一种域控制器自动组装线的制作方法
本技术涉及自动组装装置的,具体涉及一种域控制器自动组装线。
背景技术:
1、随着汽车自动驾驶的发展,汽车前端增设了多种传感器提供场景和车辆信息,包括视觉摄像头、超声波雷达、高精度定位、里程计、激光雷达、毫米波雷达、惯性器件等多种传感器以及高精度地图,以稳定运行自动驾驶模式。急剧增加的传感器数量和线束复杂度,对传统汽车领域的ecu(electroniccontrol unit)和电子电气架构造成了巨大挑战,以中心化架构方案逐步替代分布式架构已然成为汽车架构未来发展的主流方向,以高集成度高算力的adas域控制器替代传统的ecu是现阶段较好的解决方案。
2、域控制器主要包括中框、风扇、转接板、主板、底盖、左支架以及右支架。现有技术中针对域控制器的组装大多采用人工组装的方式,但因域控制器的组件较多,该过程较为复杂麻烦,组装效率低,组装成本高,对于域控制器的技术发展较为不利。
技术实现思路
1、为此,本实用新型提供一种域控制器自动组装线,以自动进行域控制器的多个零件的自动组装,提高生产效率和组装效果。
2、为实现上述目的,本实用新型提供的技术方案如下:
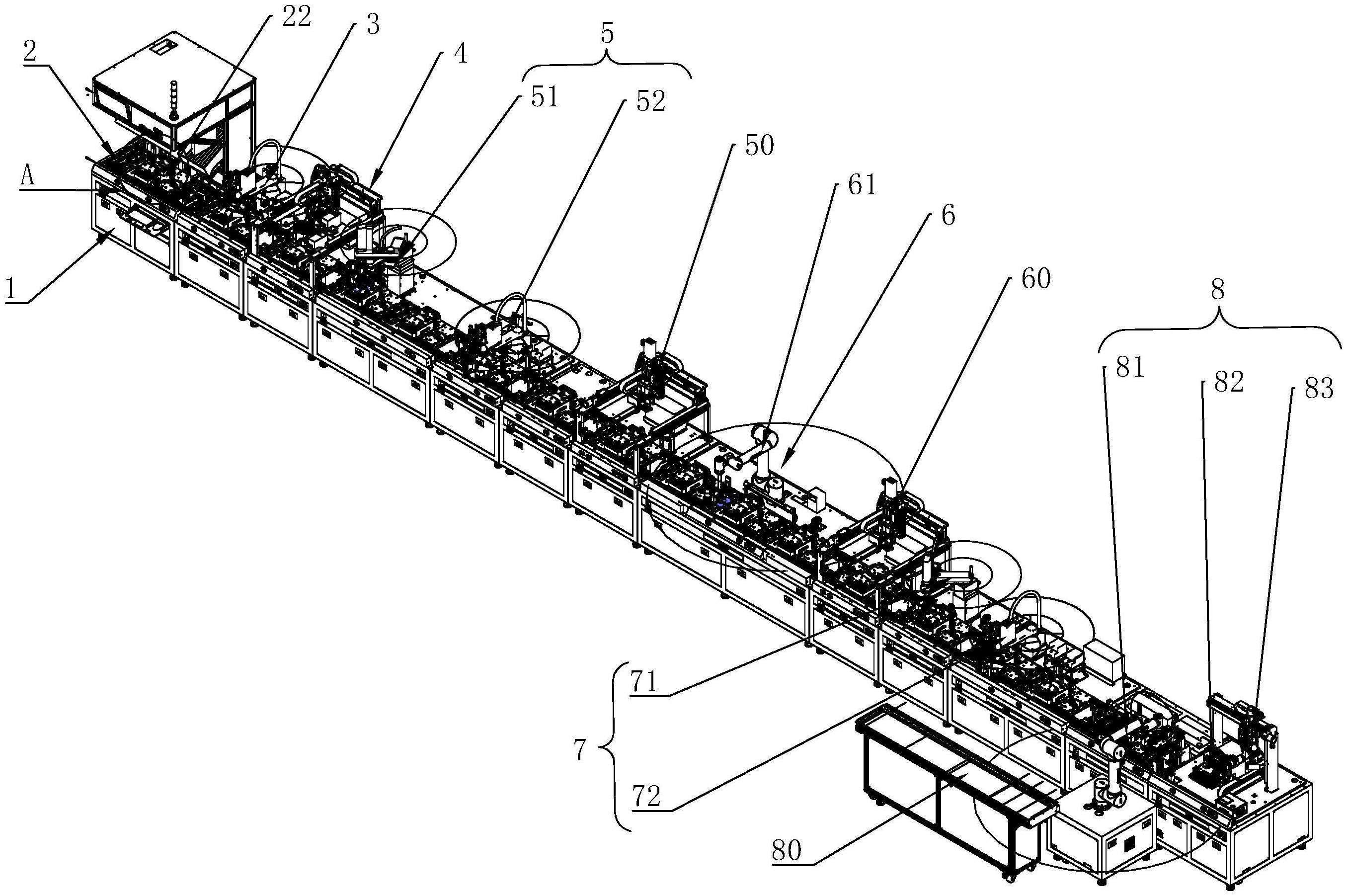
3、一种域控制器自动组装线,包括机架,所述机架上设有传输装置,所述传输装置用于传送中框、风扇、电路板、底盖、左支架以及右支架;沿着所述传输装置的传送路径依次设有风扇组装装置、翻转中框装置、电路板组装装置、底盖组装装置以及支架组装装置;所述风扇组装装置将风扇锁紧于中框;所述翻转中框装置抓取位于所述传输装置上的中框,并带动翻转,后将其重新放置于所述传输装置上;所述电路板组装装置将位于传输装置上的电路板组装于翻转后的中框上;所述底盖组装装置将底盖组装罩设于中框上,以形成域控制器半成品;所述支架组装装置以将左支架和右支架分别组装于所述域控制器半成品的两侧。
4、进一步的,所述电路板组装装置包括转接板组件组装装置和主板组装装置,所述转接板组件组装装置和主板组装装置沿着传输装置的传送路径依次设置;所述转接板组件组装装置以依次将转接板和转接板支架组装于中框上,所述主板组装装置以将主板组装于中框上。
5、进一步的,所述转接板组件组装装置和主板组装装置之间还设有第一涂覆散热膏装置,所述第一涂覆散热膏装置将散热膏涂覆于中框上;所述主板组装装置和底盖组装装置之间还设有第二涂覆散热膏装置,所述第二涂覆散热膏装置以将散热膏涂覆于主板上。
6、进一步的,所述转接板组件组装装置包括第一预装机构和第一锁紧机构,所述第一预装机构依次抓取转接板和转接板支架并预装于翻转后的中框上,所述第一锁紧机构依次将转接板和转接板支架锁紧于中框上。
7、进一步的,所述主板组装装置包括第二预装机构,所述第二预装机构抓取位于传输机构上的主板,并预装于装配有转接板的中框上。
8、进一步的,所述传输装置为上下平行分布的输送线,所述输送线上设有治具以放置中框、风扇、转接板、转接板支架、主板、底盖、左支架以及右支架;两条所述输送线的首端和尾端设有升降平台,以带动所述治具在两条输送线之间回流。
9、进一步的,所述治具上设有多个卡接座以供中框、风扇、转接板、转接板支架、主板、底盖、左支架以及右支架分别卡接限位。
10、进一步的,所述底盖组装装置包括第三预装机构和第二锁紧机构,所述第三预装机构抓取底盖并装配于域控制器半成品上,所述第二锁紧机构以将底盖锁紧于域控制器半成品上。
11、进一步的,所述支架组装装置包括抓取移送机构、定位压紧机构以及锁紧机构,所述抓取移送机构抓取位于所述传输装置上的域控制器半成品、左支架以及右支架,并移送至所述定位压紧机构处;所述定位压紧机构包括旋转驱动件以及与所述旋转驱动件的输出端连接的承接座,所述承接座以供域控制器半成品放置,所述承接座的上方以及两侧分别连接有上压紧组件、左压紧组件以及右压紧组件,以分别在域控制器半成品放置于所述承接座上时压紧于域控制器半成品的顶面,以及将左支架和右支架分别压紧于域控制器半成品的侧面;所述锁紧机构位于定位压紧机构的上方,以将左支架锁紧固定于域控制器半成品的一侧面,以及将右支架锁紧固定于域控制器半成品的另一侧面。
12、进一步的,所述翻转中框装置包括x轴移送驱动组件、y轴移送驱动组件、z轴升降驱动组件以及夹持翻转工装;所述夹持翻转工作夹持于中框的两侧并带动中框翻转180度;所述y轴移送驱动组件的输出端与x轴移送驱动组件连接,x轴移送驱动组件的驱动端与z轴升降驱动组件连接,所述z轴升降驱动组件的输出端与夹持翻转工装连接,以带动所述夹持翻转工装进行x轴、y轴和z轴上的移动;所述夹持翻转工装包括安装座以及固定设于安装座两侧的第一夹持部和第二夹持部,所述第一夹持部和第二夹持部相对设置,以夹持于中框的两侧;所述第一夹持部包括旋转驱动件、第一传动组件以及第一夹臂,所述旋转驱动件通过第一传动组件与第一夹臂传动连接;所述第二夹持部包括第二传动组件和第二夹臂,所述第二传动组件与第一传动组件通过转轴连接,并传动于第二夹臂,以使第二夹臂和第一夹臂同步转动。
13、通过本实用新型提供的技术方案,具有如下有益效果:
14、本实用新型通过沿着传输装置的传送路径依次设有风扇锁紧装置、翻转中框装置、电路板组装装置、底盖组装装置以及支架组装装置,以在中框上依次组装有风扇和电路板,再将底盖组装罩设于中框上,最后组装上左支架和右支架,使其组装成一个完成的域控制器;本实用新型自动实现域控制器各组件的组装,自动化程度高,提高组装效率以及组装精度。
技术特征:
1.一种域控制器自动组装线,其特征在于:包括机架,所述机架上设有传输装置,所述传输装置用于传送中框、风扇、电路板、底盖、左支架以及右支架;沿着所述传输装置的传送路径依次设有风扇组装装置、翻转中框装置、电路板组装装置、底盖组装装置以及支架组装装置;所述风扇组装装置将风扇锁紧于中框;所述翻转中框装置抓取位于所述传输装置上的中框,并带动翻转,后将其重新放置于所述传输装置上;所述电路板组装装置将位于传输装置上的电路板组装于翻转后的中框上;所述底盖组装装置将底盖组装罩设于中框上,以形成域控制器半成品;所述支架组装装置以将左支架和右支架分别组装于所述域控制器半成品的两侧。
2.根据权利要求1所述的域控制器自动组装线,其特征在于:所述电路板组装装置包括转接板组件组装装置和主板组装装置,所述转接板组件组装装置和主板组装装置沿着传输装置的传送路径依次设置;所述转接板组件组装装置以依次将转接板和转接板支架组装于中框上,所述主板组装装置以将主板组装于中框上。
3.根据权利要求2所述的域控制器自动组装线,其特征在于:所述转接板组件组装装置和主板组装装置之间还设有第一涂覆散热膏装置,所述第一涂覆散热膏装置将散热膏涂覆于中框上;所述主板组装装置和底盖组装装置之间还设有第二涂覆散热膏装置,所述第二涂覆散热膏装置以将散热膏涂覆于主板上。
4.根据权利要求2所述的域控制器自动组装线,其特征在于:所述转接板组件组装装置包括第一预装机构和第一锁紧机构,所述第一预装机构依次抓取转接板和转接板支架并预装于翻转后的中框上,所述第一锁紧机构依次将转接板和转接板支架锁紧于中框上。
5.根据权利要求2所述的域控制器自动组装线,其特征在于:所述主板组装装置包括第二预装机构,所述第二预装机构抓取位于传输机构上的主板,并预装于装配有转接板的中框上。
6.根据权利要求2所述的域控制器自动组装线,其特征在于:所述传输装置为上下平行分布的输送线,所述输送线上设有治具以放置中框、风扇、转接板、转接板支架、主板、底盖、左支架以及右支架;两条所述输送线的首端和尾端设有升降平台,以带动所述治具在两条输送线之间回流。
7.根据权利要求6所述的域控制器自动组装线,其特征在于:所述治具上设有多个卡接座以供中框、风扇、转接板、转接板支架、主板、底盖、左支架以及右支架分别卡接限位。
8.根据权利要求1所述的域控制器自动组装线,其特征在于:所述底盖组装装置包括第三预装机构和第二锁紧机构,所述第三预装机构抓取底盖并装配于域控制器半成品上,所述第二锁紧机构以将底盖锁紧于域控制器半成品上。
9.根据权利要求1所述的域控制器自动组装线,其特征在于:所述支架组装装置包括抓取移送机构、定位压紧机构以及锁紧机构,所述抓取移送机构抓取位于所述传输装置上的域控制器半成品、左支架以及右支架,并移送至所述定位压紧机构处;所述定位压紧机构包括旋转驱动件以及与所述旋转驱动件的输出端连接的承接座,所述承接座以供域控制器半成品放置,所述承接座的上方以及两侧分别连接有上压紧组件、左压紧组件以及右压紧组件,以分别在域控制器半成品放置于所述承接座上时压紧于域控制器半成品的顶面,以及将左支架和右支架分别压紧于域控制器半成品的侧面;所述锁紧机构位于定位压紧机构的上方,以将左支架锁紧固定于域控制器半成品的一侧面,以及将右支架锁紧固定于域控制器半成品的另一侧面。
10.根据权利要求1所述的域控制器自动组装线,其特征在于:所述翻转中框装置包括x轴移送驱动组件、y轴移送驱动组件、z轴升降驱动组件以及夹持翻转工装;所述夹持翻转工作夹持于中框的两侧并带动中框翻转180度;所述y轴移送驱动组件的输出端与x轴移送驱动组件连接,x轴移送驱动组件的驱动端与z轴升降驱动组件连接,所述z轴升降驱动组件的输出端与夹持翻转工装连接,以带动所述夹持翻转工装进行x轴、y轴和z轴上的移动;所述夹持翻转工装包括安装座以及固定设于安装座两侧的第一夹持部和第二夹持部,所述第一夹持部和第二夹持部相对设置,以夹持于中框的两侧;所述第一夹持部包括旋转驱动件、第一传动组件以及第一夹臂,所述旋转驱动件通过第一传动组件与第一夹臂传动连接;所述第二夹持部包括第二传动组件和第二夹臂,所述第二传动组件与第一传动组件通过转轴连接,并传动于第二夹臂,以使第二夹臂和第一夹臂同步转动。
技术总结
本技术提供一种域控制器自动组装线,包括机架,所述机架上设有传输装置,所述传输装置用于传送中框、风扇、电路板、底盖、左支架以及右支架;沿着传输装置的传送路径依次设有风扇组装装置、翻转中框装置、电路板组装装置、底盖组装装置以及支架组装装置;所述风扇组装装置将风扇锁紧于中框;所述翻转中框装置抓取位于传输装置上的中框,并带动翻转,后将其重新放置于传输装置上;所述电路板组装装置将位于传输装置上的电路板组装于翻转后的中框上;所述底盖组装装置将底盖组装罩设于中框上;所述支架组装装置以将左支架和右支架分别组装于底盖的两侧。本技术自动进行域控制器的多个零件的自动组装,提高生产效率和组装效果。
技术研发人员:陈勇庆,徐万里,吴禹深
受保护的技术使用者:厦门力巨自动化科技有限公司
技术研发日:20221207
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!