自动螺丝攻牙调整角度一体机的制作方法
本技术属于自动化设备,尤其涉及一种自动螺丝攻牙调整角度一体机。
背景技术:
1、目前自动化机构代替人手完成螺钉的取、放、拧紧的自动化装置,稍加改变也可以用于柱状小零件的自动组装,在国外已得到广泛应用,目前国内不少企业应用前景十分广阔,主要应用于汽车零部件生产、电脑、显示屏、电机、灯具、手机、打印机、电路板、电池、仪表等的自动组装,可以大大提高生产效率,降低生产成本,提高可靠性。
2、中国专利文献公开号为:cn211516629u提供了一种扭紧机构,其中,包括底座、第一电机、第二电机、传动轮、连接件、万向杆和用于扭紧螺钉的螺钉刀头;所述传动轮转动连接于所述底座上,所述第一电机连接于所述底座上并用于驱动所述传动轮转动;所述连接件设有第一连接部和第二连接部,所述第一连接部与所述传动轮同轴连接,所述螺钉刀头连接于所述第二连接部上;所述第二电机连接于所述底座上,所述万向杆的一端连接于所述第二电机的转动轴上,所述万向杆的另一端连接于所述螺钉刀头上。在此方案中,第一电机工作使得传动轮转动,传动轮带动第一连接部转动,第一连接部转动带动第二连接部摆动,从而调节螺钉刀头的位置,第二电机工作,通过万向杆把动力传递到螺钉刀头上,使得螺钉刀头对螺钉进行扭转;通过传动轮与连接件配合将螺钉刀头到调节到所需位置,实现可调节定位,使得螺钉扭紧更加便捷,适用范围广,节省人工,提高效益。但当面对加工件需要同时打入tas螺丝和螺丝拧入时,扭紧机构只能对工件的螺丝进行拧入,随后工件需要移动至下一加工机台中进行打入tas螺丝,此过程中需要进行二次对位,且需要两名员工完成,费时费力,且在二次对位时容易产生偏差,导致加工件的合格率降低。
技术实现思路
1、本实用新型的目的在于提供一种自动螺丝攻牙调整角度一体机,旨在解决现有技术中的现有设备对加工件打入螺丝后,还需要一个人进行100%全检,以保证产品出货角度和距离精度然后将加工件放置到打tas机构上进行上tas螺丝,此过程需要进行二次对位,操作复杂,人工成本大等技术问题。
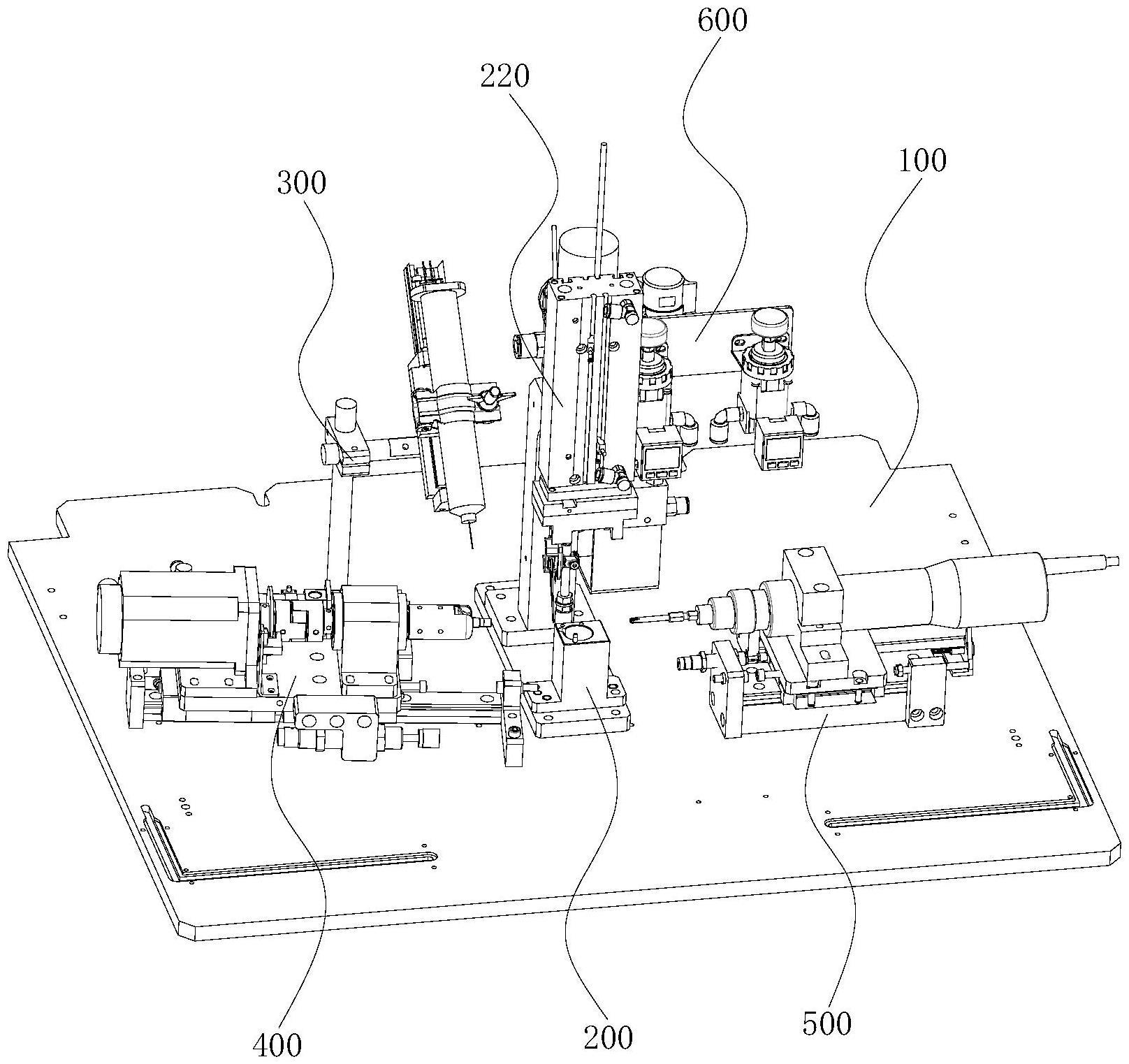
2、为实现上述目的,本实用新型实施例提供的一种自动螺丝攻牙调整角度一体机,包括底板、安装座、点胶机构、打tas机构和螺丝拧入机构。安装座设置在底板上,安装座上设有安装位,安装位用于放置加工件。打tas机构和螺丝拧入机构均设置在底板上,且分别位于安装座的两侧,打tas机构用于对位于安装位上的加工件安装tas螺丝,螺丝拧入机构用于对位于安装位上的加工件打入螺丝。点胶机构设置在底板上,且点胶机构的点胶端位于安装座和打tas机构之间。
3、进一步,安装座上还设有定位机构,定位机构包括定位气缸和定位块,定位机构设置在安装位的上方,定位气缸设置在安装座的上端,定位块与定位气缸的驱动端连接,定位气缸用于驱动定位块朝安装位方向上移动。定位块下端还设有定位凹槽。
4、进一步,安装座上还设有金属感应器,金属感应器的感应端位于安装位靠近打tas机构的一侧。
5、进一步,点胶机构包括支撑柱、连接块、连接柱、点胶气缸、点胶枪和点胶直线模组。支撑柱与底板连接,连接块两端分别连接支撑柱和连接柱。连接柱设置在点胶直线模组的下端,点胶气缸设置在点胶直线模组的一侧,且点胶气缸用于驱动点胶直线模组的滑块滑动。点胶枪设置在点胶直线模组的滑块上。
6、进一步,还包括一压力监控机构,压力监控机构设置在底板上,且与点胶枪连接,压力监控机构用于检测点胶枪上的压力值。
7、进一步,螺丝拧入机构包括螺丝拧入直线模组、螺丝拧入驱动气缸、螺钉刀头和螺丝拧入伺服马达。螺丝拧入伺服马达设置在螺丝拧入直线模组的滑块上,驱动气缸的驱动端与螺丝拧入直线模组的滑块连接,驱动气缸用于驱动螺丝拧入直线模组的滑块滑动。螺钉刀头设置在螺丝拧入伺服马达的驱动端,螺丝拧入伺服马达用于驱动螺钉刀头转动。
8、进一步,打tas机构包括导轨、安装板、打tas伺服马达、打tas驱动气缸和打tas头。导轨设置在底板上,安装板滑动连接在导轨上,且安装板沿导轨方向滑动。打tas驱动气缸设置在底板上,且打tas驱动气缸的驱动端连接安装板,用于驱动安装板沿导轨方向上滑动。打tas驱动伺服马达设置在安装板上,打tas头与打tas驱动伺服马达的驱动端连接,打tas驱动伺服马达用于驱动打tas头转动。
9、本实用新型实施例提供的自动螺丝攻牙调整角度一体机中的上述一个或多个技术方案至少具有如下技术效果之一:
10、1、将加工件放置在安装座的安装位上,随后进行定位,定位完成的加工件位于安装位上,此时加工件一侧的螺丝拧入机构工作,对加工件的一端进行螺丝拧入,同时,加工件的另一侧的点胶机构对加工件的打入tas螺丝端进行点胶,随后打tas机构驱动tas螺丝打入加工件中,使加工件在同一工位上完成两个加工动作,节省了人工对位的时间成本和人员成本。
技术特征:
1.一种自动螺丝攻牙调整角度一体机,其特征在于:包括底板、安装座、点胶机构、打tas机构和螺丝拧入机构;所述安装座设置在所述底板上,所述安装座上设有安装位,所述安装位用于放置加工件;所述打tas机构和所述螺丝拧入机构均设置在所述底板上,且分别位于所述安装座的两侧,所述打tas机构用于对位于所述安装位上的加工件安装tas螺丝,所述螺丝拧入机构用于对位于所述安装位上的加工件打入螺丝;所述点胶机构设置在所述底板上,且所述点胶机构的点胶端位于所述安装座和所述打tas机构之间。
2.根据权利要求1所述的自动螺丝攻牙调整角度一体机,其特征在于:所述安装座上还设有定位机构,所述定位机构包括定位气缸和定位块,所述定位机构设置在所述安装位的上方,所述定位气缸设置在所述安装座的上端,所述定位块与所述定位气缸的驱动端连接,所述定位气缸用于驱动所述定位块朝所述安装位方向上移动;所述定位块下端还设有定位凹槽。
3.根据权利要求2所述的自动螺丝攻牙调整角度一体机,其特征在于:所述安装座上还设有金属感应器,所述金属感应器的感应端位于所述安装位靠近所述打tas机构的一侧。
4.根据权利要求1所述的自动螺丝攻牙调整角度一体机,其特征在于:所述点胶机构包括支撑柱、连接块、连接柱、点胶气缸、点胶枪和点胶直线模组;所述支撑柱与所述底板连接,所述连接块两端分别连接所述支撑柱和所述连接柱;所述连接柱设置在所述点胶直线模组的下端,所述点胶气缸设置在所述点胶直线模组的一侧,且所述点胶气缸用于驱动所述点胶直线模组的滑块滑动;所述点胶枪设置在所述点胶直线模组的滑块上。
5.根据权利要求4所述的自动螺丝攻牙调整角度一体机,其特征在于:还包括一压力监控机构,所述压力监控机构设置在所述底板上,且与所述点胶枪连接,所述压力监控机构用于检测点胶枪上的压力值。
6.根据权利要求1所述的自动螺丝攻牙调整角度一体机,其特征在于:所述螺丝拧入机构包括螺丝拧入直线模组、螺丝拧入驱动气缸、螺钉刀头和螺丝拧入伺服马达;所述螺丝拧入伺服马达设置在所述螺丝拧入直线模组的滑块上,所述驱动气缸的驱动端与所述螺丝拧入直线模组的滑块连接,所述驱动气缸用于驱动所述螺丝拧入直线模组的滑块滑动;所述螺钉刀头设置在所述螺丝拧入伺服马达的驱动端,所述螺丝拧入伺服马达用于驱动所述螺钉刀头转动。
7.根据权利要求1所述的自动螺丝攻牙调整角度一体机,其特征在于:所述打tas机构包括导轨、安装板、打tas伺服马达、打tas驱动气缸和打tas头;所述导轨设置在所述底板上,所述安装板滑动连接在所述导轨上,且所述安装板沿导轨方向滑动;所述打tas驱动气缸设置在所述底板上,且所述打tas驱动气缸的驱动端连接所述安装板,用于驱动所述安装板沿所述导轨方向上滑动;所述打tas驱动伺服马达设置在所述安装板上,所述打tas头与所述打tas驱动伺服马达的驱动端连接,所述打tas驱动伺服马达用于驱动所述打tas头转动。
技术总结
本技术属于自动化设备技术领域,尤其涉及一种自动螺丝攻牙调整角度一体机,包括底板、安装座、点胶机构、打TAS机构和螺丝拧入机构。安装座设置在底板上,安装座上设有安装位,安装位用于放置加工件。打TAS机构和螺丝拧入机构均设置在底板上,且分别位于安装座的两侧,打TAS机构用于对位于安装位上的加工件安装TAS螺丝,螺丝拧入机构用于对位于安装位上的加工件打入螺丝。点胶机构设置在底板上,且点胶机构的点胶端位于安装座和打TAS机构之间。使加工件在同一工位上完成两个加工动作,节省了人工对位的时间成本和人员成本。
技术研发人员:林汉斌
受保护的技术使用者:骏马精密工业(惠州)有限公司
技术研发日:20221223
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!