一种用于弯制电缆的弯制模具的制作方法
本技术涉及直线电机制造领域,具体涉及一种用于弯制电缆的弯制模具。
背景技术:
1、磁悬浮列车具有速度快、能耗低、噪音小、无污染、安全舒适、维修少的优势,具有很好的发展前景,将是轨道交通领域的发展方向。目前在上海和长沙已有投入商业运营的磁悬浮专线,同时有多条磁悬浮专线正在规划建设之中。
2、磁悬浮专线的建设过程中,所需的直线电机定子是利用电缆弯制设备,将电缆弯制形成由多个连续的u形弯组成的蛇形的弯制电缆。
3、特长的弯制电缆自动成型过程属于长时间的连续运行,成型后的弯制电缆需要被推离弯制位置,以便进行后续的弯制。弯制电缆移动时会受到出口处的模具限制和阻碍,因此需要特制的机构将模具挪开,成型后的弯制电缆才能顺利进行推送。现有的是设计成翻板机构,将模具固定在翻板上,成型前转动翻板将模具升上来,成型后反向转动翻板将模具降下来;但翻板机构结构复杂,与电缆线移动装置配合不好,反而会阻碍弯制电缆的推送,因此有必要进行改进。
4、经专利检索,与本申请有一定关系的主要有以下专利:
5、1、申请号为“03129527.4”、申请日为“2003.06.26”、公开号为“cn1283507c”、公开日为“2006.11.08”、名称为“磁悬浮列车定子线圈半自动敷设组合车”、申请人为“上海磁浮交通发展有限公司”的中国发明专利,该发明专利由动力牵引车、设备承载车、成型线圈输送车、操作平台车和嵌线小车组成,该动力牵引车、设备承载车、成型线圈输送车和操作平台车之间由牵引联杆联接,嵌线小车置于操作平台车上,动力牵引车设有柴油发电机为全车供应动力,设备承载车设置有电缆放卷架和线圈弯制设备。但该专利并没有涉及电缆线的弯制模具,更没有公开弯制模具的结构。
6、2、申请号为“202011372712.8”、申请日为“2020.11.30”、公开号为“cn112688505a”、公开日为“2021.04.20”、名称为“磁悬浮长定子线圈敷设车辆系统”、申请人为“上海市安装工程集团有限公司”的中国发明专利,该发明专利公开了一种磁悬浮长定子线圈敷设车辆系统,包括:一号车,其车体上装载有电缆盘;二号车,其车体上装配有电缆弯制设备,用于将一号车的电缆盘输送的电缆弯制成型为长定子线圈;三号车,其车体的两侧设置有用于接收二号车输送的长定子线圈的外挂操作平台。但该专利也没有涉及电缆线的弯制模具,更没有公开弯制模具的结构。
7、3、申请号为“202110165896.9”、申请日为“2021.02.07”、公开号为“cn112510939a”、公开日为“2021.03.16”、名称为“磁悬浮长定子线圈自动弯制装置及方法”、申请人为“上海市安装工程集团有限公司”的中国发明专利,该发明专利公开了一种磁悬浮长定子线圈自动弯制装置及方法,包括第一运动机构、第二运动机构、第三运动机构和控制装置。通过控制装置控制第一运动机构、第二运动机构和第三运动机构的运动关系,实现对电缆弯制成型为磁悬浮长定子线圈的自动化操作,能够提高弯制效率、弯制精度和降低人力成本。但该专利只公开了整体式的弯制模具,整体式的弯制模具只能弯制一种尺寸的弯制电缆,当弯制不同尺寸的弯制电缆需要更换模具。而且弯制电缆推送时需要升到较高的高度,否则模具阻碍弯制电缆的推送。
技术实现思路
1、本实用新型要解决的技术问题是针对现有技术中存在的缺陷,提供一种用于弯制电缆的弯制模具。
2、为解决上述技术问题,本实用新型所采取的技术方案为:一种用于弯制电缆的弯制模具,所述用于弯制电缆的弯制模具上设有用来嵌入弯制电缆的弧形槽。将弯制模具沿弧形槽的对称平面剖开,将弯制模具剖分为分瓣模具。分瓣模具是将模具分成可分合的两瓣,当将模具分开时弯制电缆可以从中穿过进行推送,以减少电缆线的举升高度。
3、进一步地,所述分瓣模具包括:下半模及上半模,下半模水平固定在固定模具座上,上半模能够在下半模上方升降;当上半模下降与下半模贴合时,形成弯制模具;当上半模上升与下半模分开时,弯制电缆可以从中穿过进行推送。
4、进一步地,下半模包括:下半圆模及下半直模,下半圆模为扇形、外周设有圆心角不小于90°的半边弧形槽;下半直模为矩形、下半直模的一侧边设有半边弧形槽、相对的一侧边为直边;利用固定螺栓将下半圆模及多个下半直模固定在模具座上,并将多个下半直模的半边弧形槽沿u形弯顶推方向、与下半圆模的半边弧形槽对齐。这种由下半圆模与下半直模组合的下半模,可以通过调整下半圆模与下半直模之间的间距来调整下半模尺寸,以便弯制不同尺寸的u形弯。
5、进一步地,下半圆模及下半直模上设有半模定位孔。
6、进一步地,模具座上设有调节螺杆,调节螺杆顶端顶在下半直模与半边弧形槽相对的直边上。通过调节螺杆可以调整下半直模在模具座上的位置,并能承受电缆成型所需的挤压力,以便弯制不同尺寸的u形弯,提高电缆弯制成型的质量。
7、进一步地,上半模包括:上半圆模及上半直模,上半圆模为扇形、外周设有圆心角不小于90°的半边弧形槽;上半直模为矩形、上半直模的一侧边设有半边弧形槽、相对的一侧边为直边;利用固定螺栓将上半圆模及多个上半直模固定在上半模安装座上,并将多个上半直模的半边弧形槽沿u形弯顶推方向、与上半圆模的半边弧形槽对齐。这种由上半圆模与上半直模组合的上半模,可以通过调整上半圆模与上半直模之间的间距来调整上半模尺寸,并与下半模配合,以弯制不同尺寸的u形弯。
8、进一步地,上半圆模及上半直模上设有与半模定位孔配合的半模定位销。通过半模定位销与半模定位孔配合进行定位,使得上半模与下半模准确合模。
9、进一步地,在上半模上方固定设有上半模升降缸,上半模升降缸伸缩杆的顶端与上半模安装座连接。利用上半模升降缸来升降上半模,便于实现自动控制,提高工作效率。
10、进一步地,上半模安装座上设有t形槽,上半模升降缸伸缩杆的顶端设有与t形槽配合的上半模t形槽。这种连接方式相当于浮动连接,因此在合模的过程中的水平挤压力不会传递给上半模升降缸的伸缩杆,能够很好的保护上半模升降缸,提高上半模升降缸的使用寿命。
11、进一步地,上半模升降缸为气缸、液压缸或电动缸。
12、本实用新型的有益效果为:通过将模具分成可分合的两瓣,当将模具分开时弯制电缆(900)可以从中穿过进行推送,以减少电缆线的举升高度,节省举升所需的时间,提高了工作效率。
技术特征:
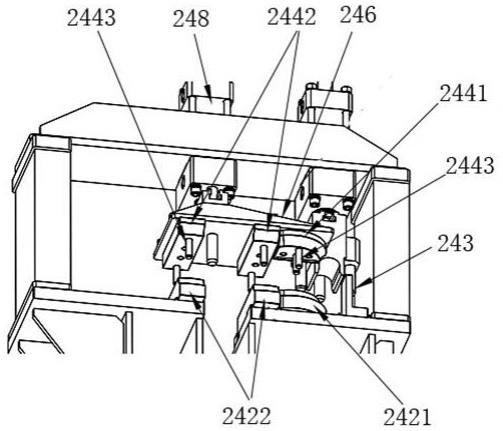
1.一种用于弯制电缆的弯制模具,所述用于弯制电缆的弯制模具上设有用来嵌入弯制电缆(900)的弧形槽,其特征在于:将弯制模具沿弧形槽的对称平面剖开,将弯制模具剖分为分瓣模具;所述分瓣模具包括:下半模(242)及上半模(244),下半模(242)水平固定在固定模具座(241)上,上半模(244)能够在下半模(242)上方升降;当上半模(244)下降与下半模(242)贴合时,形成弯制模具;当上半模(244)上升与下半模(242)分开时,弯制电缆(900)可以从中穿过进行推送;下半模(242)包括:下半圆模(2421)及下半直模(2422),下半圆模(2421)为扇形、外周设有圆心角不小于90°的半边弧形槽;下半直模(2422)为矩形、下半直模(2422)的一侧边设有半边弧形槽、相对的一侧边为直边;利用固定螺栓(2425)将下半圆模(2421)及多个下半直模(2422)固定在模具座(241)上,并将多个下半直模(2422)的半边弧形槽沿u形弯顶推方向(y)、与下半圆模(2421)的半边弧形槽对齐;上半模(244)包括:上半圆模(2441)及上半直模(2442),上半圆模(2441)为扇形、外周设有圆心角不小于90°的半边弧形槽;上半直模(2442)为矩形、上半直模(2442)的一侧边设有半边弧形槽、相对的一侧边为直边;利用固定螺栓(2425)将上半圆模(2441)及多个上半直模(2442)固定在上半模安装座(246)上,并将多个上半直模(2442)的半边弧形槽沿u形弯顶推方向(y)、与上半圆模(2441)的半边弧形槽对齐。
2.根据权利要求1所述的弯制模具,其特征在于:下半圆模(2421)及下半直模(2422)上设有半模定位孔(2424)。
3.根据权利要求2所述的弯制模具,其特征在于:模具座(241)上设有调节螺杆(2423),调节螺杆(2423)顶端顶在下半直模(2422)与半边弧形槽相对的直边上。
4.根据权利要求1至3任意一项所述的弯制模具,其特征在于:上半圆模(2441)及上半直模(2442)上设有与半模定位孔(2424)配合的半模定位销(2443)。
5.根据权利要求4所述的弯制模具,其特征在于:在上半模(244)上方固定设有上半模升降缸(248),上半模升降缸(248)伸缩杆的顶端与上半模安装座(246)连接。
6.根据权利要求5所述的弯制模具,其特征在于:上半模安装座(246)上设有上半模t形槽(247),上半模升降缸(248)伸缩杆的顶端设有与t形槽配合的t形头。
7.根据权利要求6所述的弯制模具,其特征在于:上半模升降缸(248)为气缸、液压缸或电动缸。
技术总结
本技术公开了一种用于弯制电缆的弯制模具,通过将模具分成可分合的两瓣,当将模具分开时弯制电缆900可以从中穿过进行推送,以减少电缆线的举升高度,节省举升所需的时间,提高了工作效率。
技术研发人员:彭浩,李东亮
受保护的技术使用者:株洲壹星科技股份有限公司
技术研发日:20221215
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!