一种十孔侧冲冲压模具的制作方法
本技术模具加工领域,具体涉及一种十孔侧冲冲压模具。
背景技术:
1、防雨杆座零件侧壁上有5个φ1.75小孔和5个1.55×1.55方孔,零件结构如图1所示。这10个孔现有加工方法为冲压,冲压工艺过程为一个工步冲压完成1个孔,10个孔分10次冲压完成。冲压5个φ1.75小孔和5个1.55×1.55方孔模具结构如图2所示。由于5个φ1.75小孔和5个1.55×1.55方孔在零件圆周方向和轴线方向按一定角度和距离分布,冲第1个φ1.75小孔时,轴线方向上的距离以圆锥端面定位,圆周方向无需定位;冲第2个φ1.75小孔时,以第1个φ1.75小孔定位,以此类推,直至第5个φ1.75小孔加工完成;加工第1个1.55×1.55方孔时,以第5个φ1.75小孔定位,加工第2个1.55×1.55方孔时,以第1个1.55×1.55方孔定位,直至第5个1.55×1.55方孔加工完成。
2、结合图1、图2,因为防雨座零件现有模具结构,导致零件各孔位置误差累积加大,尺寸精度较差;其次,由于模具结构和加工方式的限制,导致加工生产效率低,劳动强度大。
技术实现思路
1、(一)要解决的技术问题
2、本实用新型要解决的技术问题是:提供一种十孔侧冲冲压模具结构,用于解决现有模具结构加工过程中位置尺寸累计误差大的问题。
3、(二)技术方案
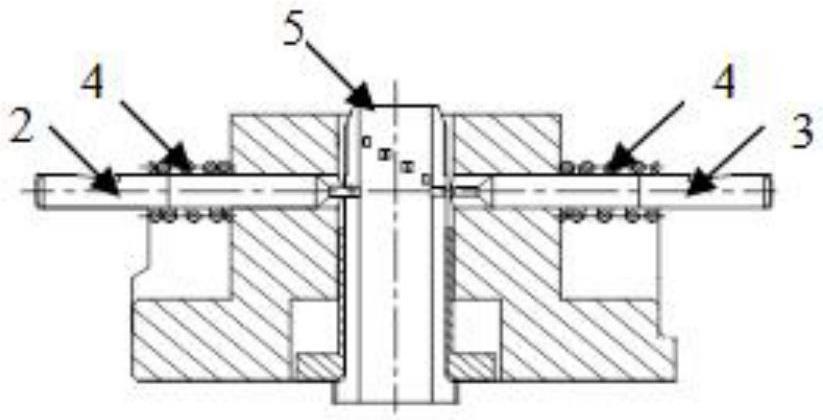
4、为解决上述技术问题,本实用新型提供一种十孔侧冲冲压模具,包括:楔铁1、圆冲头2、方孔冲头3、弹簧4、凹模5;
5、所述圆冲头2与方孔冲头3以凹模5为圆心两端对称设置有若干组,每组之间按一定角度和螺旋升角在圆冲头2与方孔冲头3圆周方向排列,每个圆冲头2与方孔冲头3侧壁上设有弹簧4),尾部上设有楔铁1;
6、所述凹模5上开设有若干孔,分别对应圆冲头2与方孔冲头3。
7、其中,所述圆冲头2与方孔冲头3共设有5组,所述圆冲头2直径设置为,相邻两组圆冲头2与方孔冲头3之间圆心角相同。
8、其中,所述弹簧4将圆冲头2和方孔冲头3沿凹模5半径方向上向外侧顶出,将防雨杆座零件套入凹模5后,启动冲床,冲床击打楔铁1,压缩弹簧4带动圆冲头2和方孔冲头3对零件冲制。
9、(三)有益效果
10、与现有技术相比较,本实用新型具备如下有益效果:本实用新型所提供的十孔侧冲冲压模具结构,由于在模具上实现5个φ1.75圆孔和5个1.55×1.55方孔一次冲压完成,相比较于现有模具结构,本实用新型能够保证零件尺寸位置精度,提高产品质量和生产效率。
技术特征:
1.一种十孔侧冲冲压模具,其特征在于,包括:楔铁(1)、圆冲头(2)、方孔冲头(3)、弹簧(4)、凹模(5);
2.如权利要求1所述的十孔侧冲冲压模具,其特征在于,所述圆冲头(2)与方孔冲头(3)共设有5组,所述圆冲头(2)直径设置为,相邻两组圆冲头(2)与方孔冲头(3)之间圆心角相同。
3.如权利要求2所述的十孔侧冲冲压模具,其特征在于,所述弹簧(4)将圆冲头(2)和方孔冲头(3)沿凹模(5)半径方向上向外侧顶出,将防雨杆座零件套入凹模(5)后,启动冲床,冲床击打楔铁(1),压缩弹簧(4)带动圆冲头(2)和方孔冲头(3)对零件冲制。
技术总结
本技术涉及一种十孔侧冲冲压模具结构,属于模具加工领域。包括:楔铁(1)、圆冲头(2)、方孔冲头(3)、弹簧(4)、凹模(5),本技术所提供的十孔侧冲冲压模具结构,由于在模具上实现5个Φ1.75圆孔和5个1.55×1.55方孔一次冲压完成,相比较于现有模具结构,本技术能够保证零件尺寸位置精度,提高产品质量和生产效率。
技术研发人员:吕景辉,季勇,张凯武,王英卓
受保护的技术使用者:辽宁华兴机电有限公司
技术研发日:20221227
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!