二维校平机的制作方法
本技术涉及液压校直机制造,尤其是一种用于工业刀片在二维方向同时校直的校直机。
背景技术:
1、工业刀片在制造过程中进行热处理时存在变形的问题,影响到后续的机加工和最终产品质量,因此需要对热处理后的工件进行校平。如对直形刀片平面度和直线度需要有一定要求,因此需要在垂直与水平两个方向进行校平。而刀片的校平多是在热处理(淬火)的冷却过程中,待刀片尚未完全冷却到室温时将刀片送到校平机内,开启液压油缸对工件施加压力,对工件起到校平和限制变形的作用。采用传统校平装置(原理如图1所示)和工艺因仅能对工件(刀片)的一个方向施压,局限于校平的单一方向,只能在完成直形刀片平面度或直线度校平后再进行另一参数的校平;这样不仅校平效率低,且再进行另一参数的校平时,工件(刀片)的温度降得更低,不利于校平,同时平面度和直线度分开校平有时会相互影响,不能同时得到很好的矫正。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种二维校平机,它可以解决现有的校平机,平面度和直线度分开校平校平效率低,两个参数不能同时得到很好的矫正的问题。
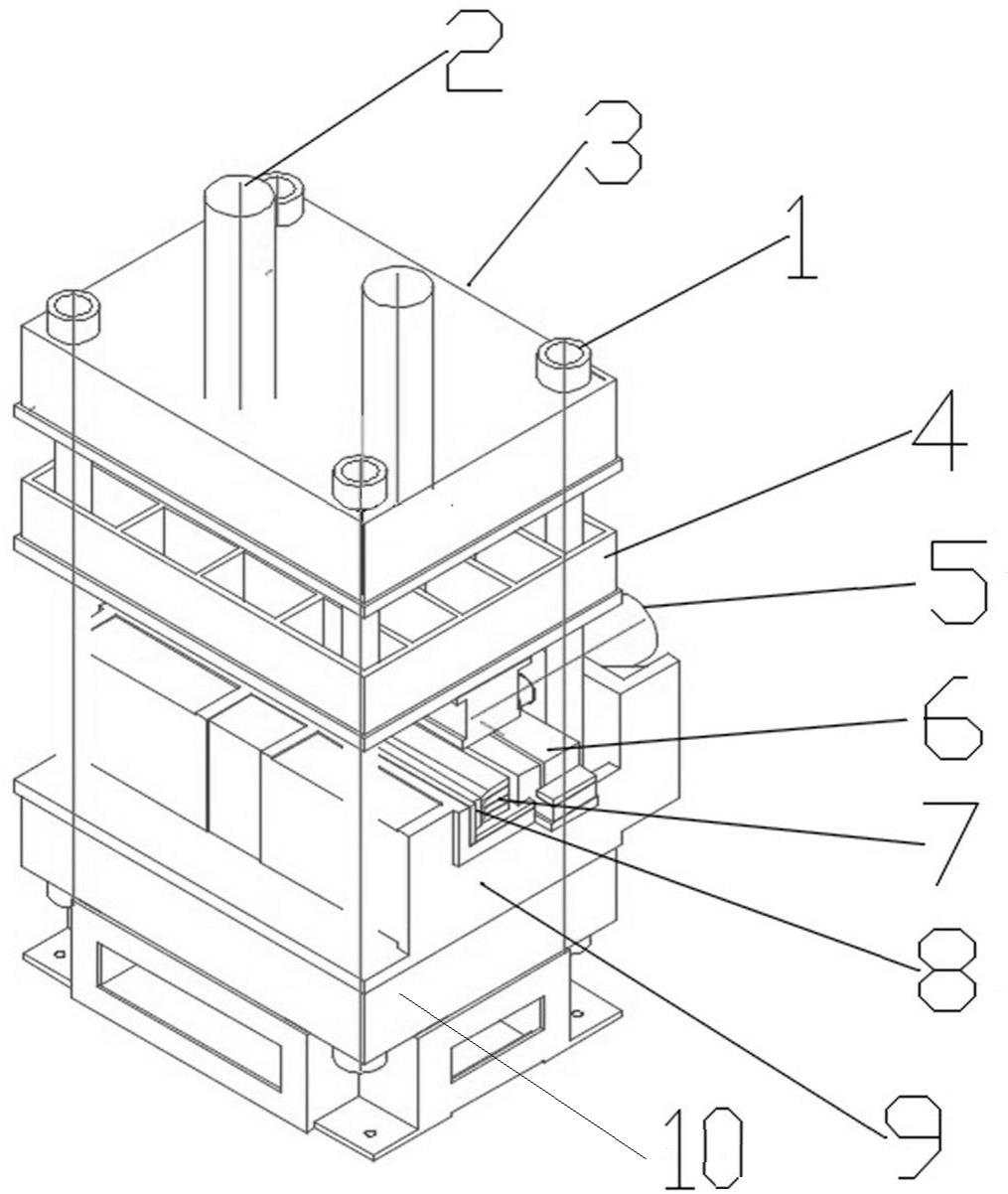
2、为了解决上述问题,本实用新型的技术方案是:这种二维校平机包括上机架和下机架、上支座和下支座及垂直液压缸;所述上机架与所述下机架之间四周安装有导向柱;所述垂直液压缸安装在所述上机架上方;所述上支座连接所述垂直液压缸的活塞杆,所述上支座下方装有垂直方向的压头,所述上支座在垂直液压缸作用下沿所述导向柱移动;所述下支座设置在下机架上;还包括水平液压缸,所述水平液压缸安装在所述下支座一侧,所述水平液压缸的活塞杆连接向水平方向移动的压头。
3、上述技术方案中,更为具体的方案是:所述下支座内设置有用于承接工件的水平垫板和侧垫板,根据一次校平的刀片的数量或厚度选取所述水平垫板和所述侧垫板的数量或厚度。
4、由于采用上述技术方案,本实用新型与现有技术相比具有如下有益效果:
5、本实用新型能同时对多件工件两个方向施压进行二维校平,对工件的二维变形起到校平作用,提高了工件校平效率,降低生产成本。解决了传统校平机的校平效率低及平面度和直线度不能同时得到很好保证的问题。
技术特征:
1.一种二维校平机,包括上机架和下机架、上支座和下支座以及垂直液压缸;所述上机架与所述下机架之间安装有导向柱;所述垂直液压缸安装在所述上机架上;所述上支座连接所述垂直液压缸的活塞杆,所述上支座下方装有垂直方向的压头;所述下支座设置在下机架上,其特征在于:还包括水平液压缸,所述水平液压缸安装在所述下支座一侧,所述水平液压缸的活塞杆连接水平方向的压头。
2.根据权利要求1所述的二维校平机,其特征在于:所述下支座内设置有用于承接工件的水平垫板和侧垫板,根据一次校平的刀片的数量或厚度选取所述水平垫板和所述侧垫板的数量或厚度。
技术总结
本技术公开一种二维校平机,涉及刀片制造技术领域,包括上机架和下机架、上支座和下支座以及垂直液压缸;所述上机架与所述下机架之间安装有导向柱;所述垂直液压缸安装在所述上机架上;所述上支座连接所述垂直液压缸的活塞杆,所述上支座下方装有垂直方向的压头;所述下支座设置在下机架上,还包括水平液压缸,所述水平液压缸安装在所述下支座一侧,所述水平液压缸的活塞杆连接水平方向的压头。本技术可以解决现有的校平机对刀片平面度和直线度分开校平造成校平效率低,两个参数不能同时得到很好矫正的问题。
技术研发人员:黄一强,覃志华
受保护的技术使用者:柳州市立丰刀片制造有限责任公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!