一种CNC加工薄片类零件批量装夹装置的制作方法
本技术涉及一种薄片夹具,尤其是涉及一种cnc加工薄片类零件批量装夹装置。
背景技术:
1、在机械加工行业中薄壁类工件的加工装夹是一个比较头痛的问题。传统的装夹可以采用平口虎钳的装夹,但平口虎钳装夹多个薄壁工件只能装夹虎钳行程方向厚度一致的工件,对工件毛坯的厚度统一精度要求较高,一般情况下工件的毛坯尺寸精度都是比较差的,如果工件的厚度有误差在加工过程中可能出现松动导致工件报废。而且平口虎钳对于厚度不一样的薄壁工件根本无法装夹。
技术实现思路
1、本实用新型的目的就是为了提供一种cnc加工薄片类零件批量装夹装置,通过锁紧螺丝带动锁紧块移动,在锁紧块往边上移动的同时,收到夹具槽斜面的影响,锁紧块会靠近装夹零件的一侧移动,从而实现对薄片工件的夹紧。
2、本实用新型的目的可以通过以下技术方案来实现:
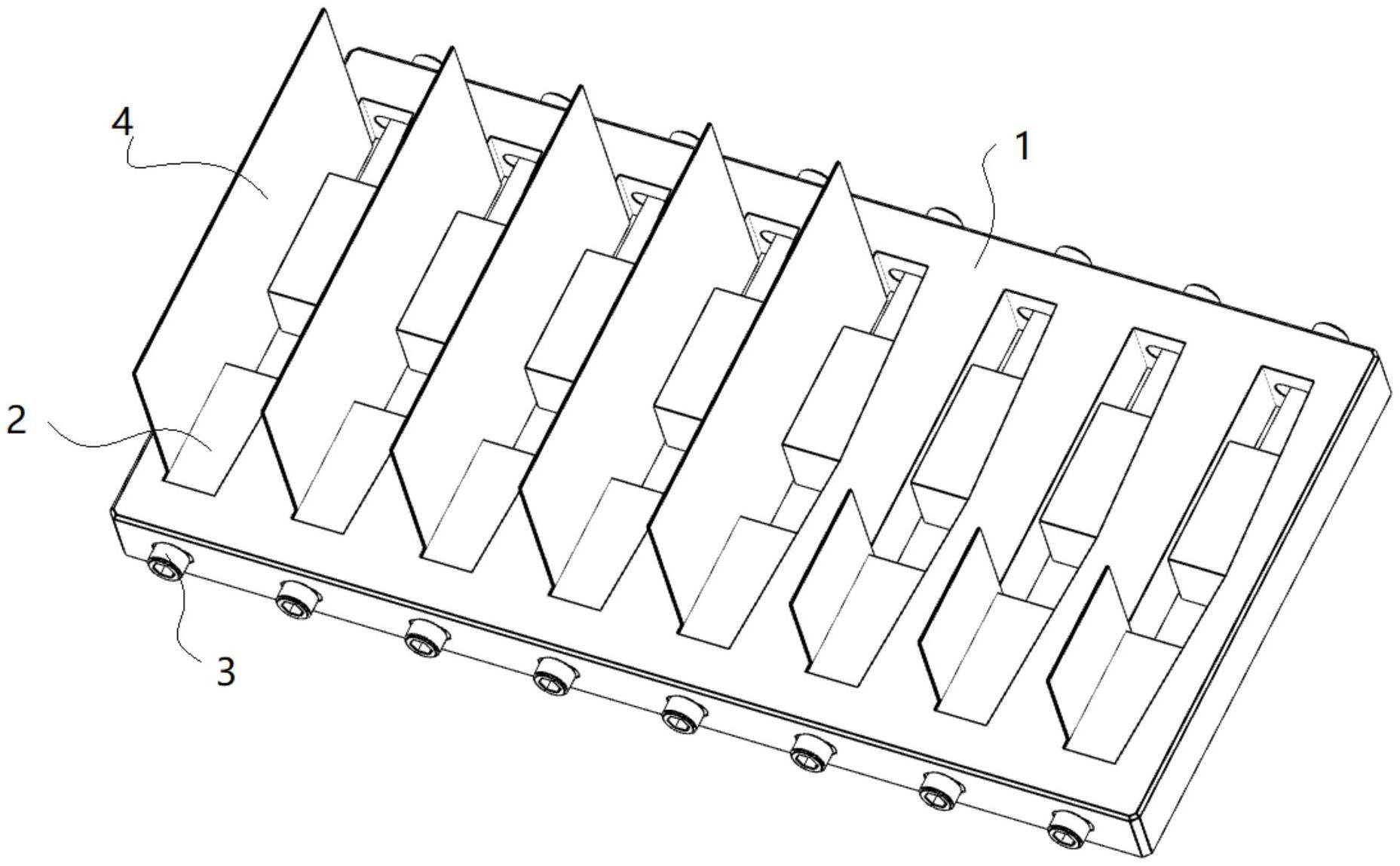
3、一种cnc加工薄片类零件批量装夹装置,包括主体板和多个锁紧块,所述主体板上开设有多个贯通板面设置的夹具槽,且各夹具槽平行设置,所述夹具槽的至少一端设有通孔,所述通孔为腰形孔,且夹具槽的宽度自远离通孔的一端至靠近通孔的一端渐小,所述锁紧块的两个侧面分别与夹具槽的两个侧面平行,且锁紧块的两个侧面均为平面,所述锁紧块中设有螺纹孔,所述锁紧块置于夹具槽中后由锁紧螺丝穿过所述通孔和锁紧块中螺纹孔固定。
4、所述夹具槽的横截面为直角梯形,所述夹具槽的仅一端设置有所述通孔,其中所述横截面为平行于主体板的板面方向的平面。
5、所述夹具槽的横截面为由两个直角梯形拼接而成,所述夹具槽的两端均设置有所述通孔,其中所述横截面为平行于主体板的板面方向的平面。
6、所述两个直角梯形的形状一致。
7、所述锁紧块中的螺纹孔为盲孔。
8、所述锁紧块中的螺纹孔为通孔。
9、所述锁紧螺丝为内六角圆柱头螺钉。
10、所述腰形孔的厚度和锁紧螺丝的外径一致。
11、所述锁紧块靠近通孔一侧的面为平面。
12、所述夹具槽共设有8个。
13、与现有技术相比,本实用新型具有以下有益效果:
14、1、通过锁紧螺丝带动锁紧块移动,在锁紧块往边上移动的同时,收到夹具槽斜面的影响,锁紧块会靠近装夹零件的一侧移动,从而实现对薄片工件的夹紧。
15、2、夹具槽的横截面为由两个直角梯形拼接而成,,从而可以实现对一些两端厚度不一致的粗料进行夹紧。
16、3、锁紧块中的螺纹孔为盲孔,可以提高夹紧块的强度。
17、4、腰形孔的厚度和锁紧螺丝的外径一致,避免发生上下移动。
技术特征:
1.一种cnc加工薄片类零件批量装夹装置,其特征在于,包括主体板和多个锁紧块,所述主体板上开设有多个贯通板面设置的夹具槽,且各夹具槽平行设置,所述夹具槽的至少一端设有通孔,所述通孔为腰形孔,且夹具槽的宽度自远离通孔的一端至靠近通孔的一端渐小,所述锁紧块的两个侧面分别与夹具槽的两个侧面平行,且锁紧块的两个侧面均为平面,所述锁紧块中设有螺纹孔,所述锁紧块置于夹具槽中后由锁紧螺丝穿过所述通孔和锁紧块中螺纹孔固定。
2.根据权利要求1所述的一种cnc加工薄片类零件批量装夹装置,其特征在于,所述夹具槽的横截面为直角梯形,所述夹具槽的仅一端设置有所述通孔,其中所述横截面为平行于主体板的板面方向的平面。
3.根据权利要求1所述的一种cnc加工薄片类零件批量装夹装置,其特征在于,所述夹具槽的横截面为由两个直角梯形拼接而成,所述夹具槽的两端均设置有所述通孔,其中所述横截面为平行于主体板的板面方向的平面。
4.根据权利要求3所述的一种cnc加工薄片类零件批量装夹装置,其特征在于,所述两个直角梯形的形状一致。
5.根据权利要求1所述的一种cnc加工薄片类零件批量装夹装置,其特征在于,所述锁紧块中的螺纹孔为盲孔。
6.根据权利要求1所述的一种cnc加工薄片类零件批量装夹装置,其特征在于,所述锁紧块中的螺纹孔为通孔。
7.根据权利要求1所述的一种cnc加工薄片类零件批量装夹装置,其特征在于,所述锁紧螺丝为内六角圆柱头螺钉。
8.根据权利要求1所述的一种cnc加工薄片类零件批量装夹装置,其特征在于,所述腰形孔的厚度和锁紧螺丝的外径一致。
9.根据权利要求1所述的一种cnc加工薄片类零件批量装夹装置,其特征在于,所述锁紧块靠近通孔一侧的面为平面。
10.根据权利要求1所述的一种cnc加工薄片类零件批量装夹装置,其特征在于,所述夹具槽共设有8个。
技术总结
本技术涉及一种CNC加工薄片类零件批量装夹装置,包括主体板和多个锁紧块,主体板上开设有多个贯通板面设置的夹具槽,且各夹具槽平行设置,夹具槽的至少一端设有通孔,通孔为腰形孔,且夹具槽的宽度自远离通孔的一端至靠近通孔的一端渐小,锁紧块的两个侧面分别与夹具槽的两个侧面平行,且锁紧块的两个侧面均为平面,锁紧块中设有螺纹孔,锁紧块置于夹具槽中后由锁紧螺丝穿过通孔和锁紧块中螺纹孔固定。与现有技术相比,本技术通过锁紧螺丝带动锁紧块移动,在锁紧块往边上移动的同时,收到夹具槽斜面的影响,锁紧块会靠近装夹零件的一侧移动,从而实现对薄片工件的夹紧。
技术研发人员:刘冬雪,韩成见,陈启超,沈兴春
受保护的技术使用者:上海新安汽车隔音毡有限公司
技术研发日:20221220
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!