一种用于筒型零件的卷圆成型工装的制作方法
本技术涉及机械制造,尤其涉及一种用于筒型零件的卷圆成型工装。
背景技术:
1、对于大批量单一直径的筒型零件,通常使用卷板机进行卷圆成型;但对于批量小、直径小且种类多的筒型件加工,此方法存在一定的局限性。目前常用的卷板机有二轴、三轴、四轴三种类型:双辊卷板机每个弧度的制品都有个对应的上辊或导向辊,因而不适用于小批量生产中需求不同弯度的制品;三轴卷板机进行卷圆时,板材的两端有略小于两下辊间隔一半的长度是直的,即剩下直边大,需求配预弯设备;四辊卷板虽然工艺通用性广,但质量体积大,结构复杂,成本高,操作技能不易把握。在实际生产中,需综合成本、可实施性等方面来制定合理的加工方案,综上该成型方法不适用于小批量生产中需求不同圆弧直径的圆筒零件制作。
技术实现思路
1、本实用新型实施例所要解决的技术问题在于,针对现有的卷板机不适用于小批量生产中需求不同圆弧直径的圆筒零件制作的问题,提出了一种用于筒型零件的卷圆成型工装。
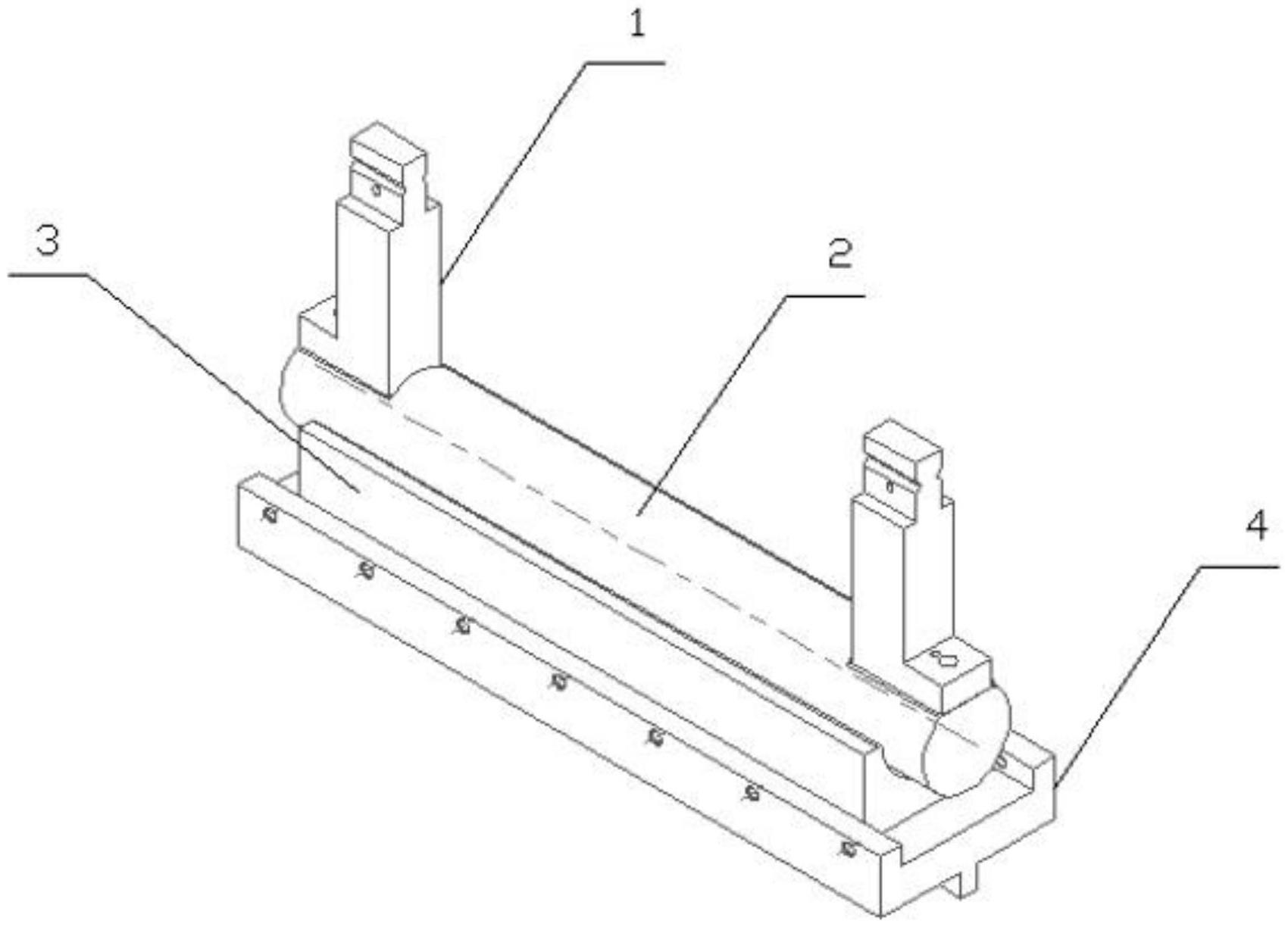
2、为了解决上述技术问题,本实用新型实施例提供了一种用于筒型零件的卷圆成型工装,该用于筒型零件的卷圆成型工装包括:连接块、圆柱形上模、半圆形下模以及底座,半圆形下模安装于底座上,圆柱形上模设置于半圆形下模的上表面的半圆形槽内,连接块设置有两个,分别安装于圆柱形上模的上表面两侧。
3、其中,底座的上表面开设有凹槽,凹槽的两侧分别开设有多个间隔设置的螺孔,半圆形下模设置于凹槽内,通过螺孔内安装的螺栓抵触固定。
4、其中,底座的下表面中心横向设置有凸出部,凸出部放置于折弯机的夹持槽中,通过折弯机的夹紧装置将底座夹紧,进而固定半圆形下模。
5、其中,圆柱形上模的上表面两端分别设置有平面结构,平面结构上开设有下紧固螺孔。
6、其中,连接块为l型结构,其侧端上开设有上紧固螺孔,连接块的上紧固螺孔通过紧固螺栓与圆柱形上模的下紧固螺孔连接。
7、其中,连接块的顶端设置有v型槽,连接块通过v型槽与折弯机上模连接。
8、实施本实用新型实施例,具有如下有益效果:
9、本用于筒型零件的卷圆成型工装,安装于折弯机上,结合折弯机设备特点,较大程度降低了模具的制作难度,模具成本低,操作简单,促进了生产效率,适用于小批量生产多直径类型的圆筒件成型。
技术特征:
1.一种用于筒型零件的卷圆成型工装,包括:连接块、圆柱形上模、半圆形下模以及底座,所述半圆形下模安装于所述底座上,所述圆柱形上模设置于所述半圆形下模的上表面的半圆形槽内,所述连接块设置有两个,分别安装于所述圆柱形上模的上表面两侧。
2.根据权利要求1所述的用于筒型零件的卷圆成型工装,其特征在于,所述底座的上表面开设有凹槽,所述凹槽的两侧分别开设有多个间隔设置的螺孔,所述半圆形下模设置于所述凹槽内,通过所述螺孔内安装的螺栓抵触固定。
3.根据权利要求2所述的用于筒型零件的卷圆成型工装,其特征在于,所述底座的下表面中心横向设置有凸出部,所述凸出部放置于折弯机的夹持槽中,通过所述折弯机的夹紧装置将所述底座夹紧。
4.根据权利要求1所述的用于筒型零件的卷圆成型工装,其特征在于,所述圆柱形上模的上表面两端分别设置有平面结构,所述平面结构上开设有下紧固螺孔。
5.根据权利要求4所述的用于筒型零件的卷圆成型工装,其特征在于,所述连接块为l型结构,其侧端上开设有上紧固螺孔,所述连接块的上紧固螺孔通过紧固螺栓与所述圆柱形上模的所述下紧固螺孔连接。
6.根据权利要求5所述的用于筒型零件的卷圆成型工装,其特征在于,所述连接块的顶端设置有v型槽,所述连接块通过所述v型槽与折弯机上模连接。
技术总结
本技术公开了一种用于筒型零件的卷圆成型工装,包括:连接块、圆柱形上模、半圆形下模以及底座,半圆形下模安装于底座上,圆柱形上模设置于半圆形下模的上表面的半圆形槽内,连接块设置有两个,分别安装于圆柱形上模的上表面两侧。本用于筒型零件的卷圆成型工装,安装于折弯机上,结合折弯机设备特点,较大程度降低了模具的制作难度,模具成本低,操作简单,促进了生产效率,适用于小批量生产多直径类型的圆筒件成型。
技术研发人员:康义祥,李晖晖,刘强,龚恺,彭炯明,李玳权
受保护的技术使用者:湖南中创空天新材料股份有限公司
技术研发日:20221205
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!