一种钣金下陷成型工装的制作方法
本发明涉及机械,尤其涉及一种钣金下陷成型工装。
背景技术:
1、飞机主体框架设计时零件之间的搭接时通常采用下陷结构,飞机主体框架之间的零件多采用钣金件,所以在钣金零件制造过程中,会有不同规格尺寸的钣金零件下陷,带有下陷的钣金零件多为板弯件(角材、型材),钣金零件下陷成形是通过冲床和下陷成型工装冲压成形。
2、在实现本发明过程中,发明人发现现有技术中至少存在如下问题:冲压钣金零件下陷过程需兼顾钣金零件断面尺寸和下陷标准两部分,钣金零件断面尺寸主要为材料厚度和弯边高度,下陷标准主要为下陷深度和过渡区长度。现有的钣金零件下陷成形方法是不同钣金断面尺寸零件制造不同的专用下陷成型工装,使用专用下陷工装成型某种特定断面钣金零件下陷。由于钣金零件断面尺寸种类繁多,这样的方法容易造成需要制出大量专用下陷成型工装。
技术实现思路
1、有鉴于此,本发明实施例提供一种钣金下陷成型工装,能够通过设置不同尺寸的专用块与标准块的拼装,适配多种加工零件的尺寸,即保证了钣金零件下陷的生产需求,同时也节省了工装成本。
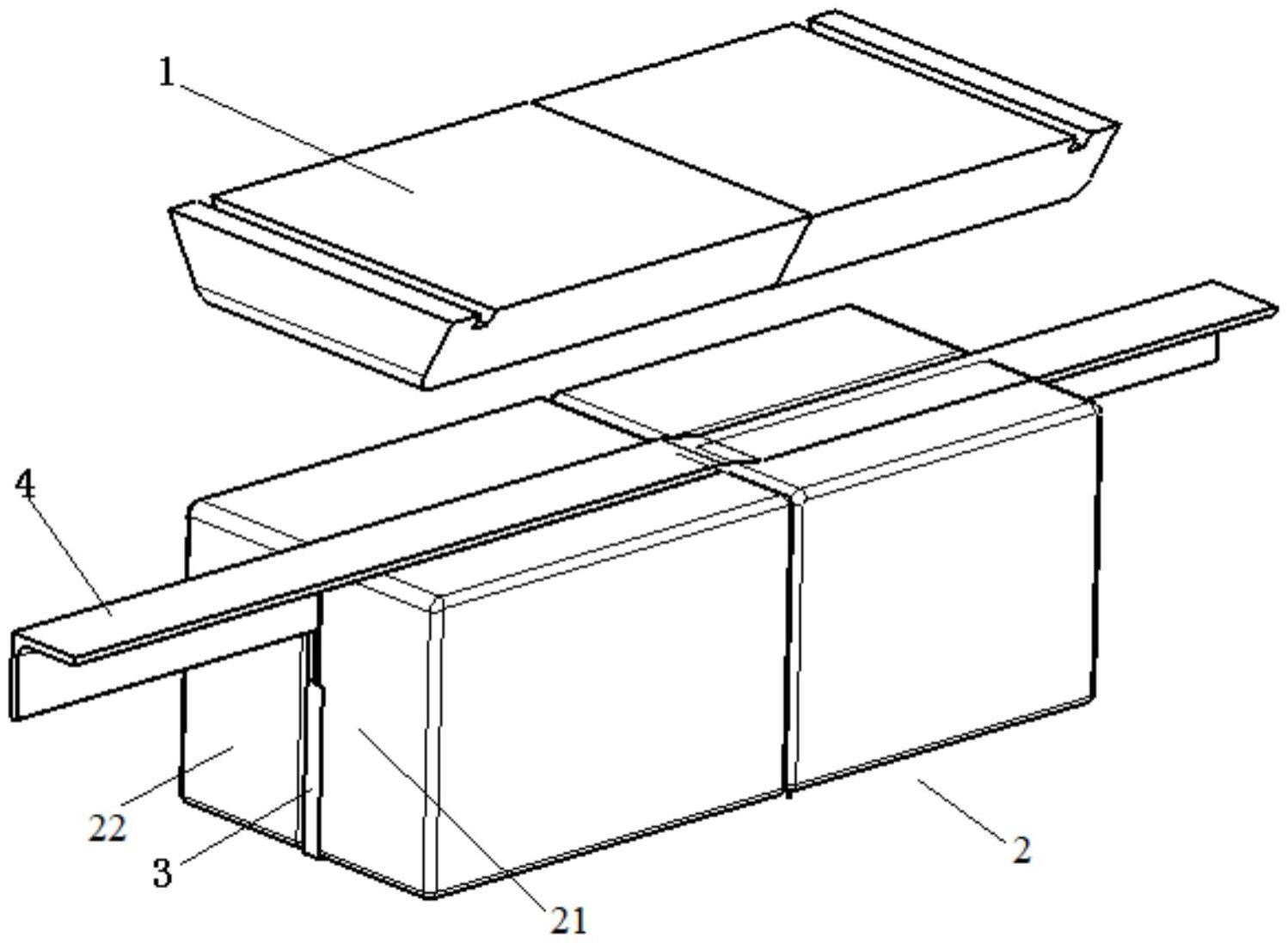
2、为实现上述目的,根据本发明实施例的一个方面,提供了一种钣金下陷成型工装,包括:上模块1,所述上模块1用于与机床连接;下模块2,所述下模块2包括第一标准块21、第二标准块22和专用块3,所述第一标准块21和所述第二标准块22为固定尺寸,所述专用块3的尺寸根据待加工零件4的尺寸进行适配,其中所述第一标准块21包括第一连接部211,所述专用块3还包括第二连接部311,所述第一连接部211和所述第二连接部311可拆卸连接,所述第一标准块21、所述第二标准块22和所述专用块3围合形成容纳所述待加工零件4的成型槽5。
3、可选地,所述第一连接部211和所述第二连接311部为台阶扣合连接。
4、可选地,所述第一连接部211和所述第二连接部311通过螺栓可拆卸连接,其中所述第二连接部设置沉头螺孔312。
5、可选地,所述第一标准块21和/或所述第二标准块22与所述上模块1对应的一侧设置有弧形倒角。
6、可选地,所述上模块1的截面为梯形。
7、可选地,所述专用块3夹设在所述第一标准块21和所述第二标准块22之间。
8、可选地,所述第一连接部211为凹部,所述第二连接部为凸部311。
9、可选地,所述成型槽5为直线型。
10、可选地,所述下模块2由多块所述第一标准块21、所述第二标准块22和/或所述专用块3拼接而成。
11、可选地,成型槽5的断面与待加工零件4的断面尺寸一致。
12、本实用新型在成形钣金零件下陷时,针对不同断面尺寸的钣金零件都可以制造出合格零件下陷,且下陷成型装置易于查找、更换速度快、成形效果佳,制出的零件下陷符合设计和工艺要求,同时有效解决了不同断面尺寸钣金零件使用多套下陷成型装置的问题,和下陷成型装置存放占用较大面积的难题,具有较大的实际应用价值。
13、上述的非惯用的可选方式所具有的进一步效果将在下文中结合具体实施方式加以说明。
技术特征:
1.一种钣金下陷成型工装,其特征在于,包括:
2.根据权利要求1所述的工装,其特征在于,所述第一连接部(211)和所述第二连接部(311)为台阶扣合连接。
3.根据权利要求1所述的工装,其特征在于,所述第一连接部(211)和所述第二连接部(311)通过螺栓可拆卸连接,其中所述第二连接部设置沉头螺孔(312)。
4.根据权利要求1所述的工装,其特征在于,所述第一标准块(21)和/或所述第二标准块(22)与所述上模块(1)对应的一侧设置有弧形倒角。
5.根据权利要求1所述的工装,其特征在于,所述上模块(1)的截面为梯形。
6.根据权利要求1所述的工装,其特征在于,所述专用块(3)夹设在所述第一标准块(21)和所述第二标准块(22)之间。
7.根据权利要求1所述的工装,其特征在于,所述第一连接部(211)为凹部,所述第二连接部(311)为凸部。
8.根据权利要求1所述的工装,其特征在于,所述成型槽(5)为直线型。
9.根据权利要求1所述的工装,其特征在于,所述下模块(2)由多块所述第一标准块(21)、所述第二标准块(22)和/或所述专用块(3)拼接而成。
10.根据权利要求1所述的工装,其特征在于,成型槽(5)的断面与待加工零件(4)的断面尺寸一致。
技术总结
本发明公开了一种钣金下陷成型工装,涉及机械领域。该工装的一个具体实施方式包括:上模块,所述上模块用于与机床连接;下模块,所述下模块包括第一标准块、第二标准块和专用块,所述第一标准块和所述第二标准块为固定尺寸,所述专用块的尺寸根据待加工零件的尺寸进行适配,其中所述第一标准块包括第一连接部,所述专用块还包括第二连接部,所述第一连接部和所述第二连接部可拆卸连接,所述第一标准块、所述第二标准块和所述专用块围合形成容纳所述待加工零件的成型槽。
技术研发人员:谢刚,董楹,赵伟强,杨志博,于国涛
受保护的技术使用者:哈尔滨飞机工业集团有限责任公司
技术研发日:20221127
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!