一种焊接滤芯定位夹紧工装的制作方法
本技术涉及滤芯焊接,具体为一种焊接滤芯定位夹紧工装。
背景技术:
1、目前的滤芯通常由滤筒以及位于滤筒两端的端盖构成,现有的加工方法一般是采用夹具或者卡具等将滤筒和端盖固定好后进行焊接,但是这种固定方式操作不便,现有的固定方式为通过人工将两个半圆型结构的壳体将工件夹紧,然后两端通过螺纹连接环形盖将端盖压紧,该方式固定慢。
技术实现思路
1、本实用新型要解决的技术问题是克服现有的缺陷,提供一种焊接滤芯定位夹紧工装,结构简单,操作简便,可以自动完成对工件夹紧定位,使得安装更快速,提高了工件加工效率,为人们提供了方便,可以有效解决背景技术中的问题。
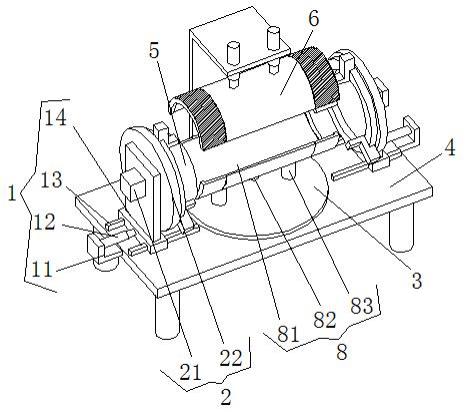
2、为实现上述目的,本实用新型提供如下技术方案:一种焊接滤芯定位夹紧工装,包括移动支座、端部环拆装组件、转盘、工作台、端部定位环、上端定位件、伺服电机二和下端定位件,所述工作台的下表面四角固定有支腿,且工作台的上表面中间设有转动连接的转盘,且工作台的下表面中心固定有带动转盘的伺服电机二,所述转盘的上表面中心固定有下端定位件,所述转盘的上表面一侧固定有上端定位件,上端定位件与下端定位件上下对应,所述工作台的上表面左右两侧分别固定有一个移动支座,每个移动支座的上端固定有端部环拆装组件,端部环拆装组件上均放置有一个端部定位环,端部定位环与上端定位件和下端定位件之间的左右两端对应。
3、进一步的,所述下端定位件包括固定在转盘上的支撑柱,支撑柱的上端固定有半圆柱型结构的下端定位壳,下端定位壳的下端中心设有进气柱,通过进气柱可以和外部气管连接。
4、进一步的,所述上端定位件包括固定在转盘上的l型架,l型架的上端固定有两个气缸伸缩杆二,气缸伸缩杆二的伸缩端固定有上端定位壳,上端定位壳与下端定位壳结构相同,并且上端定位壳与下端定位壳的两端外侧均设有对应的外螺纹,端部定位环的内侧设有与外螺纹对应的内螺纹,通过气缸伸缩杆二伸长可以带动上端定位壳向下移动,通过上端定位壳和下端定位壳可以将工件夹紧固定,使得固定更快速方便。
5、进一步的,所述移动支座包括固定在工作台上的两个滑动轨道,两个滑动轨道之间设有滑动连接的滑动座,并且工作台的一侧固定有l型耳板,l型耳板上设有带动滑动座滑动的气缸伸缩杆一,通过气缸伸缩杆一伸缩可以带动滑动座沿滑动轨道移动,通过滑动座可以带动端部环拆装组件移动。
6、进一步的,所述端部环拆装组件包括与滑动座转动连接的电动卡盘,所述滑动座的一侧设有带动电动卡盘转动的伺服电机,通过电动卡盘可以对端部定位环夹紧,通过伺服电机转动可以带动电动卡盘和端部定位环转动,以此将端部定位环通过螺纹连接的方式固定在上端定位壳和下端定位壳之间,通过端部定位环顶动可以将滤芯本体和端部连接头贴紧,以此可以将工件彻底定位到上端定位壳和下端定位壳之间。
7、与现有技术相比,本实用新型的有益效果是:通过气缸伸缩杆一伸缩可以带动滑动座沿滑动轨道移动,通过滑动座可以带动端部环拆装组件移动,通过电动卡盘可以对端部定位环夹紧,通过伺服电机转动可以带动电动卡盘和端部定位环转动,以此将端部定位环通过螺纹连接的方式固定在上端定位壳和下端定位壳之间,通过端部定位环顶动可以将滤芯本体和端部连接头贴紧,以此可以将工件彻底定位到上端定位壳和下端定位壳之间,通过气缸伸缩杆二伸长可以带动上端定位壳向下移动,通过上端定位壳和下端定位壳可以将工件夹紧固定,使得固定更快速方便,通过进气柱可以和外部气管连接,该焊接滤芯定位夹紧工装,结构简单,操作简便,可以自动完成对工件夹紧定位,使得安装更快速,提高了工件加工效率,为人们提供了方便。
技术特征:
1.一种焊接滤芯定位夹紧工装,包括移动支座(1)、端部环拆装组件(2)、转盘(3)、工作台(4)、端部定位环(5)、上端定位件(6)、伺服电机二和下端定位件(8),其特征在于:所述工作台(4)的下表面四角固定有支腿,且工作台(4)的上表面中间设有转动连接的转盘(3),且工作台(4)的下表面中心固定有带动转盘(3)的伺服电机二,所述转盘(3)的上表面中心固定有下端定位件(8),所述转盘(3)的上表面一侧固定有上端定位件(6),上端定位件(6)与下端定位件(8)上下对应,所述工作台(4)的上表面左右两侧分别固定有一个移动支座(1),每个移动支座(1)的上端固定有端部环拆装组件(2),端部环拆装组件(2)上均放置有一个端部定位环(5),端部定位环(5)与上端定位件(6)和下端定位件(8)之间的左右两端对应。
2.根据权利要求1所述的一种焊接滤芯定位夹紧工装,其特征在于:所述下端定位件(8)包括固定在转盘(3)上的支撑柱(83),支撑柱(83)的上端固定有半圆柱型结构的下端定位壳(81),下端定位壳(81)的下端中心设有进气柱(82)。
3.根据权利要求2所述的一种焊接滤芯定位夹紧工装,其特征在于:所述上端定位件(6)包括固定在转盘(3)上的l型架(63),l型架(63)的上端固定有两个气缸伸缩杆二(62),气缸伸缩杆二(62)的伸缩端固定有上端定位壳(61),上端定位壳(61)与下端定位壳(81)结构相同,并且上端定位壳(61)与下端定位壳(81)的两端外侧均设有对应的外螺纹,端部定位环(5)的内侧设有与外螺纹对应的内螺纹。
4.根据权利要求1所述的一种焊接滤芯定位夹紧工装,其特征在于:所述移动支座(1)包括固定在工作台(4)上的两个滑动轨道(13),两个滑动轨道(13)之间设有滑动连接的滑动座(14),并且工作台(4)的一侧固定有l型耳板(11),l型耳板(11)上设有带动滑动座(14)滑动的气缸伸缩杆一(12)。
5.根据权利要求4所述的一种焊接滤芯定位夹紧工装,其特征在于:所述端部环拆装组件(2)包括与滑动座(14)转动连接的电动卡盘(22),所述滑动座(14)的一侧设有带动电动卡盘(22)转动的伺服电机(21)。
技术总结
本技术公开了一种焊接滤芯定位夹紧工装,包括移动支座、端部环拆装组件、转盘、工作台、端部定位环、上端定位件、伺服电机二和下端定位件,所述工作台的下表面四角固定有支腿,且工作台的上表面中间设有转动连接的转盘,且工作台的下表面中心固定有带动转盘的伺服电机二,所述转盘的上表面中心固定有下端定位件,所述转盘的上表面一侧固定有上端定位件,上端定位件与下端定位件上下对应,所述工作台的上表面左右两侧分别固定有一个移动支座,每个移动支座的上端固定有端部环拆装组件,该焊接滤芯定位夹紧工装,结构简单,操作简便,可以自动完成对工件夹紧定位,使得安装更快速,提高了工件加工效率,为人们提供了方便。
技术研发人员:杨学明,杨诚瑞
受保护的技术使用者:新乡市天瑞液压设备有限公司
技术研发日:20230913
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!