一种钎焊装夹结构的制作方法
本技术属于钎焊装夹,具体涉及一种钎焊装夹结构。
背景技术:
1、现在车载水冷板都会使用双面复合的材料,使用连续式氮气保护钎焊的方式焊接产品内外表面的零件,因产品表面铝板的复合层,在钎焊炉中会融化再结晶,为防止产品与工装粘连,一般钎焊夹紧工装材质会采用石墨块+不锈钢底板+c型夹组合的方式进行夹紧固定,使石墨与产品复合层接触,防止产品与工装粘连导致的产品报废。
2、现有的钎焊夹紧工装需使用c型夹锁紧,工时较长,单台产品工时48s,每天需装配8000台产品,耗费工时,并且石墨较脆,易损坏,工装稍有磕碰,就会照成石墨条破损或裂纹,石墨价格昂贵,连续生产的情况下,石墨每年需要全部更换一次,石墨价格约占整个工装成本的1/3,因此本实用新型针对以上内容,提供一种钎焊装夹结构,实现减少装配时间,降低工装维护成本的功能。
技术实现思路
1、本实用新型的目的在于提供一种钎焊装夹结构,以解决上述背景技术中提出的现有钎焊夹紧工装工时长,维护成本高的问题。
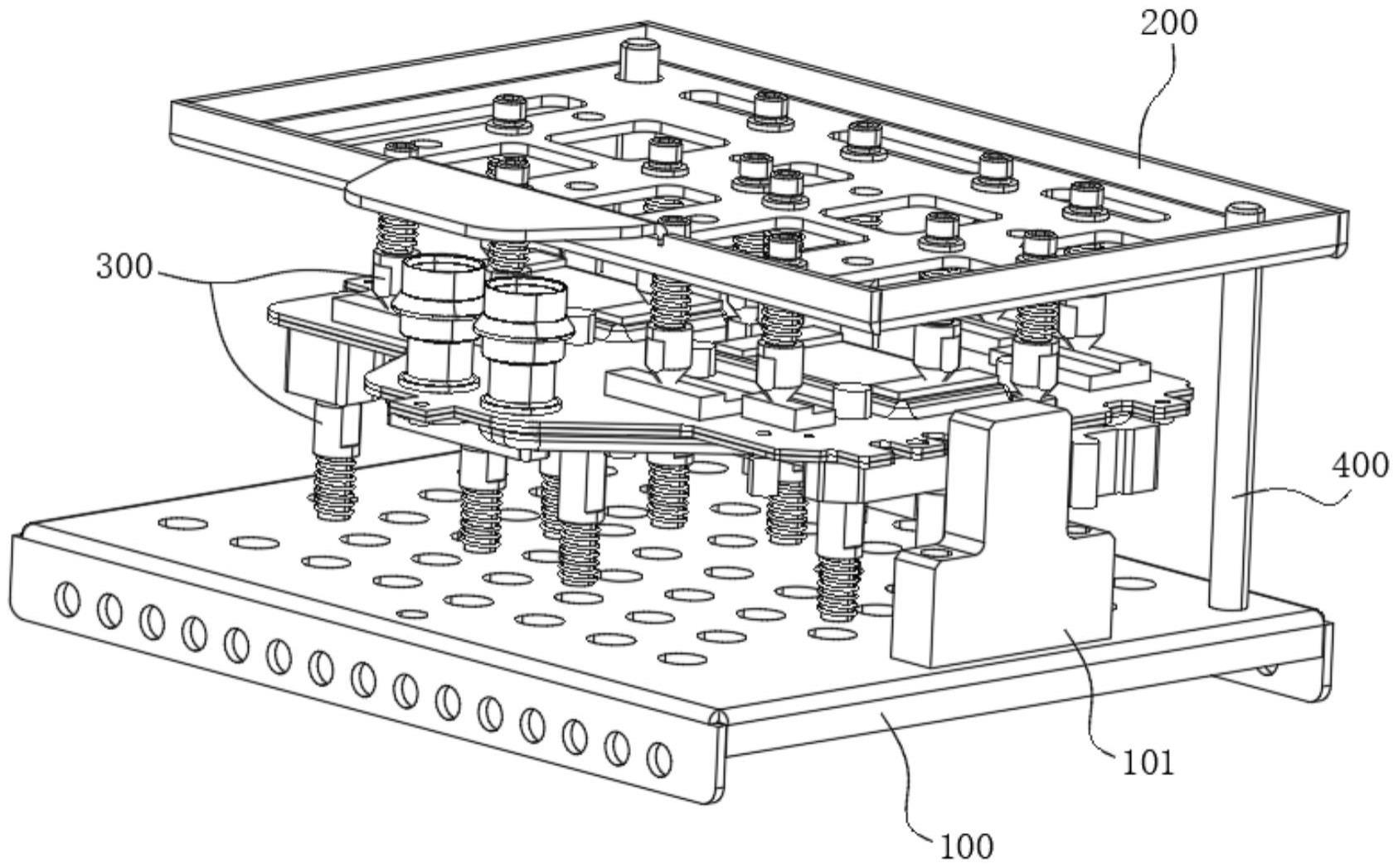
2、为实现上述目的,本实用新型提供如下技术方案:一种钎焊装夹结构,包括折弯底座,在所述折弯底座的顶部设置有工装盖板,所述折弯底座与工装盖板上均活动贯穿有支撑组件:
3、所述支撑组件包括螺栓、t型螺纹套、弹簧以及不锈钢柱;所述t型螺纹套的一端与所述螺栓螺纹旋合,该螺栓的末端旋入至不锈钢柱的内部;所述弹簧套设在t型螺纹套的外部,所述弹簧、不锈钢柱处于折弯底座与工装盖板内侧区域内。
4、优选的,所述折弯底座与工装盖板上开设有多个供t型螺纹套贯穿的孔,该孔的直径等于或者大于t型螺纹套的外径,所述t型螺纹套一端端面处于折弯底座与工装盖板的外部。
5、优选的,所述折弯底座的顶部边缘处还固定有至少两个铝块,所述铝块的高度小于所述折弯底座与工装盖板之间的间距。
6、优选的,所述折弯底座的顶端后表面处固定有导向柱,所述导向柱与工装盖板滑动连接。
7、优选的,所述折弯底座的纵截面呈拱形,所述铝块通过螺栓固定在所述折弯底座的顶端面上。
8、优选的,所述折弯底座的横截面面积大于所述工装盖板的横截面面积。
9、优选的,所述不锈钢柱末端呈圆台状,且所述不锈钢柱的外径大于所述孔的内径。
10、与现有技术相比,本实用新型的有益效果是:
11、在本实用新型中,采用不锈钢支撑柱代替石墨支撑,使每半年工装维护费用减少;去除c形夹装夹,依靠产品和工装自重提供压紧力,使产品在整个钎焊过程都会受到一个持续的压紧力,用来代替c形夹的夹紧力,减少了装配时间。
技术特征:
1.一种钎焊装夹结构,其特征在于:包括折弯底座(100),在所述折弯底座(100)的顶部设置有工装盖板(200),所述折弯底座(100)与工装盖板(200)上均活动贯穿有支撑组件(300);
2.根据权利要求1所述的一种钎焊装夹结构,其特征在于:所述折弯底座(100)与工装盖板(200)上开设有多个供t型螺纹套(302)贯穿的孔,该孔的直径等于或者大于t型螺纹套(302)的外径,所述t型螺纹套(302)一端端面处于折弯底座(100)与工装盖板(200)的外部。
3.根据权利要求2所述的一种钎焊装夹结构,其特征在于:所述折弯底座(100)的顶部边缘处还固定有至少两个铝块(101),所述铝块(101)的高度小于所述折弯底座(100)与工装盖板(200)之间的间距。
4.根据权利要求1所述的一种钎焊装夹结构,其特征在于:所述折弯底座(100)的顶端后表面处固定有导向柱(400),所述导向柱(400)与工装盖板(200)滑动连接。
5.根据权利要求1所述的一种钎焊装夹结构,其特征在于:所述折弯底座(100)的纵截面呈拱形,所述铝块(101)通过螺栓固定在所述折弯底座(100)的顶端面上。
6.根据权利要求5所述的一种钎焊装夹结构,其特征在于:所述折弯底座(100)的横截面面积大于所述工装盖板(200)的横截面面积。
7.根据权利要求1所述的一种钎焊装夹结构,其特征在于:所述不锈钢柱(304)末端呈圆台状,且所述不锈钢柱(304)的外径大于所述孔的内径。
技术总结
本技术公开了一种钎焊装夹结构,包括折弯底座,在所述折弯底座的顶部设置有工装盖板,所述折弯底座与工装盖板上均活动贯穿有支撑组件;所述支撑组件包括螺栓、T型螺纹套、弹簧以及不锈钢柱;所述T型螺纹套的一端与所述螺栓螺纹旋合,该螺栓的末端旋入至不锈钢柱的内部;所述弹簧套设在T型螺纹套的外部,所述弹簧、不锈钢柱处于折弯底座与工装盖板内侧区域内;在本技术中,采用不锈钢支撑柱代替石墨支撑,使每半年工装维护费用减少;去除C形夹装夹,依靠产品和工装自重提供压紧力,使产品在整个钎焊过程都会受到一个持续的压紧力,用来代替C形夹的夹紧力,减少了装配时间。
技术研发人员:牛志强,叶雨润,殷玉婷,庄珂
受保护的技术使用者:苏州东山精密制造股份有限公司
技术研发日:20221220
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!