动车组牵引拉杆及连杆组合工装的制作方法
本技术涉及组合工装,尤其涉及动车组牵引拉杆及连杆组合工装。
背景技术:
1、crh1a-a型动车组高级修时,需对牵引拉杆及其连杆节点进行重新退卸压装,以确保其节点性能,从而为动车组平稳运行提供技术、工艺保证,既往技术条件下,因牵引拉杆及连杆尺寸上的差异,通常将牵引拉杆及连杆分别拆卸、压装。
2、因此需要使用多个工装,造成资源浪费,单工装对单部件退卸或压装完成后再重新组装工装、设备,进行下一部件拆卸或压装作业,效率低下,实用性较差。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的动车组牵引拉杆及连杆组合工装。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、动车组牵引拉杆及连杆组合工装,包括底座、退卸工装、压装工装、牵引拉杆本体和拉杆节点,所述退卸工装的底端设有第一套接孔,压装工装的底端设有第二套接孔,所述底座的顶部设有第一待压孔、第二待压孔和第三待压孔,第一待压孔的一侧、第二待压孔的一侧和第三待压孔的一侧均设有压紧调节块,压紧调节块的一侧、第一待压孔的一侧、第二待压孔的一侧和第三待压孔的一侧均设有调节孔,调节孔内设有调节螺栓。
4、进一步的,所述拉杆节点设置在牵引拉杆本体上。
5、进一步的,所述底座的顶部设有两个定位孔。
6、进一步的,所述底座的顶部固定连接有多个吊环。
7、进一步的,所述压紧调节块为弧形结构。
8、本实用新型的有益效果为:
9、1、通过将拉杆节点置于待压孔上方,然后,通过第二套接孔将压装工装套于拉杆节点上方,即可进行压装,再通过将退卸工装置于牵引拉杆本体的拉杆节点的上方,即可进行退卸,因此,不需要使用多个工装,有利于资源的节约。
10、2、通过将压紧调节块固定在第一待压孔、第二待压孔和第三待压孔的一侧,可操作一侧压紧调节装置使杆件精准固定于底座,不会随压力机动作发生偏转,从而实现精准作业。
11、3、通过第一待压孔、第二待压孔和第三待压孔的设置便于不同规格的牵引拉杆的压装和退卸,提升工装的适用性。
技术特征:
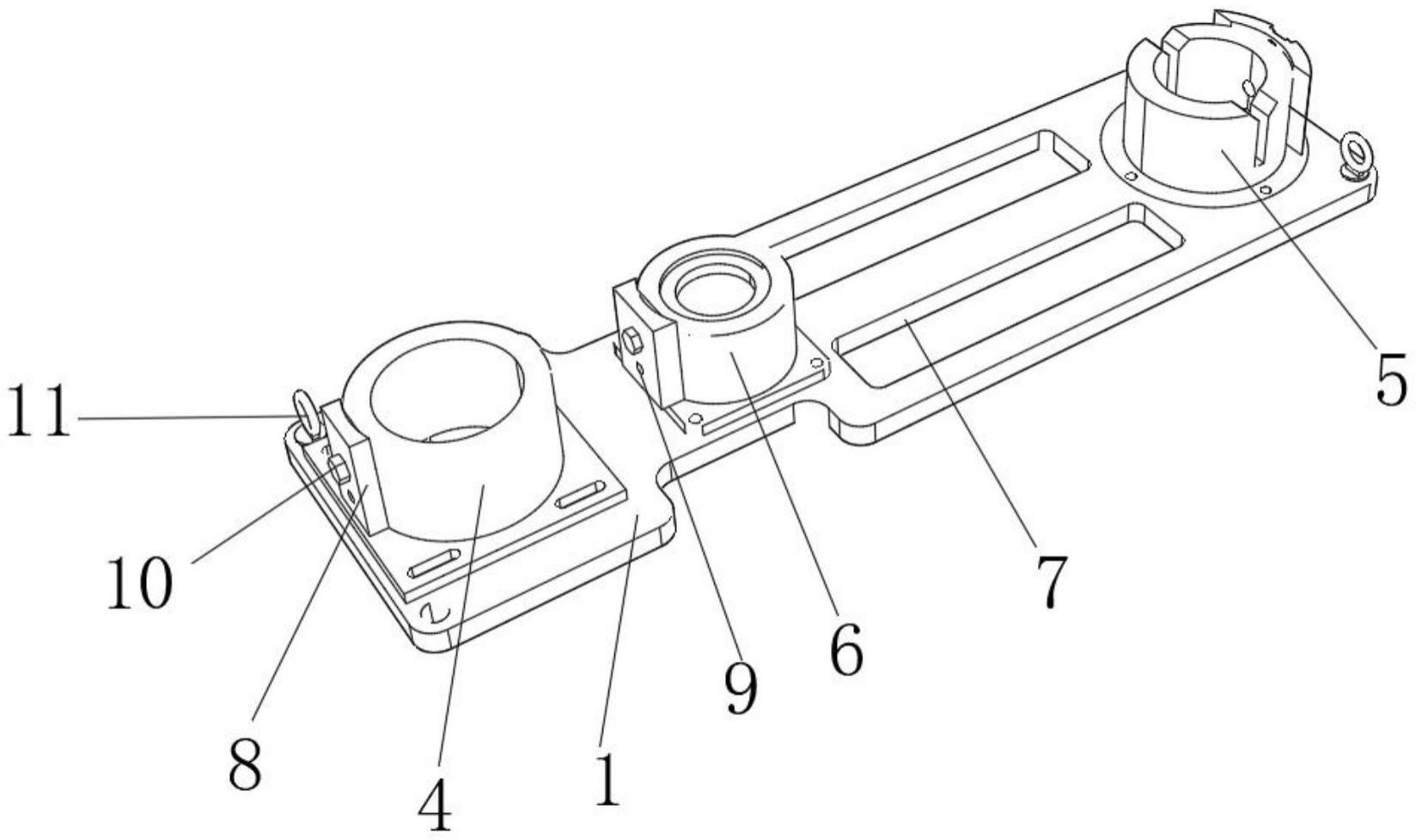
1.动车组牵引拉杆及连杆组合工装,包括底座(1)、退卸工装(2)、压装工装(3)、牵引拉杆本体(12)和拉杆节点(1201),其特征在于,所述退卸工装(2)的底端设有第一套接孔(201),压装工装(3)的底端设有第二套接孔(301),所述底座(1)的顶部设有第一待压孔(4)、第二待压孔(5)和第三待压孔(6),第一待压孔(4)的一侧、第二待压孔(5)的一侧和第三待压孔(6)的一侧均设有压紧调节块(8),压紧调节块(8)的一侧、第一待压孔(4)的一侧、第二待压孔(5)的一侧和第三待压孔(6)的一侧均设有调节孔(9),调节孔(9)内设有调节螺栓(10)。
2.根据权利要求1所述的动车组牵引拉杆及连杆组合工装,其特征在于,所述拉杆节点(1201)设置在牵引拉杆本体(12)上。
3.根据权利要求1所述的动车组牵引拉杆及连杆组合工装,其特征在于,所述底座(1)的顶部设有两个定位孔(7)。
4.根据权利要求1所述的动车组牵引拉杆及连杆组合工装,其特征在于,所述底座(1)的顶部固定连接有多个吊环(11)。
5.根据权利要求1所述的动车组牵引拉杆及连杆组合工装,其特征在于,所述压紧调节块(8)为弧形结构。
技术总结
本技术公开了动车组牵引拉杆及连杆组合工装,包括底座、退卸工装、压装工装、牵引拉杆本体和拉杆节点,所述退卸工装的底端设有第一套接孔,压装工装的底端设有第二套接孔,所述底座的顶部设有第一待压孔、第二待压孔和第三待压孔,第一待压孔的一侧、第二待压孔的一侧和第三待压孔的一侧均设有压紧调节块。本技术通过将拉杆节点置于待压孔上方,然后,通过第二套接孔将压装工装套于拉杆节点上方,即可进行压装,再通过将退卸工装置于牵引拉杆本体的拉杆节点的上方,即可进行退卸,因此,不需要使用多个工装,有利于资源的节约。
技术研发人员:宋哲健,易沐阳,吴锦强,苏强,张赫昀,马青山,李孙勇
受保护的技术使用者:中国铁路广州局集团有限公司广州动车段
技术研发日:20221220
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!