一种便于返工的工装的制作方法
本技术涉及一种铆接工装,具体涉及一种便于返工的工装。
背景技术:
1、现在企业生产配件装配,装配方式以铆接为主,铆接又可分冷铆和热铆两种。热铆紧密性较好,但铆杆与钉孔间有间隙,不能参与传力。冷铆时钉杆镦粗,涨满钉孔,钉杆与钉孔间无间隙。直径大于10mm的钢铆钉加热到1000~1100℃进行热铆,钉杆上的单位面积锤击力为650~800mpa。直径小于10mm的钢铆钉和塑性较好的有色金属、轻金属及合金制造的铆钉,常用冷铆。
2、然而,在铆接过程中,铆接不良、扭矩不良、配件中有缺陷,就会造成辅助的配件报废。为减少成本,合理利用资源,故须对组合好的产品进行返修、返工的工作,把有利用价值的产品拆解下来,传统返修、返工的产品,先使用钻头、打磨机把销轴铆接的部位进行去除,随后一只手扶着顶针,使用顶针压住零件,这一步很难操作,零件大点就很难压住甚至压不住,另外一只手再用榔头对剩余的销轴进行敲除。由于批量生产返工的产品较多,人工操作砸伤手的风险较高、工作强度高且效率低,不良品积压较多,对产品流动、先进先出造成了很大的影响。
技术实现思路
1、本实用新型的目的就是为了解决上述问题至少其一而提供一种便于返工的工装,有效的减少了工人的操作时间,从而提高了工作效率,并且无需通过人手扶着顶针,避免了安全隐患。
2、本实用新型的目的通过以下技术方案实现:
3、一种便于返工的工装,包括工装架、通过把手与工装架固定连接的下压顶针和固定安装于工装架上且位于下压顶针下方的工件加工台;
4、所述的工件加工台上开设有用于固定放置待返工铆接件的加工位,所述的加工位底部开设有容纳销轴的开孔;所述的下压顶针对准加工位的设置于工件加工台上方;
5、使用时,首先将待返工铆接件内销轴变形部分去除,随后将待返工铆接件放置于加工位,下压把手,下压顶针将待返工铆接件内的销轴顶出。
6、优选地,所述的把手包括与工装架固定的把手支撑柱、与把手支撑柱铰接的把手固定段以及固定于把手固定段自由端的把手握持段;所述的下压顶针与把手固定段固定连接。下压把手时,人手握住把手握持段并向下压紧,通过杠杆原理不仅能够方便的将销轴顶出,同时还能在一定程度上省力。
7、优选地,所述的把手握持段为圆柱体。圆柱体的设置更方便人手的握持。
8、优选地,所述的把手固定段固定设置有耳板,所述的下压顶针通过铰接件铰接固定于耳板上。通过铰接件的设置,可以对下压顶针的位置进行调整,进而可以适用于不同大小的待返工铆接件以及不同位置的销轴。
9、优选地,所述的工装还包括航架,所述的航架与工装架固定连接并架设于工件加工台上方;所述的航架上开设有通孔,所述的下压顶针穿过所述的通孔设置。下压顶针穿过航架通孔设置保证下压顶针能够垂直向下压紧,使得销轴能够完全去除。
10、优选地,所述的工件加工台包括旋转底座、支撑柱和固定平台;所述的旋转底座通过定位销轴转动固定于工装架上;所述的固定平台通过支撑柱固定于旋转底座上;所述的固定平台上开设有若干个加工位。旋转底座的设置使得多个加工位的设置成为可能,在完成某一加工位的返工后,旋转旋转底座即可快速转动至下一加工位。
11、优选地,所述的工装还包括定位组件,所述的定位组件包括弹簧和定位块,所述的定位块通过弹簧固定于工装架上,所述的定位块朝向旋转底座设置;所述的旋转底座侧边开设有与定位块自由端形状相匹配的定位腔体。定位组件的设置可以对旋转底座进行定位和固定,定位组件与定位腔体相配合固定时,下压顶针应当刚好对应于一个加工位的销轴;同时,由于定位组件的存在,下压过程中旋转底座不会乱转,保证返工的可靠性。
12、优选地,所述的定位腔体设置数量与加工位设置数量相等。一个加工位对应一个定位腔体,保证每一个加工位在进行返工时都可以有定位组件的定位和固定。
13、优选地,所述的定位组件设有一对,中心对称于工件加工台设置。一对定位组件的设置可以由两侧共同固定旋转底座,进一步保证返工过程中不会发生乱转影响加工效果。
14、优选地,所述的定位块的横截面为t型。t型的横截面可以通过拉动两侧的凸出部分使定位块由定位腔体中离开,进而可以进行旋转底座的旋转。
15、优选地,所述的加工位底部开设有穿透固定平台的通孔,被下压顶针顶出的销轴经通孔落下。销轴直接下落至工装架上,省去了清理加工位的操作,方便使用。
16、本实用新型的工作原理为:
17、首先将待返工铆接件内销轴变形部分(铆接变大部分)去除,随后将待返工铆接件放置于加工位内,持续下压把手,下压顶针向销轴方向运动并抵住销轴表面使其由待返工铆接件内顶出。
18、与现有技术相比,本实用新型具有以下有益效果:
19、1、通过工装的方式代替原先的一手扶着顶针压住零件,另一手用榔头敲除,在工装中仅需放置待返工铆接件至加工位处,随后下压把手即可完成销轴的去除,可以避免对处理人员的伤害,提高返工过程的安全性。
20、2、由于旋转底座以及多个加工位的设置,可以通过转动的方式实现加工位之间的切换,进一步配合定位组件可以精准定位和固定,省去了处理人员将下压顶针对准销轴的时间,有效减少处理人员的操作时间,同时还可以提高返工效率。
21、3、由于下压顶针与把手之间通过一铰接件连接,进而在把手不进行更换的条件下,下压顶针能够具有一定的可调整范围,可以适应于不同尺寸的待返工铆接件以及不同位置的销轴,适用性广。进一步配合航架的使用,可以保证下压顶针的下压方向竖直向下,向销轴施加有效压力。
22、4、本工装整体结构简单,成本低,并且能够有效减少处理人员的操作时间,从而提高工作效率,进一步还可以避免手扶顶针带来的安全隐患,适于推广使用。
技术特征:
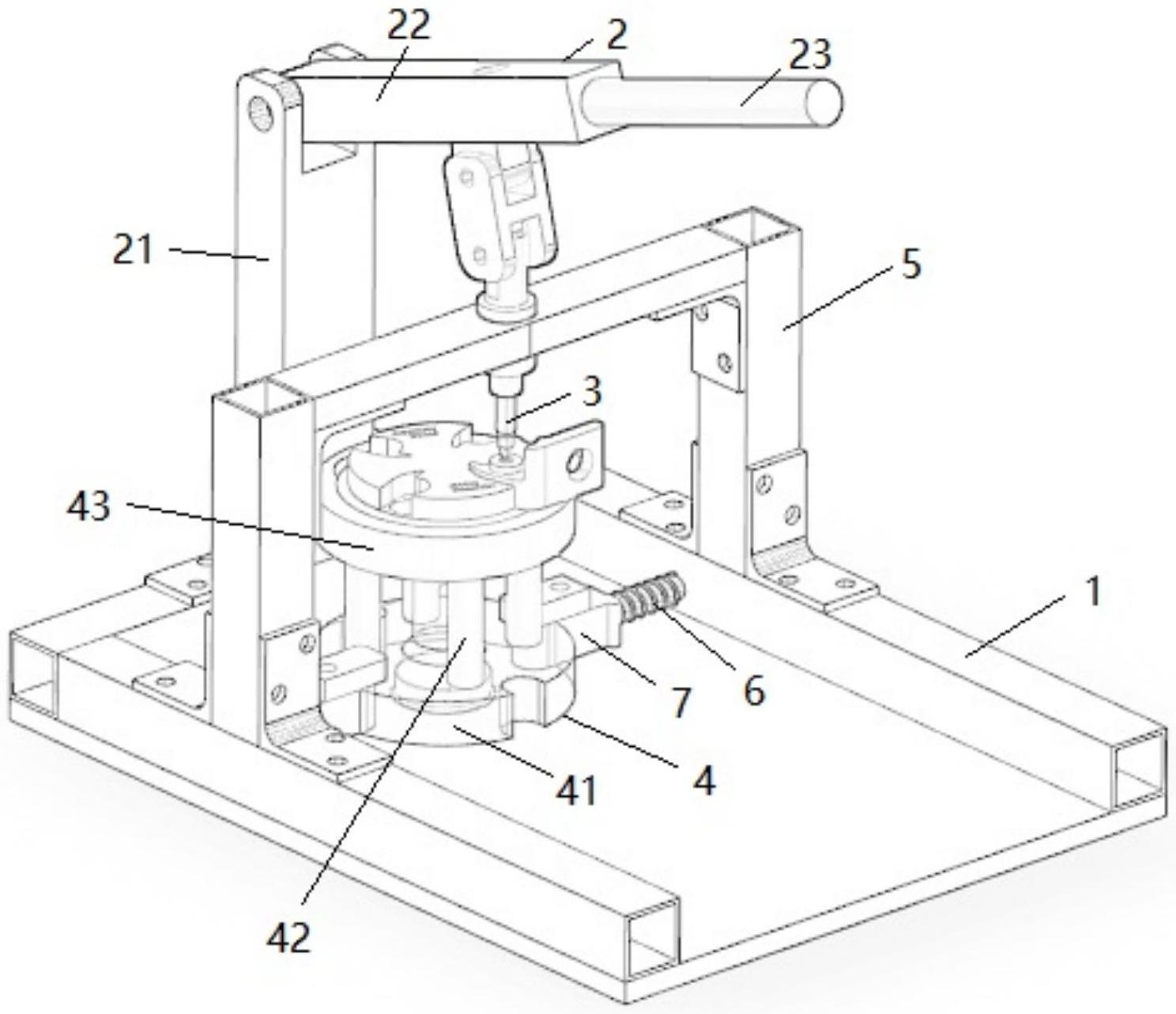
1.一种便于返工的工装,其特征在于,包括工装架(1)、通过把手(2)与工装架(1)固定连接的下压顶针(3)和固定安装于工装架(1)上且位于下压顶针(3)下方的工件加工台(4);
2.根据权利要求1所述的一种便于返工的工装,其特征在于,所述的把手(2)包括与工装架(1)固定的把手支撑柱(21)、与把手支撑柱(21)铰接的把手固定段(22)以及固定于把手固定段(22)自由端的把手握持段(23);所述的下压顶针(3)与把手固定段(22)固定连接。
3.根据权利要求2所述的一种便于返工的工装,其特征在于,所述的把手固定段(22)固定设置有耳板,所述的下压顶针(3)通过铰接件铰接固定于耳板上。
4.根据权利要求1所述的一种便于返工的工装,其特征在于,所述的工装还包括航架(5),所述的航架(5)与工装架(1)固定连接并架设于工件加工台(4)上方;所述的航架(5)上开设有通孔,所述的下压顶针(3)穿过所述的通孔设置。
5.根据权利要求1所述的一种便于返工的工装,其特征在于,所述的工件加工台(4)包括旋转底座(41)、支撑柱(42)和固定平台(43);所述的旋转底座(41)通过定位销轴转动固定于工装架(1)上;所述的固定平台(43)通过支撑柱(42)固定于旋转底座(41)上;所述的固定平台(43)上开设有若干个加工位。
6.根据权利要求5所述的一种便于返工的工装,其特征在于,所述的工装还包括定位组件,所述的定位组件包括弹簧(6)和定位块(7),所述的定位块(7)通过弹簧(6)固定于工装架(1)上,所述的定位块(7)朝向旋转底座(41)设置;所述的旋转底座(41)侧边开设有与定位块(7)自由端形状相匹配的定位腔体。
7.根据权利要求6所述的一种便于返工的工装,其特征在于,所述的定位腔体设置数量与加工位设置数量相等。
8.根据权利要求6所述的一种便于返工的工装,其特征在于,所述的定位组件设有一对,中心对称于工件加工台(4)设置。
9.根据权利要求6所述的一种便于返工的工装,其特征在于,所述的定位块(7)的横截面为t型。
10.根据权利要求5所述的一种便于返工的工装,其特征在于,所述的加工位底部开设有穿透固定平台(43)的通孔,被下压顶针(3)顶出的销轴经通孔落下。
技术总结
本技术涉及一种铆接工装,具体涉及一种便于返工的工装,包括工装架、通过把手与工装架固定连接的下压顶针和固定安装于工装架上且位于下压顶针下方的工件加工台;工件加工台上开设有用于固定放置待返工铆接件的加工位,加工位底部开设有容纳销轴的开孔;下压顶针对准加工位的设置于工件加工台上方;使用时,首先将待返工铆接件内销轴变形部分去除,随后将待返工铆接件放置于加工位,下压把手,下压顶针将待返工铆接件内的销轴顶出。与现有技术相比,本技术的工装有效的减少了工人的操作时间,从而提高了工作效率,并且无需通过人手扶着顶针,避免了安全隐患。
技术研发人员:朱明钱,杨伟国
受保护的技术使用者:上海奥林汽车安全系统有限公司
技术研发日:20221129
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!