一种手动控制汽车门盖零件包边的装置的制作方法
本技术涉及汽车零件领域,尤其涉及一种手动控制汽车门盖零件包边的装置。
背景技术:
1、一般汽车的“四门两盖”零件都是由内板和外板两部分组成,外板属于车辆的外观件,为保持车辆外观视觉良好,不允许在外板上有焊点,因此“四门两盖”零件内外板的连接一般都是通过外板包边、粘胶等工艺方式进行生产。其中,包边工艺一般是有机器人滚边、模压包边和手工包边等三种方案,机器人滚边和模压包边多应用于大批量生产,手工包边多用于小批量试制生产。
2、汽车“四门两盖”零件在前期试制阶段,通常都是操作工人手工完成包边,这种手工包边的方式对工人操作技能要求高,技能不足的情况下包边容易产生内板切边裸露,包边间隙过大等问题,而且工人包边效率低,工人劳动强度大。
技术实现思路
1、为解决上述现有技术中手工包边存在的问题,本实用新型提供一种手动控制汽车门盖零件包边的装置,目的在于实现半自动包边操作,减少对人工操作技能的依赖,提高包边效率,降低工人劳动强度。
2、为实现上述目的,本实用新型具体的技术方案如下:
3、一种手动控制汽车门盖零件包边的装置,所述装置包括包边靠模和压边组件;待包边零件安装在所述包边靠模上;所述压边组件包括压斜件和压平件;
4、所述压斜件和所述压平件均包括气缸、定位导轨和支架;所述气缸安装在所述支架上;所述定位导轨固定在所述包边靠模侧面的预设位置;所述定位导轨为l型;所述支架前端具有下凹的u型槽,所述u型槽与所述定位导轨卡接;
5、所述压斜件还包括斜压头;所述斜压头前端具有导向面,后端与所述气缸的伸缩端相连;所述气缸推出所述斜压头对所述待包边零件翻边压斜;
6、所述压平件还包括平压头和平压头转轴;所述平压头的底面为平面,所述平压头后端与所述气缸的伸缩端和所述平压头转轴分别相连;所述平压头转轴滑动连接在所述支架上;所述气缸推动所述平压头压平压斜后的翻边。
7、进一步地,所述斜压头的所述导向面与底面之间设有限位凸台。
8、进一步地,所述压斜件和所述压平件中的所述气缸分别通过连接轴与所述斜压头和所述平压头相连。
9、进一步地,所述平压头后端的连接端分为上端和下端,所述上端与所述连接轴相连,所述下端与所述平压头转轴铰接,所述平压头和所述连接轴能围绕所述平压头转轴转动。
10、进一步地,所述斜压头后端的连接端分为上端和下端,所述上端与所述连接轴相连,所述下端与所述支架滑动连接。
11、进一步地,所述装置还包括直线滑块及滑轨,所述直线滑块及滑轨由直线滑块和滑轨组成;所述平压头转轴及所述斜压头后端分别安装在所述直线滑块上,所述滑轨安装在所述支架上;所述直线滑块能够沿所述滑轨直线滑动。
12、进一步地,所述斜压头后端通过第一过渡板安装在所述直线滑块上。
13、进一步地,所述压平件的所述支架包括第一安装面和第二安装面,所述滑轨安装在所述第一安装面上;所述气缸安装在所述第二安装面上。
14、进一步地,所述气缸通过第二过渡板安装在所述支架上。
15、本实用新型的有益效果:
16、本实用新型相对于试制阶段常用的手工包边方式,通过半自动包边操作,使包边零件尺寸一致性能满足标准尺寸要求,实现标准化包边操作,减少对技能工人的依赖,减轻工人劳动强度,有效地提升零件包边效率。
17、本实用新型通过气缸推动斜压头完成翻边压斜动作,通过气缸推动平压头完成翻边压平动作,并利用定位导轨与支架的定位配合,只要工人规范包边动作,按预设的斜压头、平压头动作参数进行操作,即可实现包边的标准化操作,不仅保证包边的质量,还能大大提高包边的效率。
18、另外,限位凸台的设计,也避免了斜压头的前进行程超过预设范围,避免斜压头撞伤待包边零件,有利于提高包边质量。
技术特征:
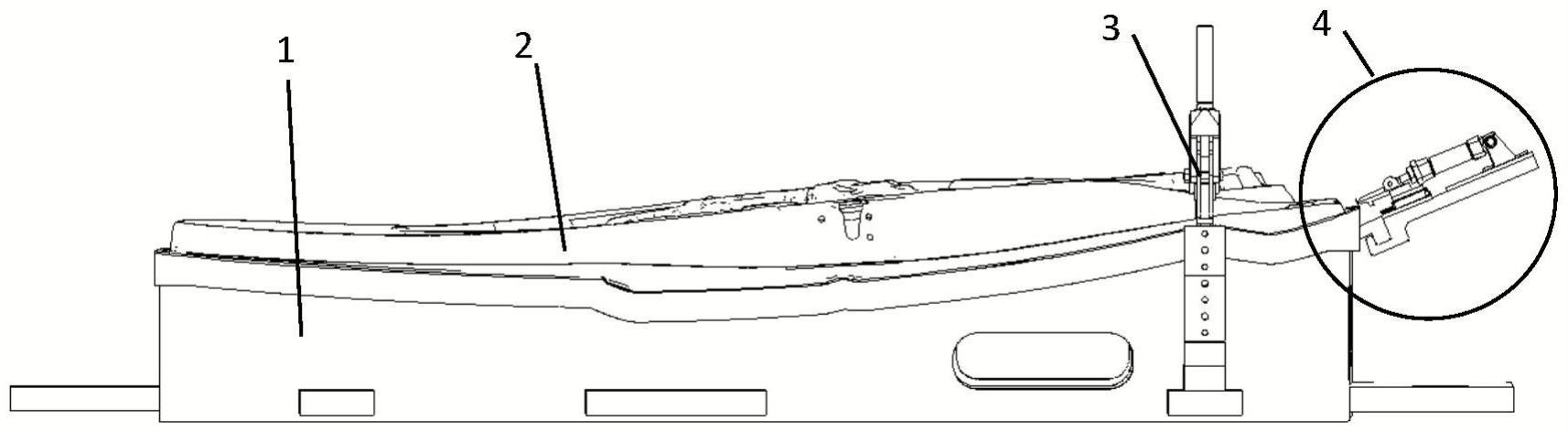
1.一种手动控制汽车门盖零件包边的装置,其特征在于,所述装置包括包边靠模(1)和压边组件(4);待包边零件(2)安装在所述包边靠模(1)上;所述压边组件(4)包括压斜件和压平件;
2.根据权利要求1所述的手动控制汽车门盖零件包边的装置,其特征在于,所述斜压头(4.1)的所述导向面与底面之间设有限位凸台。
3.根据权利要求1所述的手动控制汽车门盖零件包边的装置,其特征在于,所述压斜件和所述压平件中的所述气缸(4.4)分别通过连接轴(4.2)与所述斜压头(4.1)和所述平压头(4.10)相连。
4.根据权利要求3所述的手动控制汽车门盖零件包边的装置,其特征在于,所述平压头(4.10)后端的连接端分为上端和下端,所述上端与所述连接轴(4.2)相连,所述下端与所述平压头转轴(4.11)铰接,所述平压头(4.10)和所述连接轴(4.2)能围绕所述平压头转轴(4.11)转动。
5.根据权利要求3所述的手动控制汽车门盖零件包边的装置,其特征在于,所述斜压头(4.1)后端的连接端分为上端和下端,所述上端与所述连接轴(4.2)相连,所述下端与所述支架(4.7)滑动连接。
6.根据权利要求1所述的手动控制汽车门盖零件包边的装置,其特征在于,所述装置还包括直线滑块及滑轨(4.6),所述直线滑块及滑轨(4.6)由直线滑块和滑轨组成;所述平压头转轴(4.11)及所述斜压头(4.1)后端分别安装在所述直线滑块上,所述滑轨安装在所述支架(4.7)上;所述直线滑块能够沿所述滑轨直线滑动。
7.根据权利要求6所述的手动控制汽车门盖零件包边的装置,其特征在于,所述斜压头(4.1)后端通过第一过渡板(4.3)安装在所述直线滑块上。
8.根据权利要求6所述的手动控制汽车门盖零件包边的装置,其特征在于,所述压平件的所述支架(4.7)包括第一安装面和第二安装面,所述滑轨安装在所述第一安装面上;所述气缸(4.4)安装在所述第二安装面上。
9.根据权利要求1所述的手动控制汽车门盖零件包边的装置,其特征在于,所述气缸(4.4)通过第二过渡板(4.8)安装在所述支架(4.7)上。
技术总结
本技术涉及一种手动控制汽车门盖零件包边的装置,属于汽车零件领域,装置包括包边靠模和压边组件;待包边零件安装在包边靠模上;压边组件包括压斜件和压平件;压斜件和压平件均包括气缸、定位导轨和支架;气缸安装在支架上;定位导轨固定在包边靠模侧面的预设位置;定位导轨为L型;支架前端具有U型槽,U型槽与定位导轨卡接;压斜件还包括斜压头;斜压头前端具有导向面,后端与气缸的伸缩端相连;压平件还包括平压头和平压头转轴;平压头的底面为平面,平压头后端与气缸的伸缩端和平压头转轴分别相连;平压头转轴滑动连接在支架上。本技术包边效率高,且对工人操作技能要求不高,降低了工人劳动强度。
技术研发人员:陈建,顾成波,龙广鹏
受保护的技术使用者:广西艾盛创制科技有限公司
技术研发日:20221215
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!