一种加长版手动固定快换设备的制作方法
本技术属于车辆生产制造领域,具体涉及一种加长版手动固定快换设备。
背景技术:
1、汽车零部件生产加工时点焊机器人的位置固定,因此需要保证待焊零件的焊接部位的位置精确。目前根据不同车形具有不同类形的零件,加工时需要随时更换不同类形的零件进行焊接,目前多采用在装载零件的夹具底部设置脚轮,以可以快速移动夹具从而能够快速更换不同类形的零件,但是由于脚轮的轮胎磨损或地面的平整度都会影响夹具的高度,从而会影响待焊零件的焊接部位的位置精度,从而造成部分零件焊接报废,成品率低。汽车零部件生产加工时,有特定长度比较长的零部件需采用特定长度的夹具,而需两种快换小车进行更换时,正常尺寸的手动固定快换无法满足。
技术实现思路
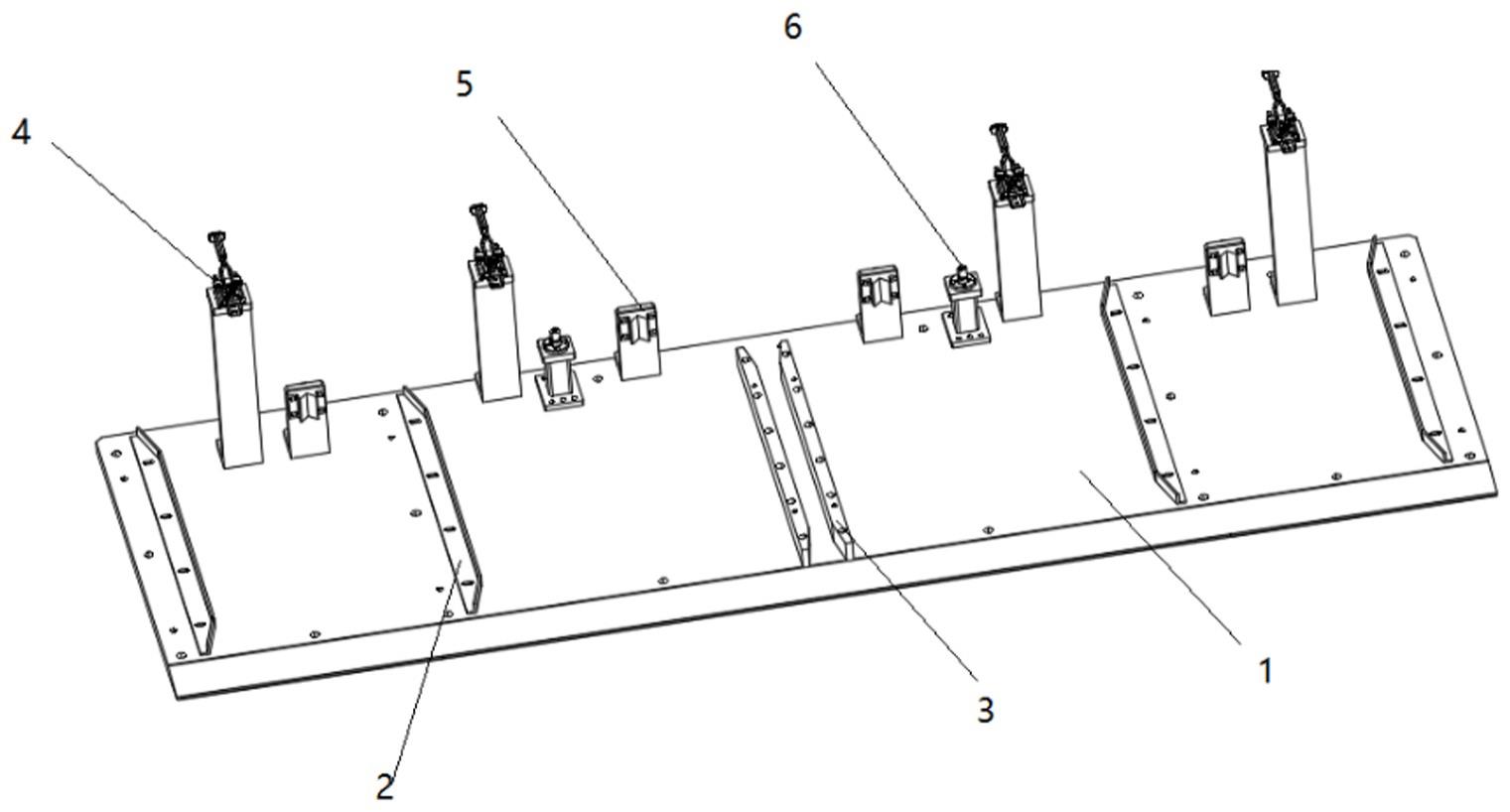
1、本实用新型针对上述问题,提供一种加长版手动固定快换设备。本实用新型的目的可以通过下述技术方案来实现: 一种加长版手动固定快换设备,包括加长大底板1及设于加长大底板上的脚轮导向板2、轴承导向块3、肘夹组合4、v形限位块组合5、销定位组合6,其特征在于,所述脚轮导向板2在加长大底板1左右两侧分别对称的设有四块脚轮导向板2,两块内侧脚轮导向板2为一组,两块外侧脚轮导向板2为一组,所述加长大底板1上的左右两侧分别对称的设有二块轴承导向块3,所述加长大底板1上的左右两侧分别对称的设有四套肘夹组合4,所述加长大底板1上的左右两侧分别对称的设有四套v形限位块组合5,所述加长大底板1上的左右两侧分别对称的设有二套销固定座6。所述脚轮导向板2由脚轮导向板底板21、脚轮导向板侧板22和脚轮导向板导向斜面23构成,脚轮导向板底板21固定于加长大底板1上,脚轮导向板底板21呈狭长状且沿前后向设置,脚轮导向板底板21靠近加长大底板1左右中线的一侧垂直连接脚轮导向板侧板22;脚轮导向板侧板22的两端分别设有脚轮导向板导向斜面23,所述导向斜面23面向加长大底板1的左右中线。所述轴承导向块3由轴承导向块底面31、轴承导向块侧面32和轴承导向块导向斜面33构成,轴承导向块底面31固定于加长大底板1上,轴承导向块底面31呈狭长状且沿前后向设置,轴承导向块侧面32靠近加长大底板1左右中线的一侧设有轴承导向块导向斜面33。所述肘夹组合4包括肘夹固定座41、肘夹板42,肘夹43构成, 肘夹固定座41固定于加长大底板1上,肘夹板42设置在肘夹固定座41上,肘夹板42上安装有肘夹43,肘夹43由把手46,拉扣45,搭扣44组成,把手46连接拉扣45,拉扣45连接搭扣44。所述v形限位块组合5由v形块固定座51、凹形限位块52构成,所述v形块固定座51下方设有一块加强肋,凹形限位块52安装在v形块固定座51上方。所述销定位组合6由销固定座61、夹具用定位销62构成,销固定座61安装在加长大底板1上,夹具用定位销62安装在销固定座61顶部。所述加长大底板1的前侧设有坡面且长度加长,四周设有锤定式地脚螺栓13和吊环螺栓14。
2、与现有技术相比,本实用新型的有益效果:切换夹具快换小车方便快速且不同尺寸切换自由,可以有效的提高生产效率,同时结构简单有利于进行维护,有利于工作人员进行调整和控制。夹具底面固定,平整度不会对零件位置精度产生影响,提高成品率。底板加长,对不同尺寸零件切换有更大优势。
技术特征:
1.一种加长版手动固定快换设备,包括加长大底板(1)及设于加长大底板上的脚轮导向板(2)、轴承导向块(3)、肘夹组合(4)、v形限位块组合(5)、销定位组合(6),其特征在于,所述脚轮导向板(2)在加长大底板(1)左右两侧分别对称的设有四块脚轮导向板(2),两块内侧脚轮导向板(2)为一组,两块外侧脚轮导向板(2)为一组,所述加长大底板(1)上的左右两侧分别对称的设有二块轴承导向块(3),所述加长大底板(1)上的左右两侧分别对称的设有四套肘夹组合(4),所述加长大底板(1)上的左右两侧分别对称的设有四套v形限位块组合(5),所述加长大底板(1)上的左右两侧分别对称的设有二套销定位组合(6)。
2.根据权利要求1所述的一种加长版手动固定快换设备,其特征在于,所述脚轮导向板(2)由脚轮导向板底板(21)、脚轮导向板侧板(22)和脚轮导向板导向斜面(23)构成,脚轮导向板底板(21)固定于加长大底板(1)上,脚轮导向板底板(21)呈狭长状且沿前后向设置,脚轮导向板底板(21)靠近加长大底板(1)左右中线的一侧垂直连接脚轮导向板侧板(22);脚轮导向板侧板(22)的两端分别设有脚轮导向板导向斜面(23),所述导向斜面(23)面向加长大底板(1)的左右中线。
3.根据权利要求1所述的一种加长版手动固定快换设备,其特征在于,所述轴承导向块(3)由轴承导向块底面(31)、轴承导向块侧面(32)和轴承导向块导向斜面(33)构成,轴承导向块底面(31)固定于加长大底板(1)上,轴承导向块底面(31)呈狭长状且沿前后向设置,轴承导向块侧面(32)靠近加长大底板(1)左右中线的一侧设有轴承导向块导向斜面(33)。
4.根据权利要求1所述的一种加长版手动固定快换设备,其特征在于,所述肘夹组合(4)包括肘夹固定座(41)、肘夹板(42),肘夹(43)构成, 肘夹固定座(41)固定于加长大底板(1)上,肘夹板(42)设置在肘夹固定座(41)上,肘夹板(42)上安装有肘夹(43),肘夹(43)由把手(46),拉扣(45),搭扣(44)组成,把手(46)连接拉扣(45),拉扣(45)连接搭扣(44)。
5.根据权利要求1所述的一种加长版手动固定快换设备,其特征在于,所述v形限位块组合(5)由v形块固定座(51)、凹形限位块(52)构成,所述v形块固定座(51)下方设有一块加强肋,凹形限位块(52)安装在v形块固定座(51)上方。
6.根据权利要求1所述的一种加长版手动固定快换设备,其特征在于,所述销定位组合(6)由销固定座(61)、夹具用定位销(62)构成,销固定座(61)安装在加长大底板(1)上,夹具用定位销(62)安装在销固定座(61)顶部。
7.根据权利要求1所述的一种加长版手动固定快换设备,其特征在于,所述加长大底板(1)的前侧设有坡面且长度加长,四周设有锤定式地脚螺栓和吊环螺栓。
技术总结
本技术提供一种加长版手动固定快换设备,其特征在于,它包括加长大底板及设于加长大底板上的脚轮导向板、轴承导向块、肘夹组合、V形限位块组合,销定位组合。加长大底板上设有4块脚轮导向板,中间两块及左右侧两块关于中线对称,可以对不同尺寸的夹具快换小车进行适应,无需生产更多的装置来对不同的夹具快换小车进行配合;两侧的肘夹、V形限位块组合,销定位组合可以准确对夹具快换小车进行限位与固定。本技术的优点在于:切换夹具快换小车方便快速且不同尺寸切换自由,可以有效的提高生产效率,同时结构简单利于进行维护,有利于工作人员进行调整和控制。
技术研发人员:赵雪莲,蒋亮
受保护的技术使用者:盟立自动化(昆山)有限公司
技术研发日:20221130
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!