一种热锻造用简便式风冷冷却架的制作方法
本技术属于工装制造领域,特别涉及一种热锻造用简便式风冷冷却架。
背景技术:
1、对于锻件而言,锻造后的冷却效果往往在一定程度上影响着其内部组织的形成,而组织形态则决定了锻件的性能及其最终的使用寿命。尤其是对于需要风冷的钛合金锻件,锻后风冷效果越好,其内部组织越均匀,最终越能充分满足强度使用要求。此外,对于薄腹板类锻件而言,冷却效果还会对其翘曲量的大小产生一定的影响,在冷却控制不当,翘曲量过大的情况下,则后续会存在一定加工风险。
2、对于在热锻造后需要风冷的锻件,往往需要将锻件立起来,以尽可能的使得锻件中的各个部位都能够暴露在空气当中,从而都能够被吹风装置覆盖到,最终确保冷却速度的均匀性。在实际生产当中,锻件外形各异,尤其是对一些宽度较大,厚度较小的的扁平状、薄腹板类锻件,若不借助工装,在冷却时往往只能“趴”在地面上,再加上不同火次后模锻件外侧出模斜度及毛边的不规则分布等的影响,更是无法使其自行垂直立起来冷却,而使得近50%的区域不能暴露在空气当中。此外,如果锻件一面与地面直接接触或与相应的冷却装置存在较大面积的接触,则会导致锻件各个部位散热速度不一致,金属内部应力释放不统一,从而造成锻件翘曲,后续加工困难的现象。最后,锻件经热锻造后,其本体还有较高的温度,这给现场的实际操作又增加了一定的难度,为此,相应的冷却装置的使用方法不宜过于复杂。
3、由此可见,对于这些需要风冷的锻件,需要借助专用的工装,将其悬空支立起来,并且在实际操作上还要相对简便一些。
技术实现思路
1、实用新型目的:提供一种热锻造用简便式风冷冷却架,这种冷却架可将锻件悬空支立起来,提高锻件冷却速度的均匀性,特别有益于扁平状、薄腹板类锻件的锻后风冷。
2、技术方案:
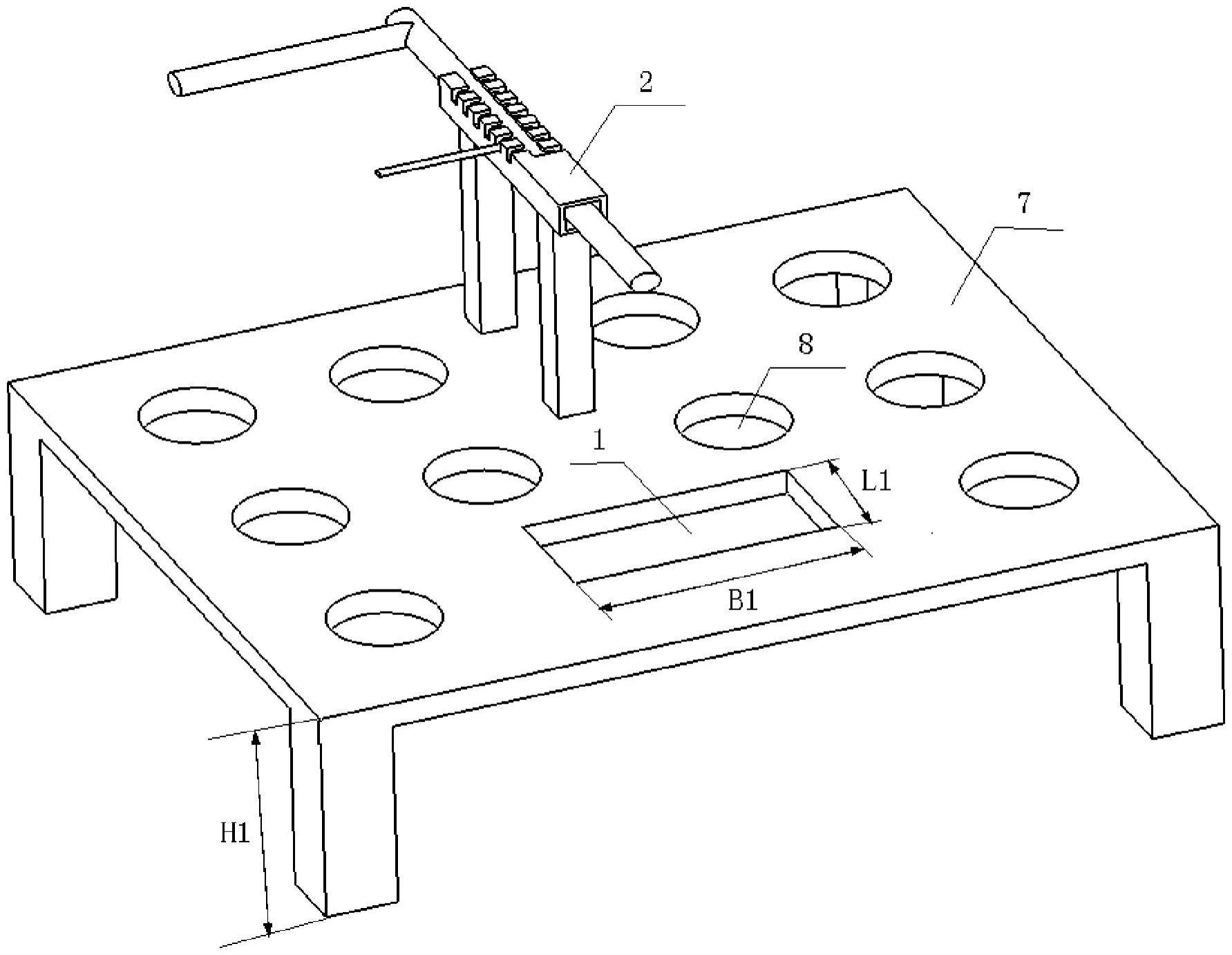
3、一种热锻造用简便式风冷冷却架,包括:主板7和单点支撑装置2,其中,主板7包括支撑腿和支撑面,支撑面固定在支撑腿上,支撑面距离底面的高度h1为(0.35~0.5)×锻件总高;支撑面上设置有矩形孔1;长度l1满足l1=α×锻件卡在矩形孔部位的厚度,α大于1.1;单点支撑装置2包括支架、顶点位置3、手柄4,其中,支架固定在主板7的支撑面上,支架上端设置有横向通槽,手柄4为l型,其中一端穿过所述通槽,手柄4的穿过通槽的端面为顶点位置3。
4、进一步地,通槽的上侧面设置有多个卡槽6,手柄4的穿过通槽的部分固定有横闩5。
5、进一步地,多个卡槽6为双侧错落式。
6、进一步地,矩形孔1的宽度b1满足使得锻件约2/3高度卡在支撑面的上表面。
7、进一步地,最小可调节距离为卡槽6宽度的1/2。
8、进一步地,α=1.1~1.5。
9、有益效果:
10、1由本实用新型制作出的风冷冷却架在冷却时可以将锻件直立、悬空支起来,且整体90%以上的区域都暴露在了空气之中,大大提高了吹风时的覆盖性及冷却时的均匀性,从而在最终得到一个比较均匀和组织和较高的使用性能;
11、2对于容易产生翘曲的薄腹板锻件,本实用新型制定的冷却架可大大减少热锻后的变形,使其充分满足后续加工需求;
12、3本实用新型提供的风冷冷却架的制作方法对于技术要求较小,实际热锻造使用时操作简便,整体实用性较强;
13、4本实用新型对部分需要支起加热的锻件的加热架的制作及改进起到了一定的参考作用。
技术特征:
1.一种热锻造用简便式风冷冷却架,其特征在于,包括:主板(7)和单点支撑装置(2),其中,主板(7)包括支撑腿和支撑面,支撑面固定在支撑腿上,支撑面距离底面的高度h1为(0.35~0.5)×锻件总高;支撑面上设置有矩形孔(1);长度l1满足l1=α×锻件卡在矩形孔部位的厚度,α大于1.1;单点支撑装置(2)包括支架、顶点位置(3)、手柄(4),其中,支架固定在主板(7)的支撑面上,支架上端设置有横向通槽,手柄(4)为l型,其中一端穿过所述通槽,手柄(4)的穿过通槽的端面为顶点位置(3)。
2.根据权利要求1所述的热锻造用简便式风冷冷却架,其特征在于,通槽的上侧面设置有多个卡槽(6),手柄(4)的穿过通槽的部分固定有横闩(5)。
3.根据权利要求1所述的热锻造用简便式风冷冷却架,其特征在于,多个卡槽(6)为双侧错落式。
4.根据权利要求1所述的热锻造用简便式风冷冷却架,其特征在于,矩形孔(1)的宽度b1满足使得锻件约2/3高度卡在支撑面的上表面。
5.根据权利要求1所述的热锻造用简便式风冷冷却架,其特征在于,最小可调节距离为卡槽(6)宽度的1/2。
6.根据权利要求1所述的热锻造用简便式风冷冷却架,其特征在于,α=1.1~1.5。
技术总结
本技术属于工装制造领域,特别涉及一种热锻造用简便式风冷冷却架。包括:主板(7)和单点支撑装置(2),其中,主板(7)包括支撑腿和支撑面,支撑面固定在支撑腿上,支撑面距离底面的高度H1为(0.35~0.5)×锻件总高;支撑面上设置有矩形孔(1);长度L1满足L1=α×锻件卡在矩形孔部位的厚度,α大于1.1;单点支撑装置(2)包括支架、顶点位置(3)、手柄(4),其中,支架固定在主板(7)的支撑面上,支架上端设置有横向通槽,手柄(4)为L型,其中一端穿过所述通槽,手柄(4)的穿过通槽的端面为顶点位置(3)。
技术研发人员:郭敏鸽,曹志,朱娟娟
受保护的技术使用者:陕西宏远航空锻造有限责任公司
技术研发日:20221209
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!