便于定位调节的自动换批头机构的制作方法
本技术涉及一种便于定位调节的自动换批头机构,属于自动化设备。
背景技术:
1、自动化技术广泛用于工业、农业、军事、科学研究、交通运输、商业、医疗、服务和家庭等方面。
2、现阶段,很多工厂都在大力推进自动化发展,在各类机械装配过程中,螺丝是最常见的机加工件。现有技术中,采用人工进行锁螺丝操作的工作强度大,生成效率低,最关键的是其质量参差不齐,返工率颇高,得不到有效的控制。除此之外,大多产品加工都需要先进行螺丝的预拧紧,然后再利用螺丝机将产品上的螺丝按照设计要求固定,并将螺丝的扭矩值调节至设计的标准数值,从而达到产品紧固度的标准,进而确保每件产品的产出质量达到统一标准。
3、目前,在大型控制柜的装配过程中,通常使用到两种不同规格的外六角螺栓,因此需要较高的批头更换频率。市面上的自动锁螺丝装置的功能有限,一直都难以实现自动更换批头的操作,采用手动调整的效率和质量都得不到控制。
4、因此,需要设计一种自动换批头机构,提高调整效率,保证锁螺丝质量。
技术实现思路
1、本实用新型的目的是克服现有技术存在的不足,提供一种便于定位调节的自动换批头机构。
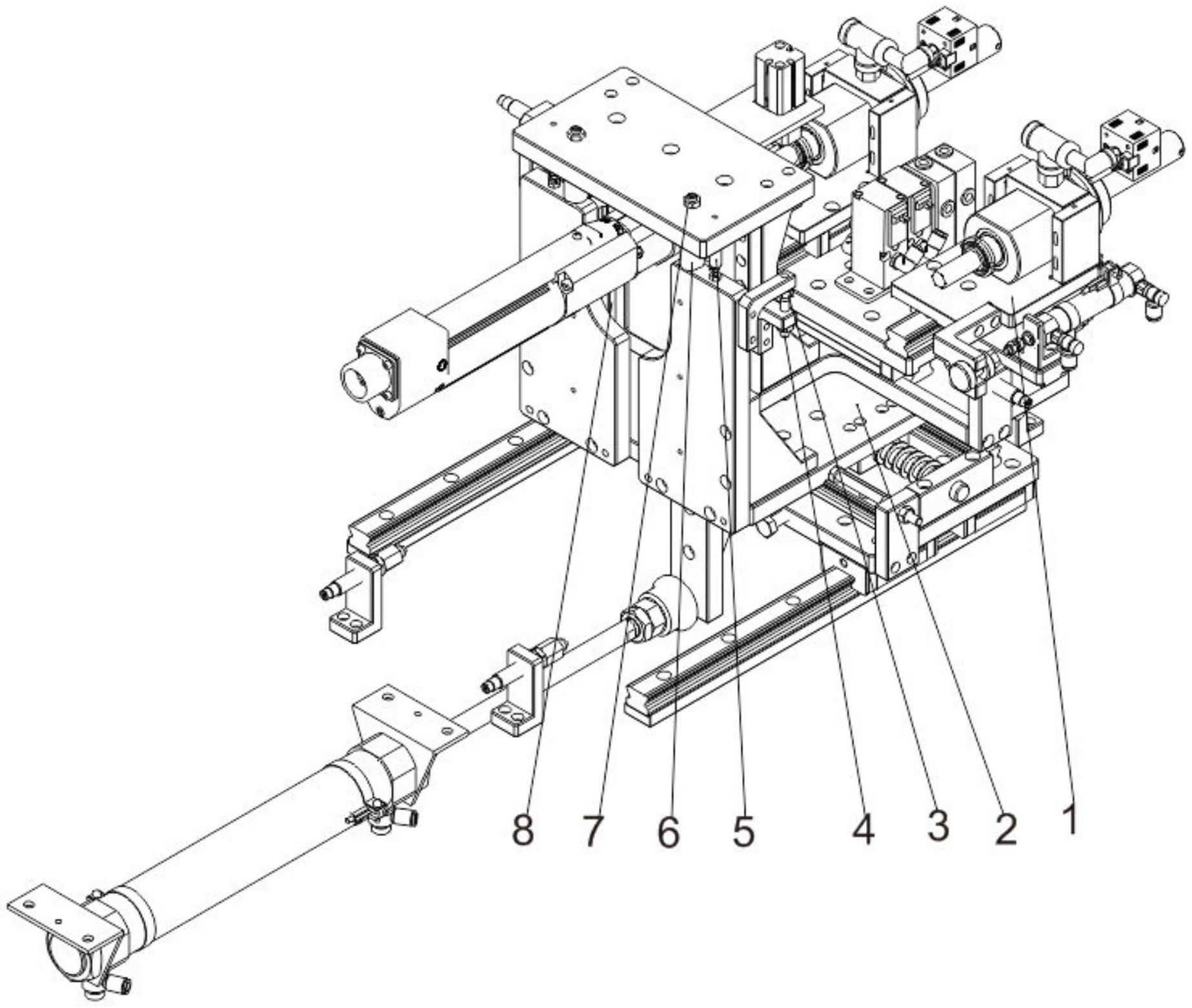
2、本实用新型的目的通过以下技术方案来实现:本实用新型提供的一种便于定位调节的自动换批头机构,包括批头切换装置与六角螺栓微调定位装置,所述批头切换装置与六角螺栓微调定位装置通过两组上下移动线轨相连接,所述上下移动线轨的轨道端面固定在六角螺栓微调定位装置上,所述上下移动线轨的滑动端面与批头切换装置滑动连接。
3、其特点是:一方面,所述批头切换装置设有第一批头机构与第二批头机构,所述第一批头机构与第二批头机构分别通过前后移动线轨与批头安装板连接,所述前后移动线轨的轨道端面与批头安装板固定安装,所述前后移动线轨的滑动端面与第一批头机构的滑块安装板滑动连接,所述第一批头机构与第二批头机构均设有批头前后气缸,所述两组批头前后气缸均通过支架固定在对应的批头安装板上,所述批头安装板通过左右移动线轨与第一批头机构与第二批头机构底部设置的底板连接,所述左右移动线轨的轨道端面固定在底板上,所述左右移动线轨的滑动端面则与批头安装板滑动连接,所述底板下侧安装有无杆气缸,所述无杆气缸的左右两侧分别安装有气缸连接板,所述气缸连接板与气缸推板浮动连接,所述气缸推板与批头安装板固定连接,所述批头切换装置左右两端分别设有缓冲器,所述缓冲器均通过缓冲器固定板固定于底板的左右两端,由此第一批头机构可在无杆气缸带动下在左右移动线轨上进行左右方向移动,并通过两端设置的缓冲器进行缓冲限位;另一方面,所述批头切换装置左右两侧分别设有第二调整螺丝组件与拉伸弹簧用支柱,所述六角螺栓微调定位装置左右两侧分别设有第二止动销与拉伸弹簧用支柱,其中所述第二调整螺丝组件与所述第二止动销设置位置相对应,所述批头切换装置与六角螺栓微调定位装置中间放置有用于限位的压缩弹簧,且二者设有的拉伸弹簧用支柱之间通过拉伸弹簧连接,可通过调整第一调整螺丝组件与拉伸弹簧进行批头切换装置向上方向的浮动微调限位,通过压缩弹簧与第二调整螺丝组件进行批头切换装置向下方向的浮动微调限位。
4、所述六角螺栓微调定位装置通过前后线轨与安装底板连接,所述前后气缸带动安装底板在前后线轨进行前后方向移动,并通过安装底板边缘设置的前后限位组件进行限位,左右方向移动第一模具弹簧实现对批头切换装置进行浮动微调,通过上下线轨连接底座与立板,所述立板的一侧设有第一止动销,且所述立板、底座的连接处设有两组加强筋,所述上下线轨的轨道端面固定在立板上,所述上下线轨的滑动端面与底座滑动连接,所述底座与安装底板通过左右线轨相连接,所述底座固定于左右线轨的滑块端面上,所述安装底板与左右线轨的轨道端面固定连接,所述安装底板上安装有左端限位组件与挡块,所述右端限位组件安装于在安装底板的右侧,所述安装底板的底端活动安装在前后线轨的滑块端面上,所述挡块中间孔插接安装有用于导向定位的导杆,所述导杆的一端穿接有第一模具弹簧,所述导杆的另一端通过螺钉连接有右端挡块,所述右端挡块再与底座固定连接。
5、进一步地,上述的便于定位调节的自动换批头机构当中,其中:所述大扭矩拧紧机构设有拧紧枪连接杆,通过拧紧枪连接杆自身内外六角与批头连接杆连接,且所述拧紧枪连接杆通过其设有的贯通长条孔与滑杆插接固定,且滑杆的端头处连接有滑块所述滑杆的两端均设有用于限位的第二卡簧,经由第二卡簧作用使滑块运动挤压第二模具弹簧,并在拧紧枪连接杆槽内产生细微滑动,从而使得拧紧枪连接杆与批头连接杆在连接时前后方向上产生轻微的浮动,另外,所述拧紧枪连接杆通过自身轴肩和第一卡簧与固定法兰连接,所述第一卡簧与固定法兰中间固定有连双轴承,其中固定法兰与大扭矩拧紧枪分别固定在连接板的前后两侧,大扭矩拧紧枪可设定需要扭力值,拧紧枪连接杆的六角槽内设有第二模具弹簧与滑块。
6、进一步地,上述的便于定位调节的自动换批头机构当中,其中:所述第一批头机构与第二批头机构均通过左右移动切换批头,再通过前后移动连接或分离大扭矩拧紧机构,为防止移动过程中方向偏转,第一批头机构、第二批头机构与大扭矩拧紧机构之间设有防转聚氨酯块,所述防转聚氨酯块固定安装在防转气缸上,所述防转气缸的底端设有防转气缸固定板,并通过防转气缸固定板与顶板固定连接,所述顶板通过l型的连接板与底板平行固定,且所述顶板顶端的两侧分别设有第二调整螺丝组件与拉伸弹簧用支柱。
7、更进一步地,上述的便于定位调节的自动换批头机构当中,其中:所述第一批头机构通过浮动接头连接有气缸活塞杆,通过所述气缸活塞杆能够带动第一批头机构进行前后方向移动,而且第一批头机构通过上侧设有的直接头与三通管件相连接,便于定位安装,第一批头机构通过一侧设有的批头连接杆与大扭矩拧紧机构插接连接,从而经由大扭矩拧紧机构带动第一批头机构旋转拧紧螺栓;所述第一批头机构的另一侧设有螺丝批头,螺丝批头对应相应外六角螺栓规格,螺丝批头的一侧六角面上吸附有两个圆磁铁,使连接外六角螺栓时提供一个磁力进行吸附,避免松动;另外含有进气孔检测外六角螺栓是否锁到位,所述第一批头机构的底端设有滑块安装板,所述滑块安装板底端设有传感器固定板,通过所述传感器固定板固定连接传感器,且所述滑块安装板前后两侧均设有调节滑槽,所述两组调节滑槽的滑槽内均安装有调整块,通过调节滑槽上的长条孔与调整块上的螺纹孔嵌合;所述调整块与导向块相连接,所述批头连接杆与调整块设为同心连接,且所述批头连接杆依次穿过同心连接的第一隔套、组合轴承、第二隔套、深沟球轴承、第一o型圈、第二o型圈及螺丝批头,其中所述第一隔套通过锁紧螺母与批头连接杆螺纹连接。
8、再进一步地,上述的便于定位调节的自动换批头机构当中,其中:所述批头连接杆的端头设为外六角形结构,批头连接杆的内部设有连接杆进气孔;所述螺丝批头的端头设为对应外六角螺栓规格的内六角形结构,所述螺丝批头的内部设有批头进气孔,所述批头进气孔的端头安装有第三o型圈。
9、本实用新型与现有技术相比具有显著的优点和有益效果,具体体现在以下方面:
10、①本实用新型能够进行批头自动更换,从而实现对两种不同种类的外六角螺栓锁紧,并通过扭紧枪能够将外六角螺栓锁紧的扭矩值达到设计标准数值,从而达到产品紧固的标准,确保每件产品产出的质量统一;
11、②外六角螺栓定位锁紧时,可对其进行上下、前后、左右方向的浮动微调,提高锁螺栓精度。
12、本实用新型的其他特征和优点将在随后的说明书阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型具体实施方式了解。本实用新型的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
- 还没有人留言评论。精彩留言会获得点赞!