配效率得到限制,费时费力的同时也大大增加了生产成本。同时,由于手工操作的装配速度较低,难以适应微型电磁阀自动化装配的需要以及激烈的市场竞争需要。
技术实现思路
1、本实用新型提供了自动套电磁阀铁芯o型密封圈设备,能够实现密封圈的自动套装操作,提高工件和密封圈套装的合格率,自动化套装生产效率高。
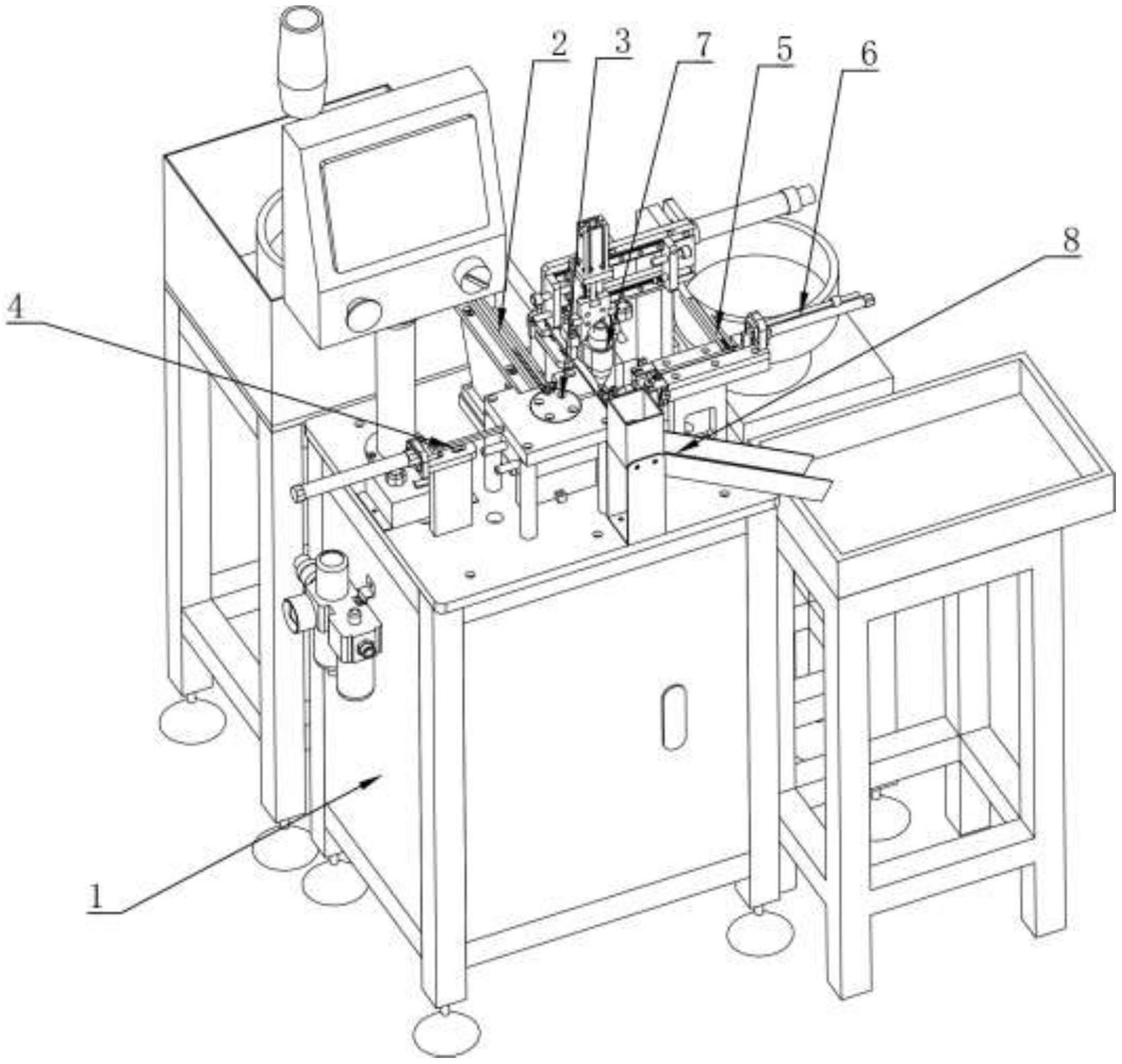
2、为解决上述技术问题,本实用新型公开了自动套电磁阀铁芯o型密封圈设备,包括:架体以及设置在所述架体上的铁芯上料机构、旋转机构、推杆组件和密封圈上料机构、推料组件、套圈机构;所述架体上设置有与所述套圈机构对应的下料机构;所述铁芯上料机构设于所述架体的一侧且其一端与所述旋转机构连接用于将铁芯工件上料至所述旋转机构上,所述推杆组件位于所述旋转机构的一侧并通过推动杆作用于所述旋转机构的铁芯工件使其落至所述下料机构上;所述密封圈上料机构设于所述架体的另一侧且其一端与所述推料组件连接用于将密封圈上料至所述推料组件上,所述推料组件的推料杆将密封圈推至端部并通过所述套圈机构将所述密封圈套至所述铁芯工件上。
3、本实用新型技术方案中所述铁芯工件上料机构和所述旋转机构能够将铁芯工件推至下料机构上,利用所述密封圈上料机构和所述推料组件的设置对密封圈进行上料推动并通过套圈机构进行自动套密封圈,实现对工件的自动套密封圈工作,摒弃传统人工操作,有效提高装配效率,满足大批量生产需求。
4、进一步的,所述旋转机构包括:旋转座和旋转平台;所述旋转座固定设置在所述架体上,所述旋转平台通过旋转驱动电机转动设于所述旋转座上。采用上述技术方案,所述旋转平台的转动能够将铁芯工件从铁芯上料机构处进行转动调节并通过所述推杆组件将铁芯工件进行推动,能够实现对铁芯工件的自动推动下料,自动化程度高且能够提高铁芯工件的自动上料工作效率高。
5、进一步的,所述旋转座上开设有用于所述旋转平台旋转的容置区;所述旋转座的一侧开设有第一通孔,所述推动杆置于所述第一通孔内,所述旋转平台上开设有第二通孔且在所述旋转平台的一侧设置有与所述第二通孔对应的用于放置铁芯工件的第一限位槽,所述第二通孔在所述旋转平台的转动作用下与所述第一通孔导通时所述推动杆推动铁芯工件至所述下料机构的下料杆上。
6、在本实用新型技术方案中所述容置区的开设以及所述旋转座能够减少空间的占用,所述第一通孔和所述第二通孔的开设能够使所述推动杆在所述旋转平台转动至套圈机构时对铁芯工件进行推动,所述第一限位槽的开设能够保证通过上料机构进行传动的铁芯工件落至旋转平台上,使所述上料机构和所述旋转机构能够实现对铁芯工件的上料工作,整体的结构简单。
7、进一步的,所述下料杆上开设有第二限位槽,铁芯工件在所述推动杆的推动作用下从所述第一限位槽至所述第二限位槽上。采用此结构能够利用所述第二限位槽在所述推动杆推动铁芯工件时进行止挡以完成后续的套圈工作,同时通过所述第二限位槽能够实现对铁芯工件的自动下料工序,整体的结构设置合理。
8、进一步的,所述旋转座的一侧设置有轨道,所述下料杆滑动设置在所述轨道上,所述下料机构还包括下料台,所述下料杆的一端与所述下料台对应,其另一端与设置外部下料电机连接。
9、采用此结构通过所述轨道和所述下料杆的设置能够在完成密封圈套圈后对铁芯进行推动至所述下料机构上,完成对铁芯的自动下料,所述轨道设置在所述旋转座上能够实现所述下料杆和所述旋转平台的对应并保证铁芯工件在所述推动杆的推动下从所述旋转平台移动至所述下料杆上。
10、进一步的,所述密封圈上料机构包括固定设置在所述架体上的上料座;所述推料组件包括:推料座和设于所述推料座上的推料杆;所述上料座的一端与所述推料座对应,所述推料座上开设有滑轨,密封圈在所述推料杆的作用下从所述推料座靠近所述推料杆的一端移动至所述推料座靠近所述上料机构的一端。
11、本实用新型技术方案利用所述推料座和所述推料杆的设置能够将密封圈推动至端部并通过套圈机构进行自动化套圈工作,所以滑轨的设置能够实现所述推料杆对密封圈的推动作用,整体的结构简单能够实现对密封圈的自动上料以及通过所述套圈机构对所述铁芯的自动套圈工作。
12、进一步的,所述推料座远离所述推料杆的一端设置有挡块,所述挡块上开设有用于限位密封圈活动的弧形槽;所述挡块包括:对称设置的第一挡块和第二挡块;两者在相互靠近时形成有通槽。
13、本实用新型技术方案所述弧形槽的设置能够对经过所述推料杆推动的密封圈进行限位止挡,所述通槽以及对称设置的挡块能够方便所述套圈机构对密封圈的拿取。
14、进一步的,所述套圈机构包括:底座、连接件、密封圈推筒和密封圈取料头;所述底座固定设置在所述架体上,所述连接件活动设置在所述底座上,所述密封圈推筒固定设置在所述连接件上,所述密封圈取料头活动设于所述密封圈推筒内;工作时所述密封圈取料头对密封圈进行取料并通过其下端面与铁芯工件的抵靠配合实现所述密封圈推筒将密封圈套装至铁芯工件上,所述底座上设置有用于所述连接件移动的横向轨道和竖向轨道。
15、本实用新型技术方案所述密封圈推筒和所述密封圈取料头能够实现对密封圈的取料以及对铁芯工件的自动套装,结合所述横向轨道和所述竖向轨道,利用自动化操作摒弃了传统人工方式能够提高装配精度来提高产品合格率,提高装配效率。
16、进一步的,所述下料台上设置有感应器,所述感应器在所述下料台内满料状态时使套圈设备停止工作。采用此结构利用所述感应器的设置能够再所述下料台满料状态时对设备进行停机操作。
技术特征:
1.自动套电磁阀铁芯o型密封圈设备,其特征在于,包括:架体(1)以及设置在所述架体(1)上的铁芯上料机构(2)、旋转机构(3)、推杆组件(4)和密封圈上料机构(5)、推料组件(6)、套圈机构(7);所述架体(1)上设置有与所述套圈机构(7)对应的下料机构(8);
2.如权利要求1所述自动套电磁阀铁芯o型密封圈设备,其特征在于,所述旋转机构(3)包括:旋转座(301)和旋转平台(302);所述旋转座(301)固定设置在所述架体(1)上,所述旋转平台(302)通过旋转驱动电机(303)转动设于所述旋转座(301)上。
3.如权利要求2所述自动套电磁阀铁芯o型密封圈设备,其特征在于,所述旋转座(301)上开设有用于所述旋转平台(302)旋转的容置区(15);所述旋转座(301)的一侧开设有第一通孔(1001),所述推动杆(401)置于所述第一通孔(1001)内,所述旋转平台(302)上开设有第二通孔(1002)且在所述旋转平台(302)的一侧设置有与所述第二通孔(1002)对应的用于放置铁芯工件的第一限位槽(901),所述第二通孔(1002)在所述旋转平台(302)的转动作用下与所述第一通孔(1001)导通时所述推动杆(401)推动铁芯工件至所述下料机构(8)的下料杆(801)上。
4.如权利要求3所述自动套电磁阀铁芯o型密封圈设备,其特征在于,所述下料杆(801)上开设有第二限位槽(902),铁芯工件在所述推动杆(401)的推动作用下从所述第一限位槽(901)至所述第二限位槽(902)上。
5.如权利要求4所述自动套电磁阀铁芯o型密封圈设备,其特征在于,所述旋转座(301)的一侧设置有轨道(11),所述下料杆(801)滑动设置在所述轨道(11)上,所述下料机构(8)还包括下料台(802),所述下料杆(801)的一端与所述下料台(802)对应,其另一端与设置外部下料电机连接。
6.如权利要求1所述自动套电磁阀铁芯o型密封圈设备,其特征在于,所述密封圈上料机构(5)包括固定设置在所述架体(1)上的上料座(501);所述推料组件(6)包括:推料座(601)和设于所述推料座(601)上的推料杆(602);所述上料座(501)的一端与所述推料座(601)对应,所述推料座(601)上开设有滑轨(16),密封圈在所述推料杆(602)的作用下从所述推料座(601)靠近所述推料杆(602)的一端移动至所述推料座(601)靠近所述上料机构(5)的一端。
7.如权利要求6所述自动套电磁阀铁芯o型密封圈设备,其特征在于,所述推料座(601)远离所述推料杆(602)的一端设置有挡块(12),所述挡块(12)上开设有用于限位密封圈活动的弧形槽(13);所述挡块(12)包括:对称设置的第一挡块(1201)和第二挡块(1202);两者在相互靠近时形成有通槽(14)。
8.如权利要求1所述自动套电磁阀铁芯o型密封圈设备,其特征在于,所述套圈机构(7)包括:底座(701)、连接件(702)、密封圈推筒(703)和密封圈取料头(704);所述底座(701)固定设置在所述架体(1)上,所述连接件(702)活动设置在所述底座(701)上,所述密封圈推筒(703)固定设置在所述连接件(702)上,所述密封圈取料头(704)活动设于所述密封圈推筒(703)内;工作时所述密封圈取料头(704)对密封圈进行取料并通过其下端面与铁芯工件的抵靠配合实现所述密封圈推筒(703)将密封圈套装至铁芯工件上。
9.如权利要求8所述自动套电磁阀铁芯o型密封圈设备,其特征在于,所述底座(701)上设置有用于所述连接件(702)移动的横向轨道(711)和竖向轨道(721)。
10.如权利要求5所述自动套电磁阀铁芯o型密封圈设备,其特征在于,所述下料台(802)上设置有感应器,所述感应器在所述下料台(802)内满料状态时使套圈设备停止工作。
技术总结
本技术提供了自动套电磁阀铁芯O型密封圈设备包括:架体以及设置在架体上的铁芯上料机构、旋转机构、推杆组件和密封圈上料机构、推料组件、套圈机构;架体上设置有与套圈机构对应的下料机构;铁芯上料机构设于架体的一侧且其一端与旋转机构连接用于将铁芯工件上料至旋转机构上,推杆组件位于旋转机构的一侧并通过推动杆作用于旋转机构的铁芯工件使其落至下料机构上;密封圈上料机构设于架体的另一侧且其一端与推料组件连接用于将密封圈上料至推料组件上,推料组件的推料杆将密封圈推至端部并通过套圈机构将密封圈套至铁芯工件上。本技术摒弃传统人工操作,通过自动化设备提高对工件的密封圈装备效率,密封圈装配合格率高。
技术研发人员:吴能赏,潘其领,吴家轩
受保护的技术使用者:台州欧思托气动机械科技有限公司
技术研发日:20221128
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!