一种空心轴类锻件的挤压成形工装的制作方法
本技术涉及一种挤压成形工装,特别是涉及了一种空心轴类锻件的挤压成形工装。
背景技术:
1、大型长轴类锻件作为大型机械的重要部件广泛应用于航空、航天、船舶及工程机械等领域,通常需要其具有良好的性能。锻造工艺能够直接影响大型长轴类锻件的组织性能。目前常用的成形方法一般采用局部成形,这种成形方法变形不均匀、整体性能较差,锻件的流线不连续,稳定性差,而且局部成形需要放更大的余量,导致材料利用率低,进而使成本增加。
2、2003年8月13日公开的中国发明专利说明书cn1435287a(申请号:02122933.3)公开了一种长轴类高温合金大锻件整体锻造工艺,主要公开了长轴类高温合金大锻件的锻造过程,如下料、加热、制坯、锻造、机加、热处理等,通过采用自由锻局部成形,却没有解决变形不均匀、整体性能较差、材料利用率低等缺陷。而且对于空心轴来讲,轴类空心部位尺寸不好控制。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种空心轴类锻件的挤压成形工装,能够有效地解决变形不均匀、整体性能较差、材料利用率低等缺陷。
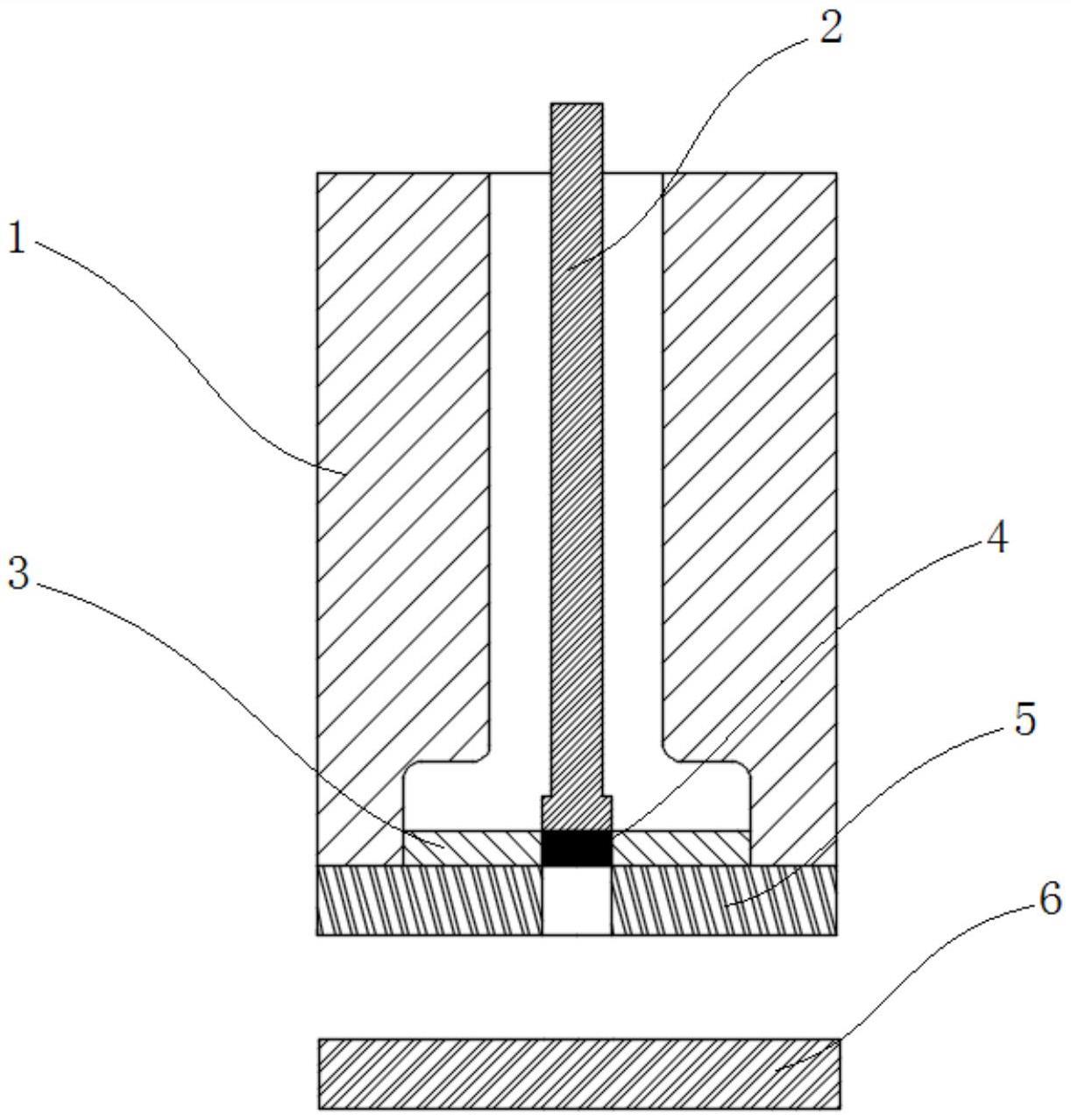
2、为了解决上述问题,本实用新型涉及了一种空心轴类锻件的挤压成形工装,其特征在于,该工装包括挤压模具、挤压冲头、法兰挡板、料头挡板、i号垫板、ii号垫板;所述挤压模具上部的中间有轴型空腔,下部的中间部位有法兰空腔;所述挤压冲头是由杆部和冲头组成,其长度大于模具的高度,并且冲头尺寸大于杆部尺寸;所述法兰挡板置于挤压模具的法兰空腔下端,其中间有与冲头大小一致的通孔;所述料头挡板置于法兰挡板的中间通孔内;所述i号垫板、ii号垫板放置在挤压模具、法兰挡板、料头挡板的下端;所述ii号垫板的中间有一个与冲头大小一致的通孔。
3、特别地,所述i号垫板是在锻件挤压成型过程中,锻件未完全填充时使用,当锻件完全填充后,将i号垫板换成ii垫板,便于料头挤出。
4、与现有技术相比,本实用新型的有益效果如下:
5、本实用新型所述的一种空心轴类锻件的挤压成形工装,采用挤压模具、挤压冲头、法兰挡板、料头挡板、i号垫板、ii垫板等分体结构设计,一方面能够提高锻件的整体性能、材料利用率,解决变形不均匀,降低成本;另一方面能够方面锻件出模。
技术特征:
1.一种空心轴类锻件的挤压成形工装,其特征在于,该工装包括挤压模具、挤压冲头、法兰挡板、料头挡板、i号垫板、ii号垫板;所述挤压模具上部的中间有轴型空腔,下部的中间部位有法兰空腔;所述挤压冲头是由杆部和冲头组成,其长度大于模具的高度,并且冲头尺寸大于杆部尺寸;所述法兰挡板置于挤压模具的法兰空腔下端,其中间有与冲头大小一致的通孔;所述料头挡板置于法兰挡板的中间通孔内;所述i号垫板、ii号垫板放置在挤压模具、法兰挡板、料头挡板的下端;所述ii号垫板的中间有一个与冲头大小一致的通孔。
技术总结
本技术公开了一种空心轴类锻件的挤压成形工装,其特征在于,该工装包括挤压模具、挤压冲头、法兰挡板、料头挡板、I号垫板、II号垫板;所述挤压模具上部的中间有轴型空腔,下部的中间部位有法兰空腔;所述挤压冲头是由杆部和冲头组成,其长度大于模具的高度,并且冲头尺寸大于杆部尺寸;所述法兰挡板置于挤压模具的法兰空腔下端,其中间有与冲头大小一致的通孔;所述料头挡板置于法兰挡板的中间通孔内;所述I号垫板、II号垫板放置在挤压模具、法兰挡板、料头挡板的下端;所述II号垫板的中间有一个与冲头大小一致的通孔;采用分体结构设计,能够提高锻件的整体性能、材料利用率,解决变形不均匀,降低成本。该技术适用于空心轴类锻件的挤压成形。
技术研发人员:王宇锋,葛金锋,王德云
受保护的技术使用者:贵州安大航空锻造有限责任公司
技术研发日:20221227
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!