一种铝型材挤压模具精铣定位装置的制作方法
本技术涉及铝型材挤压模具定位装置领域,特别是一种铝型材挤压模具精铣定位装置。
背景技术:
1、传统模具找正方法为通过百分表找模具外圆中心确定模具坐标,和找正模具基准面确定模具水平。传统模具找正方法费时费力,效率低。
技术实现思路
1、本实用新型提供一种铝型材挤压模具精铣定位装置,利用可更换的定位板、升降板对模具进行定位,再利用底部的磁吸盘对模具进行进一步的固定,实现模具的定位加紧。
2、本实用新型所采用的技术手段如下所述:
3、一种铝型材挤压模具精铣定位装置,包括一磁吸盘,以及包括设置在磁吸盘一侧的一个或多个可升降的定位板,该定位板具有面向磁吸盘一侧的直角部。
4、作为优选,还具有一工作台,该磁吸盘设置于该工作台的顶部,以及在该磁吸盘一侧的工作台上还设置有可向磁吸盘方向移动的底板,该定位板可升降的设置在该底板上。
5、作为优选,在底板的顶端转动设置有丝杆,丝杆上套设一升降板,该升降板上固定设置有套设在丝杆外围的螺母,该螺母与丝杆之间螺纹连接,该丝杆的顶端还固定设置有手轮,以及该升降板的靠近磁吸盘的一端与该定位板连接。
6、作为优选,在该丝杆的旁侧至少设置有一个固定设置在底板顶端的滑杆,以及在螺母一侧的升降板上固定设置有穿过升降板的导套,该导套套设于该滑杆上,以及在该导套底部的滑杆外围还设置有弹簧,在该导套顶部的滑杆顶端还设置有压盖。
7、作为优选,在该升降板与定位板的连接处,该定位板设置于升降板的顶部,以及在靠近丝杆一侧的升降板顶部还设置有第一压块,该第一压块上开设有向定位板方向延伸的长形孔,还设置有螺栓穿过该长形孔设置于升降板上,以及该第一压块具有向定位板方向延伸的上沿,该第一压块的上沿压于该定位板的顶部。
8、作为优选,位于定位板底部的升降板处设置有低于升降板顶面的定位空间,该定位空间呈垂直于升降板至定位板方向的长条状,定位空间的靠近磁吸盘的一侧设置有数个间隔设置的凸块;以及该定位板设置有位于该升降板顶部的定位框;其中,该凸块设置于该定位框内,第一压块压于该定位框的靠近升降板一侧的侧边上。
9、作为优选,工作台的顶部设置有数个沿底板至磁吸盘方向设置的倒t形滑槽,以及在底板的底侧还固定设置有倒t形滑件,滑件滑动设置于滑槽内。
10、作为优选,该磁吸盘的一侧设置有卡口,以及在磁吸盘的一侧还具有固定设置于工作台上的第二压块,该第二压块具有向磁吸盘方向延伸的上沿,该第二压块的上沿设置于该卡口内。
11、作为优选,模具设置于该磁吸盘的顶部,以及模具的外缘至少设置有两直角位,直角部的两直角边分别设置于两直角位上。
12、本实用新型与现有的技术相比具有如下优点:
13、本实用新型具有三套可移动的组件,分别是横向移动设置在工作台上的底板、升降设置在底板上的升降板、以及可横向和纵向移动设置在升降板上的定位板,三套移动组件配合底部的磁吸盘可使定位板上直角部的直角边精准的对模具进行定位,实现精准快速对模具的定位夹紧。
技术特征:
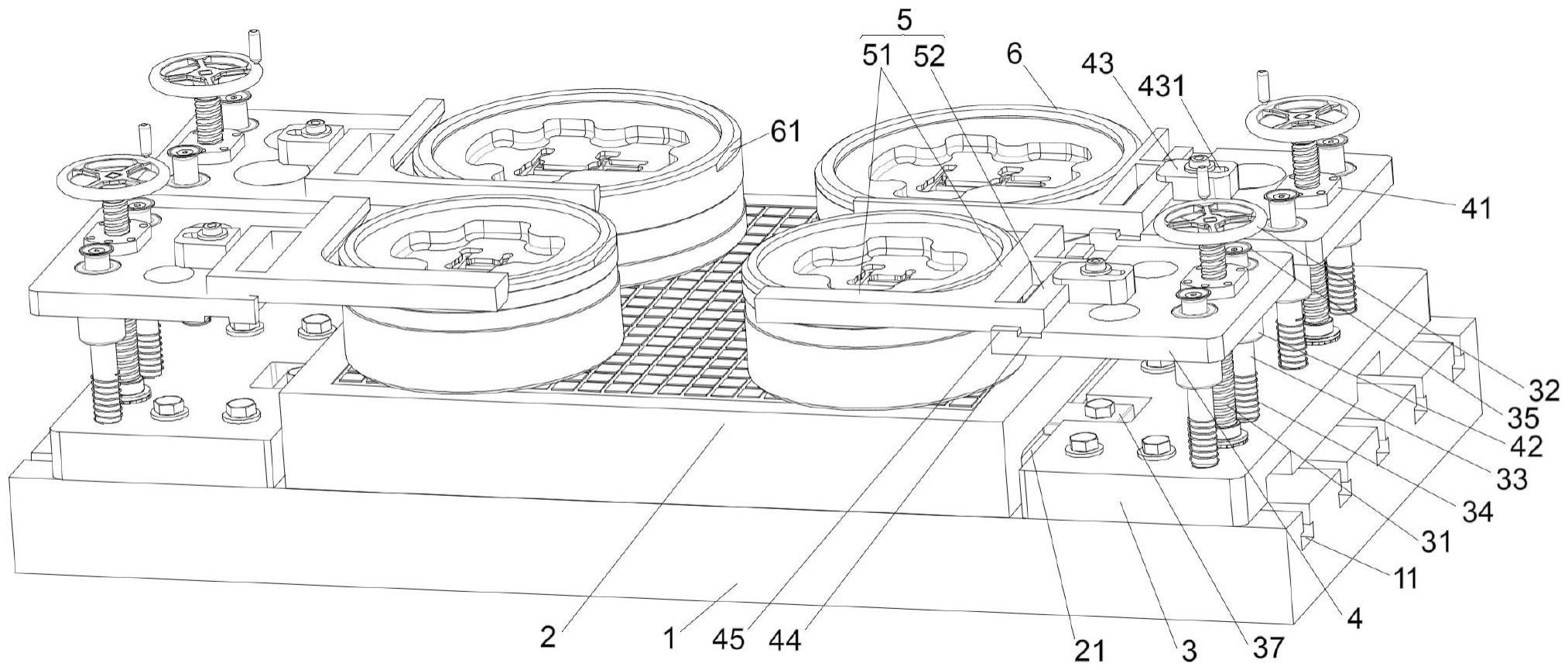
1.一种铝型材挤压模具精铣定位装置,其特征在于,包括一磁吸盘(2),以及包括设置在磁吸盘(2)一侧的一个或多个可升降的定位板(5),该定位板(5)具有面向磁吸盘(2)一侧的直角部(51)。
2.根据权利要求1所述的一种铝型材挤压模具精铣定位装置,其特征在于,还具有一工作台(1),该磁吸盘(2)设置于该工作台(1)的顶部,以及在该磁吸盘(2)一侧的工作台(1)上还设置有可向磁吸盘(2)方向移动的底板(3),该定位板(5)可升降的设置在该底板(3)上。
3.根据权利要求2所述的一种铝型材挤压模具精铣定位装置,其特征在于,在底板(3)的顶端转动设置有丝杆(31),丝杆(31)上套设一升降板(4),该升降板(4)上固定设置有套设在丝杆(31)外围的螺母(41),该螺母(41)与丝杆(31)之间螺纹连接,该丝杆(31)的顶端还固定设置有手轮(32),以及该升降板(4)的靠近磁吸盘(2)的一端与该定位板(5)连接。
4.根据权利要求3所述的一种铝型材挤压模具精铣定位装置,其特征在于,在该丝杆(31)的旁侧至少设置有一个固定设置在底板(3)顶端的滑杆(33),以及在螺母(41)一侧的升降板(4)上固定设置有穿过升降板(4)的导套(42),该导套(42)套设于该滑杆(33)上,以及在该导套(42)底部的滑杆(33)外围还设置有弹簧(34),在该导套(42)顶部的滑杆(33)顶端还设置有压盖(35)。
5.根据权利要求3所述的一种铝型材挤压模具精铣定位装置,其特征在于,在该升降板(4)与定位板(5)的连接处,该定位板(5)设置于升降板(4)的顶部,以及在靠近丝杆(31)一侧的升降板(4)顶部还设置有第一压块(43),该第一压块(43)上开设有向定位板(5)方向延伸的长形孔(431),还设置有螺栓穿过该长形孔(431)设置于升降板(4)上,以及该第一压块(43)具有向定位板(5)方向延伸的上沿,该第一压块(43)的上沿压于该定位板(5)的顶部。
6.根据权利要求5所述的一种铝型材挤压模具精铣定位装置,其特征在于,位于定位板(5)底部的升降板(4)处设置有低于升降板(4)顶面的定位空间(44),该定位空间(44)呈垂直于升降板(4)至定位板(5)方向的长条状,定位空间(44)的靠近磁吸盘(2)的一侧设置有数个间隔设置的凸块(45);以及该定位板(5)设置有位于该升降板(4)顶部的定位框(52);其中,该凸块(45)设置于该定位框(52)内,第一压块(43)压于该定位框(52)的靠近升降板(4)一侧的侧边上。
7.根据权利要求2所述的一种铝型材挤压模具精铣定位装置,其特征在于,工作台(1)的顶部设置有数个沿底板(3)至磁吸盘(2)方向设置的倒t形滑槽(11),以及在底板(3)的底侧还固定设置有倒t形滑件(36),滑件(36)滑动设置于滑槽(11)内。
8.根据权利要求2所述的一种铝型材挤压模具精铣定位装置,其特征在于,该磁吸盘(2)的一侧设置有卡口(21),以及在磁吸盘(2)的一侧还具有固定设置于工作台(1)上的第二压块(37),该第二压块(37)具有向磁吸盘(2)方向延伸的上沿,该第二压块(37)的上沿设置于该卡口(21)内。
9.根据权利要求1所述的一种铝型材挤压模具精铣定位装置,其特征在于,模具(6)设置于该磁吸盘(2)的顶部,以及模具(6)的外缘至少设置有两直角位(61),直角部(51)的两直角边分别设置于两直角位(61)上。
技术总结
本技术提供一种铝型材挤压模具精铣定位装置,包括在加工中心机床工作台上设置有磁吸盘,磁吸盘一侧设置有固定在工作台的底板,底板的顶部设置有可升降的升降板,升降板的靠近磁吸盘的一侧设置有定位板,定位板的靠近磁吸盘的一侧设置有直角部,通过转动手轮带动丝杆转动,带动升降板上下移动,从而带动定位板的位置,实现定位板直角部的直角边与模具上的直角位进行匹配定位,通过本技术,可以实现对模具的快速定位夹紧。
技术研发人员:林健,赵海锋
受保护的技术使用者:兴发铝业(成都)有限公司
技术研发日:20221202
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!