一种适用于整体压装机构中的卡扣上料装置的制作方法
本技术涉及机械自动化领域,尤其涉及一种适用于整体压装机构中的卡扣上料装置。
背景技术:
1、传统全手工上料模式中出现的产品放置位置不一,整体压装效果不一以及手工上料工时过长的问题。在传统的全手工上料模式中,卡扣的放置情况需要人工目检确认,无法保证卡扣的放置完全合理,间接影响整体卡扣的压装效果。全手工上料模式为了保证卡扣放置情况较好,人工目检操作时间较长,生产效率低。
技术实现思路
1、本实用新型克服了现有技术的不足,提供一种操作便捷的适用于整体压装机构中的卡扣上料装置,将切料机构与振动盘配合实现交替式自动供料,同时在交替供料的过程中对切料机构承接物料实现导向操作。
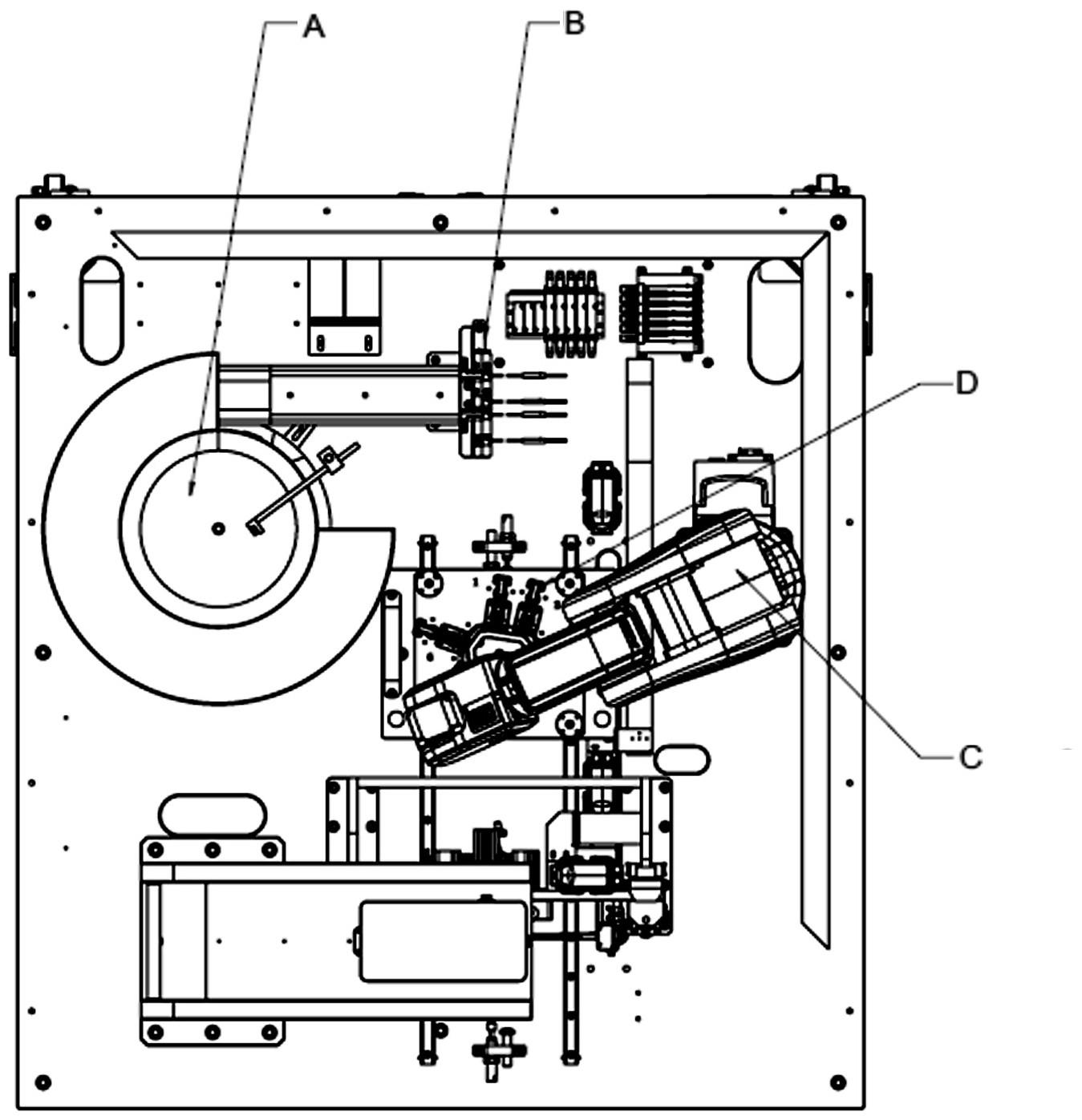
2、为达到上述目的,本实用新型采用的技术方案为:一种适用于整体压装机构中的卡扣上料装置,包括振动盘上料组件以及与振动盘上料组件的出料口对接的切料机构,切料机构包括设置在安装架上的切料板一以及通过气动滑台驱动设置在切料板一的一侧的切料板二,且切料板一上设置有能与振动盘上料组件的出料口对接的切料槽一,切料板二上设置有若干个切料槽二,且切料板二通过气动滑台驱动使切料槽二相对切料槽一往复位移对接。
3、本实用新型一个较佳实施例中,振动盘上料组件包括供料振动盘,以及与供料振动盘对接的送料直振轨道,送料直振轨道的出料侧通过可调节型支架与切料机构对接。
4、本实用新型一个较佳实施例中,可调节型支架包括设置在供料振动盘出料侧下方的固定座,固定座上设置有安装底板,安装底板上设置有多根纵向设置的调节螺杆,调节螺杆旋设有安装顶板,安装顶板上设置有送料直振轨道。
5、本实用新型一个较佳实施例中,切料板一上设置有至少一对间隔设置的能与振动盘上料组件的出料口对接的切料槽一,切料板二上设置有两对切料槽二。
6、本实用新型一个较佳实施例中,切料板一上设置有位于切料槽一上方的引导块,且引导块与切料槽一之间预留有工件传送的间隙。
7、本实用新型一个较佳实施例中,切料机构的一侧还设置有能相对切料机构上的切料槽二动作位移的机械手,机械手包括驱动部以及驱动设置在驱动部上的吸盘安装法兰,吸盘安装法兰上设置有若干个用于吸附工件的真空吸盘。
8、本实用新型解决了背景技术中存在的缺陷,本实用新型有益效果:
9、本实用新型采用振动盘与机械手结合的方式替换全手工上料模式,充分利用生产时间提高生产效率。采用双轨道振动盘供料配合四位置切料机构,实现快速上料功能。
10、机械手利用负压装置将切料机构等待位的卡扣吸起并放置到工装上,大幅减少卡扣在工装上的位置偏移程度。
技术特征:
1.一种适用于整体压装机构中的卡扣上料装置,其特征在于:包括振动盘上料组件以及与所述振动盘上料组件的出料口对接的切料机构,所述切料机构包括设置在安装架上的切料板一以及通过气动滑台驱动设置在所述切料板一的一侧的切料板二,且所述切料板一上设置有能与所述振动盘上料组件的出料口对接的切料槽一,所述切料板二上设置有若干个切料槽二,且所述切料板二通过气动滑台驱动使切料槽二相对切料槽一往复位移对接。
2.根据权利要求1所述的适用于整体压装机构中的卡扣上料装置,其特征在于:所述振动盘上料组件包括供料振动盘,以及与所述供料振动盘对接的送料直振轨道,所述送料直振轨道的出料侧通过可调节型支架与所述切料机构对接。
3.根据权利要求2所述的适用于整体压装机构中的卡扣上料装置,其特征在于:所述可调节型支架包括设置在所述供料振动盘出料侧下方的固定座,所述固定座上设置有安装底板,所述安装底板上设置有多根纵向设置的调节螺杆,所述调节螺杆旋设有安装顶板,所述安装顶板上设置有所述送料直振轨道。
4.根据权利要求3所述的适用于整体压装机构中的卡扣上料装置,其特征在于:所述切料板一上设置有至少一对间隔设置的能与所述振动盘上料组件的出料口对接的切料槽一,所述切料板二上设置有两对切料槽二。
5.根据权利要求4所述的适用于整体压装机构中的卡扣上料装置,其特征在于:所述切料板一上设置有位于所述切料槽一上方的引导块,且所述引导块与所述切料槽一之间预留有工件传送的间隙。
6.根据权利要求5所述的适用于整体压装机构中的卡扣上料装置,其特征在于:所述切料机构的一侧还设置有能相对所述切料机构上的切料槽二动作位移的机械手,所述机械手包括驱动部以及驱动设置在所述驱动部上的吸盘安装法兰,所述吸盘安装法兰上设置有若干个用于吸附工件的真空吸盘。
技术总结
本技术涉及一种适用于整体压装机构中的卡扣上料装置,包括振动盘上料组件以及与振动盘上料组件的出料口对接的切料机构,切料机构包括设置在安装架上的切料板一以及通过气动滑台驱动设置在切料板一的一侧的切料板二,且切料板一上设置有能与振动盘上料组件的出料口对接的切料槽一,切料板二上设置有若干个切料槽二,且切料板二通过气动滑台驱动使切料槽二相对切料槽一往复位移对接。本技术公开了一种操作便捷的适用于整体压装机构中的卡扣上料装置,将切料机构与振动盘配合实现交替式自动供料,同时在交替供料的过程中对切料机构承接物料实现导向操作。
技术研发人员:葛亚强
受保护的技术使用者:苏州工业园区耐斯达自动化技术有限公司
技术研发日:20221230
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!