一种换热片用双工位生产线的制作方法
本技术属于换热器生产,特别是涉及一种换热片用双工位生产线。
背景技术:
1、换热片由不锈钢片材和铝箔片材点焊后作为基片,基片需要由卷材精确裁切下料,后续需要在基片上进行四个边角的切角,对换热槽等结构进行冲压成型,在基片上进行安装孔的冲孔。
2、加工成型所需工序较多,各工序间的物料传递、各工序设备的加工或多或少需要人工辅助或直接由人工操作,效率较低,同时出现的人为出错会造成材料的浪费,从而影响生产成本。
技术实现思路
1、本实用新型的目的在于提供一种换热片用双工位生产线,通过设计自动化的换热片用成型生产线,用自动化生产代替原有的多工序的人工制作,避免了人为的出错,能够节约零件的材料,提高生产效率且降低生产成本。
2、为解决上述技术问题,本实用新型是通过以下技术方案实现的:
3、本实用新型为一种换热片用双工位生产线,包括线性设置的不锈钢卷料机、铜箔卷料机、点焊机、伺服送料机、剪板机、压料线和叠片输送带;
4、所述压料线包括结构特征一致的第一压料机组和第二压料机组;
5、所述第一压料机组和第二压料机组以剪板机的中心线为对称线对称布置;
6、所述剪板机和压料线之间设有放料机器人;
7、所述压料线和叠片输送带之间设有收料机器人;
8、所述放料机器人包括转台,所述转台顶部固定有伸缩臂,所述伸缩臂的伸缩端设有升降式吸料机构;
9、所述收料机器人和放料机器人的结构特征一致,所述收料机器人和放料机器人的转台均靠近压料线。
10、进一步地,所述第一压料机组包括机台,所述机台顶部线性布置有切角模具、成型模具和冲孔模具,所述机台外侧设有抓料机械臂。
11、进一步地,所述机台前端和后端分别设有前接料点和后接料点,所述前接料点、切角模具、成型模具、冲孔模具和后接料点两两之间的间距一致。
12、进一步地,所述抓料机械臂包括滑移主梁,所述滑移主梁一侧线性固定有四个机械抓手,四个所述机械抓手两两之间的距离与切角模具和成型模具之间的距离一致。
13、进一步地,所述第一压料机组和第二压料机组的前接料点分别位于放料机器人上转台位置的相对侧,所述第一压料机组和第二压料机组的后接料点分别位于收料机器人上转台位置的相对侧。
14、进一步地,所述不锈钢卷料机和铜箔卷料机之间设置有不锈钢整平机,所述点焊机上设有涂油机构。
15、本实用新型具有以下有益效果:
16、1、本实用新型通过设计自动化的换热片用成型生产线,用自动化生产代替原有的多工序的人工制作,避免了人为的出错,能够节约零件的材料,提高生产效率且降低生产成本。
17、2、本实用新型通过设计双工位的压料机组,且配合放料机器人和收料机器人,在某一个机组或上方模具出现故障损伤后,可使用另一个压料机组进行单线生产,不影响生产线正常使用,同时可对故障的压料机组进行维护和检修。
18、当然,实施本实用新型的任一产品并不一定需要同时达到以上所述的所有优点。
技术特征:
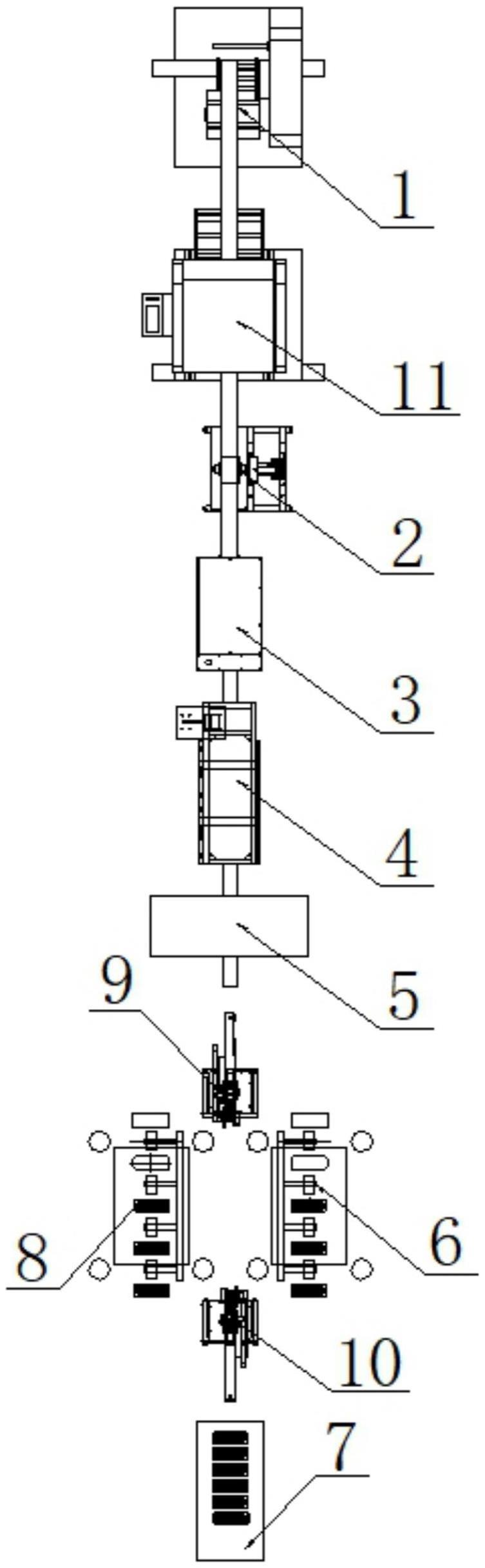
1.一种换热片用双工位生产线,其特征在于:包括线性设置的不锈钢卷料机(1)、铜箔卷料机(2)、点焊机(3)、伺服送料机(4)、剪板机(5)、压料线和叠片输送带(7);
2.根据权利要求1所述的一种换热片用双工位生产线,其特征在于,所述第一压料机组(8)包括机台(801),所述机台(801)顶部线性布置有切角模具(802)、成型模具(803)和冲孔模具(804),所述机台(801)外侧设有抓料机械臂。
3.根据权利要求2所述的一种换热片用双工位生产线,其特征在于,所述机台(801)前端和后端分别设有前接料点(805)和后接料点(806),所述前接料点(805)、切角模具(802)、成型模具(803)、冲孔模具(804)和后接料点(806)两两之间的间距一致。
4.根据权利要求3所述的一种换热片用双工位生产线,其特征在于,所述抓料机械臂包括滑移主梁(807),所述滑移主梁(807)一侧线性固定有四个机械抓手(808),四个所述机械抓手(808)两两之间的距离与切角模具(802)和成型模具(803)之间的距离一致。
5.根据权利要求3所述的一种换热片用双工位生产线,其特征在于,所述第一压料机组(8)和第二压料机组(6)的前接料点(805)分别位于放料机器人(9)上转台(901)位置的相对侧,所述第一压料机组(8)和第二压料机组(6)的后接料点(806)分别位于收料机器人(10)上转台(901)位置的相对侧。
6.根据权利要求1所述的一种换热片用双工位生产线,其特征在于,所述不锈钢卷料机(1)和铜箔卷料机(2)之间设置有不锈钢整平机(11),所述点焊机(3)上设有涂油机构。
技术总结
本技术公开了一种换热片用双工位生产线,涉及换热器生产技术领域。本技术包括线性设置的不锈钢卷料机、铜箔卷料机、点焊机、伺服送料机、剪板机、压料线和叠片输送带,压料线包括结构特征一致的第一压料机组和第二压料机组,第一压料机组和第二压料机组以剪板机的中心线为对称线对称布置,剪板机和压料线之间设有放料机器人,压料线和叠片输送带之间设有收料机器人,放料机器人包括转台,转台顶部固定有伸缩臂,伸缩臂的伸缩端设有升降式吸料机构。本技术通过设计自动化的换热片用成型生产线,用自动化生产代替原有的多工序的人工制作,避免了人为的出错,能够节约零件的材料,提高生产效率且降低生产成本。
技术研发人员:荣彬彬,杨正德,王健,张举飞
受保护的技术使用者:江苏宝得换热设备股份有限公司
技术研发日:20221202
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!