一种曲轴锻件自动化生产的步进梁结构的制作方法
本发明涉及锻造生产领域,具体是一种曲轴锻件自动化生产的步进梁结构。
背景技术:
1、随着技术的高速发展,为了降低劳动强度,提高生产效率,锻造行业也开始逐步采用自动化生产,采用步进梁或机器人进行自动转运坯料。但由于机器人转运坯料效率低,因此目前乘用车曲轴锻造主要采用步进梁。一般的步进梁锻造工艺流程为:圆钢下料—加热—辊锻(压扁)—预锻—终锻—切边,这种锻造方式普遍存在以下问题:
2、1.辊锻坯(压扁坯)精准转运到预锻时,坯料放置不稳定,锻件充型不好;
3、2.圆钢下料长度存在偏差,圆钢经过辊锻(压扁)的热变形后,坯料长度会存在波动,坯料过长时,步进梁夹料时受力过大会报警;
4、3.锻造企业普遍采用外购步进梁的方式,外购方式成本高,高额的采购成本造就了步进梁无法实现专梁专用,每条锻造线只能配备1-2套步进梁,每次产品换型时,都需更换步进梁的夹钳,由于拆装夹钳时会存在偏差,无法固定步进梁工艺,工装更换和换型调试非常影响生产效率。
技术实现思路
1、为解决上述背景技术中指出的问题,本发明提供了一种曲轴锻件自动化生产的步进梁结构,该步进梁结构不仅具有坯料定位作用,而且对坯料要求不苛刻,解决了坯料过长导致步进梁报警的问题,同时该步进梁结构简单,制造成本低,可实现批量制造。
2、实现本发明目的的技术方案是:
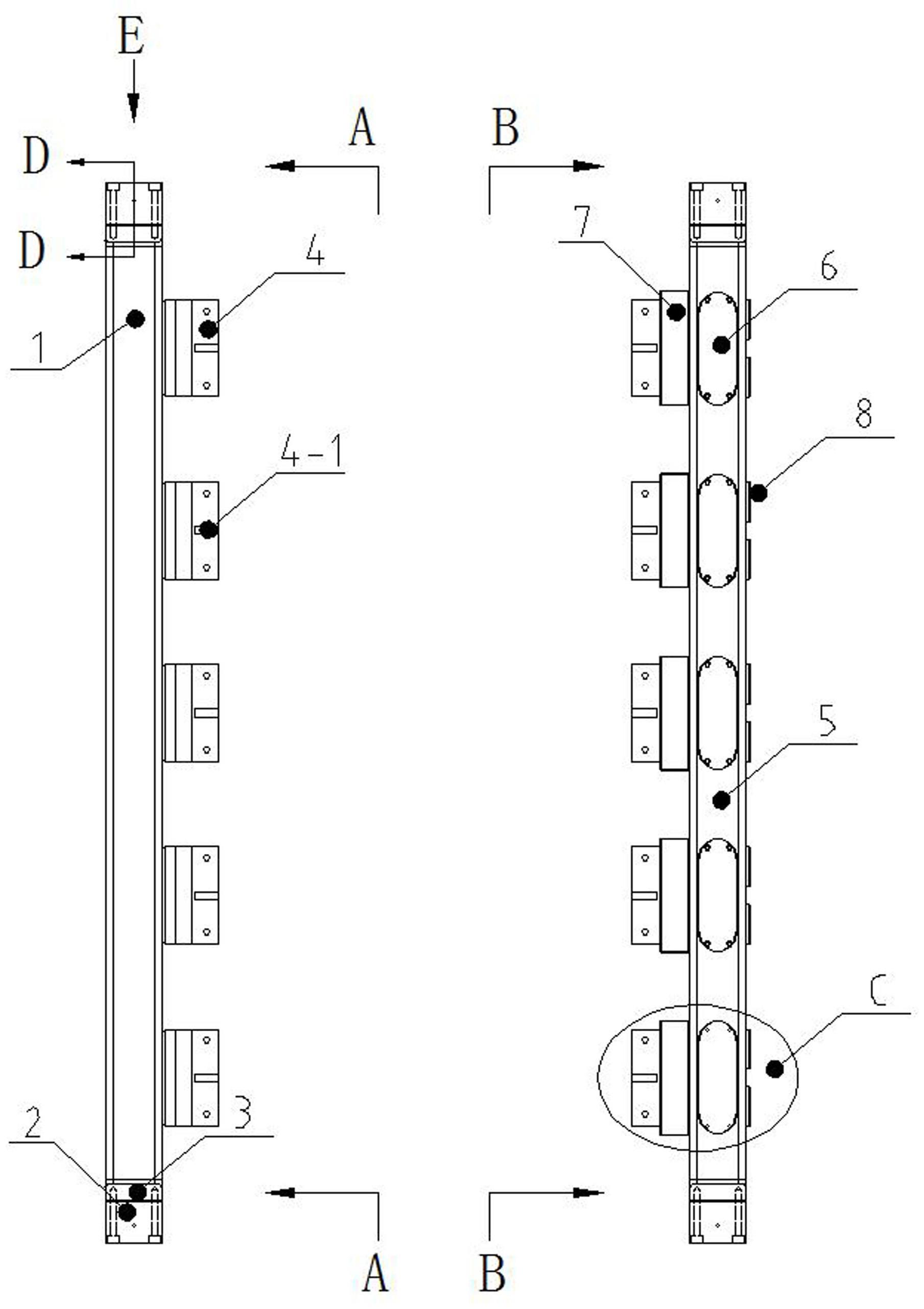
3、一种曲轴锻件自动化生产的步进梁结构,包括前梁、后梁、焊接块、连接块、夹钳座、上限位块、下限位块、内轴套、外轴套、销轴和夹钳,其中:夹钳固定在夹钳座上,夹钳座上设有限位凸台和螺纹孔,该夹钳座与前梁固定连接,焊接块焊接固定在前梁与夹钳座连接处两端头,连接块固定在焊接块上;后梁前、后面分别设有轴套凹槽,其上顶面设有盖板槽,内轴套与外轴套通过螺杆固定在轴套凹槽内,后梁的夹钳座和销轴通过螺钉连接,销轴孔内置弹簧,通过弹簧穿过内轴套、外轴套,将上限位块、下限位块安装在销轴凹槽内。
4、进一步的,所述连接块一端与设备接触,另一端通过螺杆与焊接块可拆卸式连接。
5、进一步的,所述前梁作为定位端,可实现对坯料精准定位。
6、进一步的,所述后梁的销轴具有5-15mm的伸缩量,当坯料长度过长时,销轴压缩,避免前梁、后梁夹紧时因夹紧力过大而报警。
7、进一步的,所述后梁的前轴套上设有保护盒盒体,避免在生产过程中因油污和模具润滑剂浸入轴套内,影响销轴在轴套内运动。
8、本发明的优点是:按上述结构装配好步进梁后,将步进梁连接到设备上即可,工作时,步进梁通过夹紧→抬升→平移→放下→张开→复位一套动作实现将坯料由上工序转移到下工序。该结构不仅具有坯料定位作用,同时一端具有一定伸缩量,对坯料长度要求不苛刻,解决了因坯料过长导致步进梁报警的问题,同时制造成本低,可以实现批量制造。
技术特征:
1.一种曲轴锻件自动化生产的步进梁结构,包括前梁、后梁、焊接块、连接块、夹钳座、上限位块、下限位块、内轴套、外轴套、销轴和夹钳,其特征是:夹钳固定在夹钳座上,夹钳座上设有限位凸台和螺纹孔,该夹钳座与前梁固定连接,焊接块焊接固定在前梁与夹钳座连接处两端头,连接块固定在焊接块上;后梁前、后面分别设有轴套凹槽,其上顶面设有盖板槽,内轴套与外轴套通过螺杆固定在轴套凹槽内,后梁的夹钳座和销轴通过螺钉连接,销轴孔内置弹簧,通过弹簧穿过内轴套、外轴套,将上限位块、下限位块安装在销轴凹槽内。
2.根据权利要求1所述的步进梁结构,其特征是:所述连接块一端与设备接触,另一端通过螺杆与焊接块可拆卸式连接。
3.根据权利要求1所述的步进梁结构,其特征是:所述前梁作为定位端,可实现对坯料精准定位。
4.根据权利要求1所述的步进梁结构,其特征是:所述后梁的销轴具有5-15mm的伸缩量,当坯料长度过长时,销轴压缩,避免前梁、后梁夹紧时因夹紧力过大而报警。
5.根据权利要求1所述的步进梁结构,其特征是:所述后梁的前轴套上设有保护盒盒体。
技术总结
本发明公开了一种曲轴锻件自动化生产的步进梁结构,包括前梁、后梁、焊接块、连接块、夹钳座、保护盒、上限位块、下限位块、内轴套、外轴套、销轴、垫块、弹簧、夹钳。所述前梁做为定位端,夹钳座通过螺钉直接固定在前梁上;所述内套筒和外轴套通过螺钉固定在后梁上,同时销轴内置有弹簧,夹钳座和销轴连接在一起可以在内外轴套中伸缩。该步进梁具前端有坯料精准定位作用,同时后端有一定的伸缩量,可避免步进梁夹料时由于坯料长度偏差导致的设备报警;而且该步进梁结构简单,可实现批量制造,专梁专用减少换型时间,提高生产效率。
技术研发人员:廖德侃,黄日晖,彭添,李佳玲,黎俞坚
受保护的技术使用者:桂林福达重工锻造有限公司
技术研发日:20221214
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!