夹具半自动组装机的制作方法
本技术涉及组装机,具体为夹具半自动组装机。
背景技术:
1、夹具的种类较多,加工不同的工件使用的夹具不同,夹具能稳定地保证工件的加工精度;能减少辅助工时,提高劳动生产率;能扩大机床的使用范围,实现一机多能;减轻工人的劳动强度,所以夹具被广泛使用,夹具在使用前,需要对装配夹具的零件进行组装。
2、但是,传统的夹具组装存在以下缺点:
3、传统的夹具进行组装时,是通过人工将产品和扭簧进行组装,而后再将产品与pin针进行组装,组装过程中都是人工从外部施加压力、拉力或者拧紧力,人工施加的力度大小有限,且每次施力的大小无法掌控,容易出现夹具部分组装处紧密度低,影响组装后夹具的使用寿命。
技术实现思路
1、本实用新型的目的在于提供夹具半自动组装机,以解决上述背景技术中提出的传统的夹具进行组装时,是通过人工将产品和扭簧进行组装,而后再将产品与pin针进行组装,组装过程中都是人工从外部施加压力、拉力或者拧紧力,人工施加的力度大小有限,且每次施力的大小无法掌控,容易出现夹具部分组装处紧密度低,影响组装后夹具的使用寿命的问题。
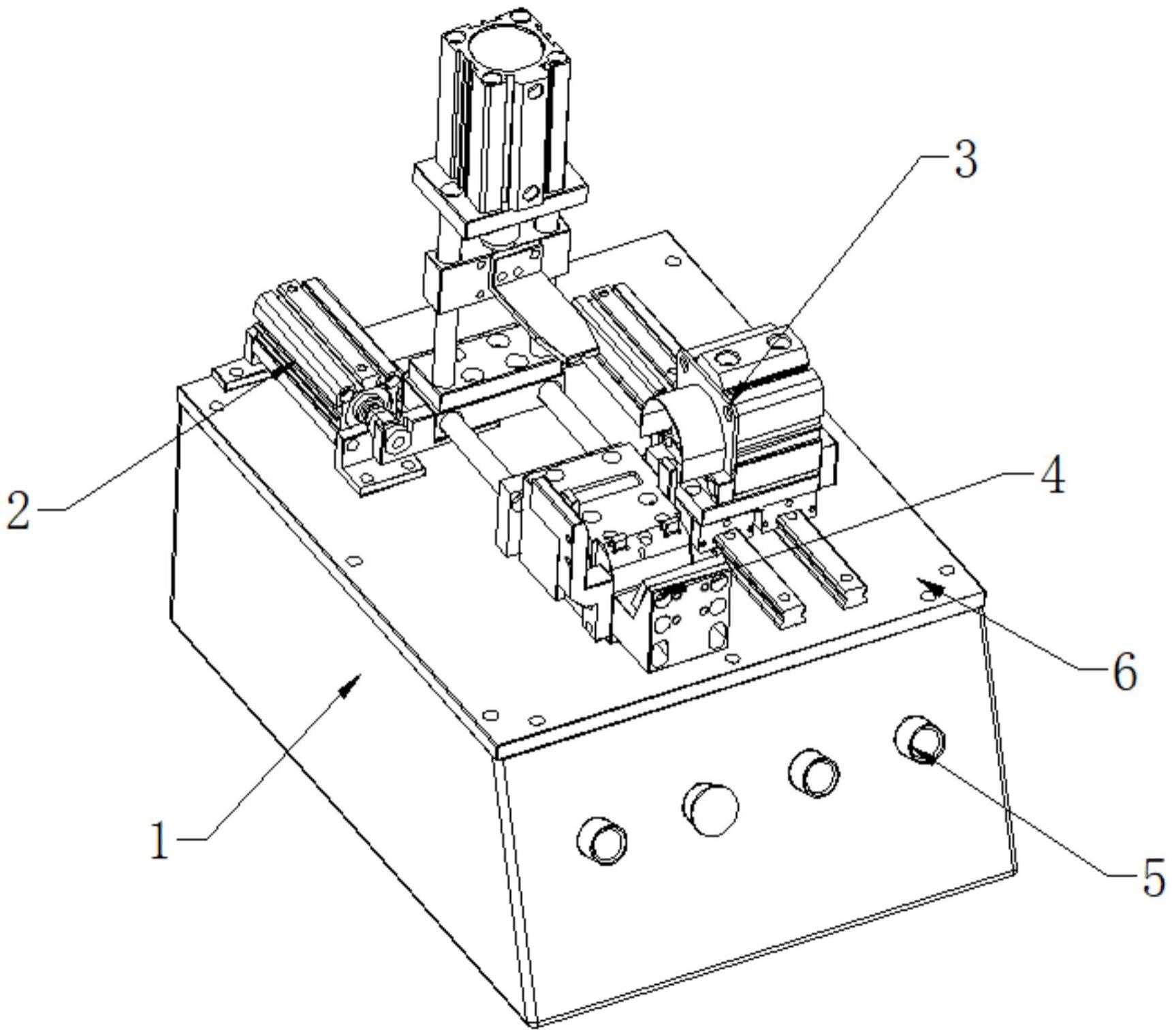
2、为实现上述目的,本实用新型提供如下技术方案:夹具半自动组装机,包括组装底座,所述组装底座的顶端固定安装有组装台,所述组装台顶端的一侧固定安装有扭簧下压组件,所述组装台顶端的另一侧固定安装有pin针压入组件,所述组装台顶端的中部接触连接有工装定位组件,所述扭簧下压组件包括第一气缸安装架、第一立板、第二立板和第一气缸固定板,所述pin针压入组件包括两个导轨、第二气缸固定板和第二气缸安装架,所述工装定位组件包括顶针气缸和两个定位板,所述组装底座的表面固定安装有若干个启动按钮,夹具组装人员先将产品和扭簧放置在工装放置台上。
3、优选的,所述第一气缸安装架的顶端固定安装有第一顶推气缸,所述第一立板一侧的两端均固定安装有滑行杆,两个所述滑行杆远离第一立板的一端分别与第二立板一侧的两端固定连接,两个所述滑行杆之间的中部滑动连接有滑行块,所述滑行块顶端的两侧均固定安装有升降杆,两个所述升降杆的顶端分别与第一气缸固定板底端的两侧固定连接,两个所述升降杆之间滑动连接有升降块,所述第一气缸固定板的顶端固定安装有下压气缸,所述下压气缸的活动端穿过第一气缸固定板与升降块正对的一端固定连接,所述升降块的一侧固定安装有下压架,所述滑行块的一侧固定安装有平移块,所述第一顶推气缸的活动端与平移块正对的一侧固定连接,第一顶推气缸上电磁阀打开,往第一顶推气缸内输入压缩空气,推动活塞在第一顶推气缸筒内做往复运动,第一顶推气缸进行伸缩运动,第一顶推气缸从一侧推动平移块,平移块带动滑行块沿着滑行杆发生滑动,对下压架的横向位置进行调整,下压气缸上电磁阀打开,往下压气缸内输入压缩空气,推动活塞在下压气缸筒内做往复运动,下压气缸进行伸缩运动,下压气缸从顶部推动升降块,升降块沿着升降杆发生滑动,对下压架的高度进行调整,下压架将扭簧安装在产品上。
4、优选的,所述第一气缸安装架的底端、第一立板的底端和第二立板的底端均与组装台固定连接,扭簧下压组件通过第一气缸安装架、第一立板和第二立板安装在组装台上。
5、优选的,两个所述导轨的中部均滑动连接有位移块,两个所述位移块的顶端分别与第二气缸固定板底端的两侧固定连接,所述第二气缸固定板的顶端固定安装有铆pin气缸,所述第二气缸安装架的顶端固定安装有第二顶推气缸,所述第二顶推气缸的活动端与第二气缸固定板正对的一侧固定连接,第二顶推气缸上电磁阀打开,往第二顶推气缸内输入压缩空气,推动活塞在第二顶推气缸筒内做往复运动,第二顶推气缸进行伸缩运动,第二顶推气缸从一侧推动第二气缸固定板,第二气缸固定板随着位移块沿着导轨发生滑动,对铆pin气缸的加工位置进行调整,铆pin气缸从一侧施加压力将pin针安装在产品上。
6、优选的,所述第二气缸安装架的底端和两个导轨的底端均与组装台固定连接,pin针压入组件通过第二气缸安装架和导轨安装在组装台上。
7、优选的,所述顶针气缸的活动端固定安装有工装放置台,所述工装放置台的两侧分别与两个定位板的一侧固定连接,所述工装放置台的一端固定安装有第一限位架,所述工装放置台上固定安装有位于定位板一侧的第二限位架,所顶针气缸的中部与组装底座底端的中部固定连接,所述工装放置台的底端与组装台接触连接,工装定位组件通过顶针气缸安装在组装底座上,顶针气缸上电磁阀打开,往顶针气缸内输入压缩空气,推动活塞在顶针气缸筒内做往复运动,顶针气缸进行伸缩运动,顶针气缸从底部推动工装放置台,对工装放置台上放置的产品、扭簧或者pin针的高度进行调整,第一限位架和第二限位架从工装放置台的侧面进行限位阻挡。
8、与现有技术相比,本实用新型的有益效果是:通过设置扭簧下压组件和pin针压入组件,第一顶推气缸从一侧推动平移块对下压架的横向位置进行调整,下压气缸从一侧推动升降块对下压架的纵向位置进行调整,下压架将扭簧与产品组装在一起,第二顶推气缸从一侧推动第二气缸固定板对铆pin气缸的位置进行调整,铆pin气缸将pin针组装在产品上,全程通过气缸施压,避免出现夹具部分组装处紧密度低的现象,保证组装后夹具的使用寿命。
技术特征:
1.夹具半自动组装机,包括组装底座(1),其特征在于:所述组装底座(1)的顶端固定安装有组装台(6),所述组装台(6)顶端的一侧固定安装有扭簧下压组件(2),所述组装台(6)顶端的另一侧固定安装有pin针压入组件(3),所述组装台(6)顶端的中部接触连接有工装定位组件(4),所述扭簧下压组件(2)包括第一气缸安装架(202)、第一立板(208)、第二立板(206)和第一气缸固定板(210),所述pin针压入组件(3)包括两个导轨(34)、第二气缸固定板(36)和第二气缸安装架(33),所述工装定位组件(4)包括顶针气缸(41)和两个定位板(44),所述组装底座(1)的表面固定安装有若干个启动按钮(5)。
2.根据权利要求1所述的夹具半自动组装机,其特征在于:所述第一气缸安装架(202)的顶端固定安装有第一顶推气缸(203),所述第一立板(208)一侧的两端均固定安装有滑行杆(212),两个所述滑行杆(212)远离第一立板(208)的一端分别与第二立板(206)一侧的两端固定连接,两个所述滑行杆(212)之间的中部滑动连接有滑行块(204),所述滑行块(204)顶端的两侧均固定安装有升降杆(211),两个所述升降杆(211)的顶端分别与第一气缸固定板(210)底端的两侧固定连接,两个所述升降杆(211)之间滑动连接有升降块(209),所述第一气缸固定板(210)的顶端固定安装有下压气缸(201),所述下压气缸(201)的活动端穿过第一气缸固定板(210)与升降块(209)正对的一端固定连接,所述升降块(209)的一侧固定安装有下压架(207),所述滑行块(204)的一侧固定安装有平移块(205),所述第一顶推气缸(203)的活动端与平移块(205)正对的一侧固定连接。
3.根据权利要求1所述的夹具半自动组装机,其特征在于:所述第一气缸安装架(202)的底端、第一立板(208)的底端和第二立板(206)的底端均与组装台(6)固定连接。
4.根据权利要求1所述的夹具半自动组装机,其特征在于:两个所述导轨(34)的中部均滑动连接有位移块(35),两个所述位移块(35)的顶端分别与第二气缸固定板(36)底端的两侧固定连接,所述第二气缸固定板(36)的顶端固定安装有铆pin气缸(31),所述第二气缸安装架(33)的顶端固定安装有第二顶推气缸(32),所述第二顶推气缸(32)的活动端与第二气缸固定板(36)正对的一侧固定连接。
5.根据权利要求1所述的夹具半自动组装机,其特征在于:所述第二气缸安装架(33)的底端和两个导轨(34)的底端均与组装台(6)固定连接。
6.根据权利要求1所述的夹具半自动组装机,其特征在于:所述顶针气缸(41)的活动端固定安装有工装放置台(45),所述工装放置台(45)的两侧分别与两个定位板(44)的一侧固定连接,所述工装放置台(45)的一端固定安装有第一限位架(42),所述工装放置台(45)上固定安装有位于定位板(44)一侧的第二限位架(43),所顶针气缸(41)的中部与组装底座(1)底端的中部固定连接,所述工装放置台(45)的底端与组装台(6)接触连接。
技术总结
本技术公开了夹具半自动组装机,包括组装底座,组装底座的顶端固定安装有组装台,组装台顶端的一侧固定安装有扭簧下压组件,组装台顶端的另一侧固定安装有PIN针压入组件,组装台顶端的中部接触连接有工装定位组件,本技术夹具半自动组装机,通过设置扭簧下压组件和PIN针压入组件,第一顶推气缸从一侧推动平移块对下压架的横向位置进行调整,下压气缸从一侧推动升降块对下压架的纵向位置进行调整,下压架将扭簧与产品组装在一起,第二顶推气缸从一侧推动第二气缸固定板对铆PIN气缸的位置进行调整,铆PIN气缸将PIN针组装在产品上,全程通过气缸施压,避免出现夹具部分组装处紧密度低的现象,保证组装后夹具的使用寿命。
技术研发人员:陈现委,唐江科,柯小林
受保护的技术使用者:东莞市朝林自动化科技有限公司
技术研发日:20221206
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!