一种热镀锌钢管连续生产线管材包带自动成型装置的制作方法
本技术涉及自动成型装置领域,尤其涉及一种热镀锌钢管连续生产线管材包带自动成型装置。
背景技术:
1、管材包带用于困扎成捆钢管,由长条钢板预先弯折、焊接成环形制成。使用时,钢管堆成预定形状后,直接将管材包带套在钢管的两端实现快速的捆扎钢管。传统的镀锌钢管包带是由人工折弯并焊接成圈,并且过程当中还夹杂了额外的冲孔环节,从而造成了整个工序较为复杂,使得镀锌钢管包带的成型效率低下。
2、相应地,本领域需要一种新的技术方案来解决上述问题。
技术实现思路
1、为了解决现有镀锌钢管包带使用人工方式成型工序效率低下的问题,本申请提供了一种热镀锌钢管连续生产线管材包带自动成型装置,所述自动成型装置包括:
2、一种热镀锌钢管连续生产线管材包带自动成型装置,其特征在于,所述自动成型装置包括:
3、冲孔机构,用于接收原料条并将所述原料条的头部冲孔后向后输送;以及
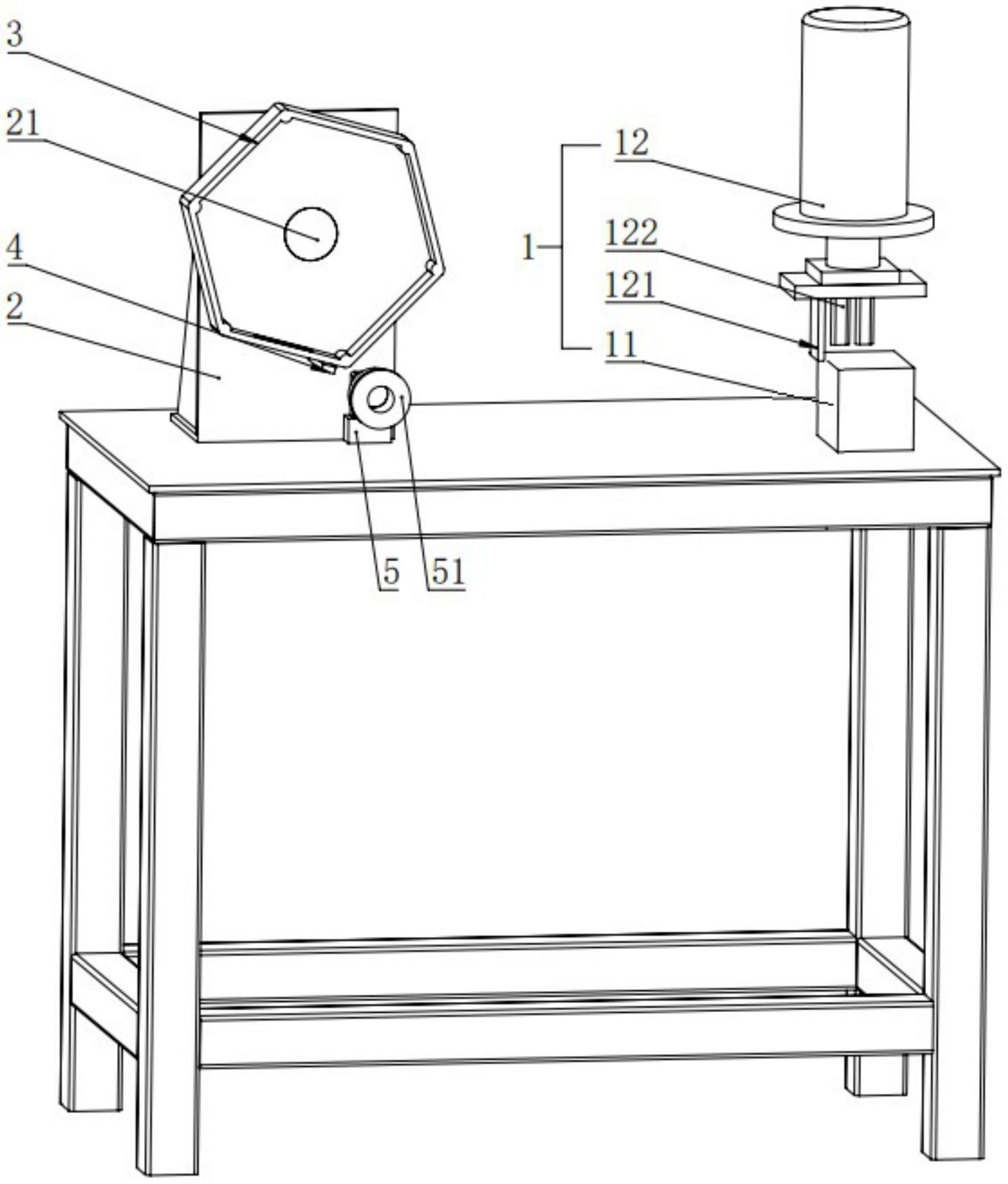
4、成型机构,包括周向转动的盘状模具和压头机构,所述模具的侧壁与所述冲孔机构相对,所述压头机构位于所述模具的侧面,用于将经过所述冲孔机构的所述原料条的头部压在所述模具的侧壁上,并通过转动使所述原料条缠绕在所述模具上成型。
5、在上述热镀锌钢管连续生产线管材包带自动成型装置的优选技术方案中,所述冲孔机构包括冲孔台,所述冲孔台的上方设置有冲孔油缸,所述冲孔油缸向下的输出端上设置有挡板以及冲头,所述挡板在后所述冲头在前、且所述挡板长于所述冲头,所述冲孔油缸用于向下伸长,以先驱动所述挡板挡在所述冲孔台后侧将所述原料条的头部拦阻在所述冲孔台上、后驱动所述冲头在所述原料条的头部冲孔。
6、在上述热镀锌钢管连续生产线管材包带自动成型装置的优选技术方案中,所述成型机构还包括水平的底座和竖立于所述底座上的安装板;所述模具转动设于所述安装板上,且盘面与所述安装板平行。
7、在上述热镀锌钢管连续生产线管材包带自动成型装置的优选技术方案中,所述模具为中轴为转轴的正六边形结构。
8、在上述热镀锌钢管连续生产线管材包带自动成型装置的优选技术方案中,所述模具中心部分具有开放的焊接操作空间,所述模具与所述压头机构相对的侧壁上设有与所述焊接操作空间连通的焊接口。
9、在上述热镀锌钢管连续生产线管材包带自动成型装置的优选技术方案中,所述压头机构包括设置在所述模具背面的压头油缸,所述压头油缸沿所述模具的径向设置且输出端设有压板,所述压板与所述模具的侧壁相对,适于将所述原料条的头部压在所述模具的侧壁上。
10、在上述热镀锌钢管连续生产线管材包带自动成型装置的优选技术方案中,所述成型机构设有弹性压紧轮,所述弹性压紧轮与所述模具的侧壁相对、并具有沿所述模具径向的弹性移动的自由度,适于在所述模具转动过程中将所述原料条始终压紧于所述模具上。
11、需要说明的是,本申请的有益效果是:原料条通过输送带等方式向后输送,原料条先经过冲孔机构进行冲孔,之后进入成型机构的模具转动使冲孔后的原料条缠绕在所述模具首尾相接,自动折弯成型,从而利用自动化设备代替了传统人工工艺,极大的提高了镀锌钢管包带的成型效率。
技术特征:
1.一种热镀锌钢管连续生产线管材包带自动成型装置,其特征在于,所述自动成型装置包括:
2.根据权利要求1所述的热镀锌钢管连续生产线管材包带自动成型装置,其特征在于,所述冲孔机构包括冲孔台,所述冲孔台的上方设置有冲孔油缸,所述冲孔油缸向下的输出端上设置有挡板以及冲头,所述挡板在后所述冲头在前、且所述挡板长于所述冲头,所述冲孔油缸用于向下伸长,以先驱动所述挡板挡在所述冲孔台后侧将所述原料条的头部拦阻在所述冲孔台上、后驱动所述冲头在所述原料条的头部冲孔。
3.根据权利要求1所述的热镀锌钢管连续生产线管材包带自动成型装置,其特征在于,所述成型机构还包括水平的底座和竖立于所述底座上的安装板;所述模具转动设于所述安装板上,且盘面与所述安装板平行。
4.根据权利要求1所述的热镀锌钢管连续生产线管材包带自动成型装置,其特征在于,所述模具为中轴为转轴的正六边形结构。
5.根据权利要求1所述的热镀锌钢管连续生产线管材包带自动成型装置,其特征在于,所述模具中心部分具有开放的焊接操作空间,所述模具与所述压头机构相对的侧壁上设有与所述焊接操作空间连通的焊接口。
6.根据权利要求1所述的热镀锌钢管连续生产线管材包带自动成型装置,其特征在于,所述压头机构包括设置在所述模具背面的压头油缸,所述压头油缸沿所述模具的径向设置且输出端设有压板,所述压板与所述模具的侧壁相对,适于将所述原料条的头部压在所述模具的侧壁上。
7.根据权利要求1所述的热镀锌钢管连续生产线管材包带自动成型装置,其特征在于,所述成型机构设有弹性压紧轮,所述弹性压紧轮与所述模具的侧壁相对、并具有沿所述模具径向的弹性移动的自由度,适于在所述模具转动过程中将所述原料条始终压紧于所述模具上。
技术总结
本技术涉及自动成型装置领域,尤其涉及一种热镀锌钢管连续生产线管材包带自动成型装置,旨在解决现有镀锌钢管包带使用人工方式成型工序效率低下的问题。其中包括冲孔机构用于接收原料条并将原料条的头部冲孔后向后输送;成型机构包括周向转动的盘状模具和压头机构,模具的侧壁与冲孔机构相对,压头机构位于模具的侧面,用于将经过冲孔机构的原料条的头部压在模具的侧壁上,并通过转动使原料条缠绕在模具上成型。原料条通过输送带等方式向后输送,原料条先经过冲孔机构进行冲孔,之后进入成型机构的模具转动使冲孔后的原料条缠绕在模具首尾相接,自动折弯成型,从而利用自动化设备代替了传统人工工艺,极大的提高了镀锌钢管包带的成型效率。
技术研发人员:温朝福,刘国勇,王俊飞,刘凤栓,吕彦红,赵东旭,邢占博,孙云格,陈华安,蒋红朝
受保护的技术使用者:衡水京华制管有限公司
技术研发日:20221214
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!