一种快速调节孔距的汽车零件冲压模具的制作方法
本技术涉及冲压模具,具体为一种快速调节孔距的汽车零件冲压模具。
背景技术:
1、冲压模具随着技术的发展朝着精密、复杂、高效、长寿命的方向迅速发展,其中在汽车零件加工时,部分零件一般需要通过冲压模具进行冲孔和修边。
2、申请号:202210802547.8提出一种孔径可调的汽车零件冲压模具,该种孔径可调的汽车零件冲压模具能够通过冲压组件在工件上冲孔后开始扩孔,而利用调节组件调节冲孔大小,无需更换冲压头即可完成对冲孔大小的调节,提高装置的实用性;其次,通过减震组件对工件进行支撑,防止工件在冲压过程中变形等情况发生;进一步的,利用打磨组件对冲出的孔进行打磨,将孔洞边缘的毛刺刮落,进而提高装置冲孔的质量。其主要通过离心力的作用使侧向板向着两侧伸出,通过侧向板不断剐蹭冲出孔洞的内壁,进而达到扩大开孔孔径的效果,但对所要冲出孔洞的大小进行调节则需要对相应的牵引绳进行调整,调节操作过程相对繁琐,不能快速调节所要冲出孔洞的大小。
3、现有技术存在以下问题:
4、现有技术的汽车零件冲压模具在进行冲孔时,对于所要冲出成型的孔洞不能进行快捷快速的调节,且结构较为复杂,检修以及生产组装过程较为繁琐。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种快速调节孔距的汽车零件冲压模具,解决了现今存在的在进行冲孔时,对于所要冲出成型的孔洞不能进行快捷快速的调节,且结构较为复杂,检修以及生产组装过程较为繁琐的问题。
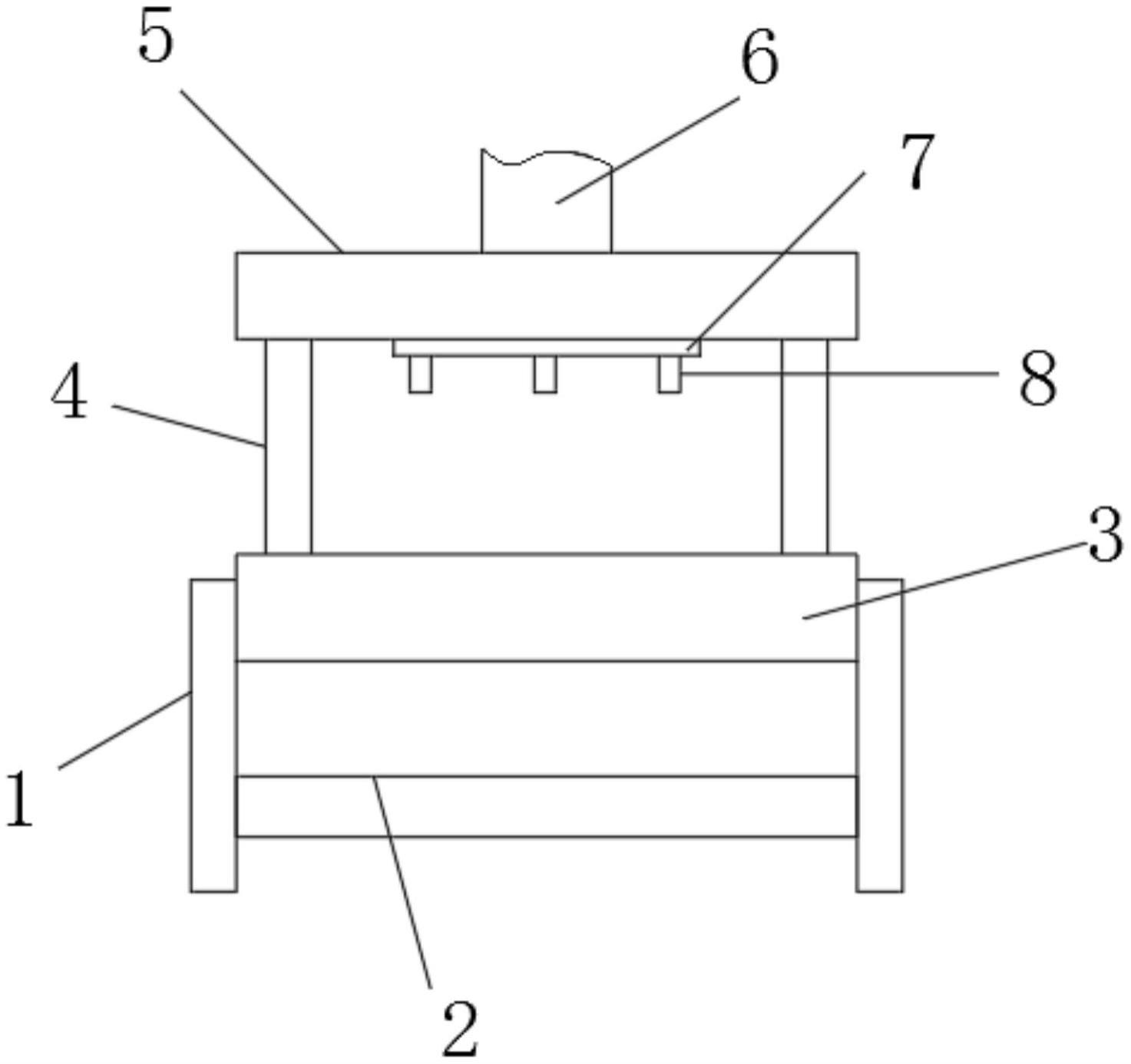
2、为实现上述目的,本实用新型提供如下技术方案:一种快速调节孔距的汽车零件冲压模具,包括支撑腿,所述支撑腿上设置有收料板,所述支撑腿上设置有下模件,所述下模件上设置有支撑杆,所述支撑杆上设置有上模件,所述上模件上设置有连接杆,所述上模件底端设置有安装件,所述安装件上设置有冲头机构,所述下模件内设置有空槽,所述空槽内设置有承托件,所述冲头机构包括安装端、组合冲头,所述安装端底部设置有衔接件,所述衔接件外侧设置有凸出楞,所述组合冲头内开设有衔接孔,所述衔接孔内侧开设有凹槽。
3、作为本实用新型的一种优选技术方案:所述支撑腿固定安装在下模件外侧且共有四组,所述收料板固定安装在四组支撑腿之间且位于下模件下方。
4、作为本实用新型的一种优选技术方案:所述支撑杆的一端固定连接在下模件顶部,所述支撑杆的上端固定连接在上模件底部,所述支撑杆共有四组。
5、作为本实用新型的一种优选技术方案:所述连接杆的上端与外部冲压机构的输出端固定连接,所述连接杆的下端穿过上模件与安装件固定连接。
6、作为本实用新型的一种优选技术方案:所述冲头机构固定安装在安装件的底部。
7、作为本实用新型的一种优选技术方案:所述承托件共有两组分别固定安装在空槽内壁相对应的两侧,所述安装端固定安装在安装件上,所述衔接件与安装端相连构成一个整体,所述凸出楞与衔接件相连构成一个整体,所述安装端具体为磁吸金属铸造。
8、作为本实用新型的一种优选技术方案:所述组合冲头共有若干组且大小各不相同,每组所述组合冲头内均开设有衔接孔、凹槽,每组所述组合冲头内的衔接孔、凹槽规格均一致,所述衔接孔与衔接件相适配,所述凹槽与凸出楞相适配,所述组合冲头顶部嵌入设置有磁体。
9、与现有技术相比,本实用新型提供了一种快速调节孔距的汽车零件冲压模具,具备以下有益效果:
10、该一种快速调节孔距的汽车零件冲压模具,通过设置组合冲头、安装端、衔接件、凸出楞、衔接孔、凹槽,组合冲头共有若干组且大小各不相同,每组组合冲头内的衔接孔、凹槽规格均一致,选择合适的组合冲头通过衔接孔套设在安装端底部的衔接件上,使凹槽对应凸出楞,组合冲头顶部嵌入的磁体将吸附在磁吸金属铸造的安装端底部,从而时组合冲头得到有效安装,安装便捷,方便更换不同的组合冲头,可根据实际需求快捷进行调节所要冲出空洞的大小,结构简单,便捷拆装且便于后期检修操作。
技术特征:
1.一种快速调节孔距的汽车零件冲压模具,其特征在于,包括支撑腿(1),所述支撑腿(1)上设置有收料板(2),所述支撑腿(1)上设置有下模件(3),所述下模件(3)上设置有支撑杆(4),所述支撑杆(4)上设置有上模件(5),所述上模件(5)上设置有连接杆(6),所述上模件(5)底端设置有安装件(7),所述安装件(7)上设置有冲头机构(8),所述下模件(3)内设置有空槽(9),所述空槽(9)内设置有承托件(10),所述冲头机构(8)包括安装端(11)、组合冲头(12),所述安装端(11)底部设置有衔接件(13),所述衔接件(13)外侧设置有凸出楞(14),所述组合冲头(12)内开设有衔接孔(15),所述衔接孔(15)内侧开设有凹槽(16)。
2.根据权利要求1所述的一种快速调节孔距的汽车零件冲压模具,其特征在于:所述支撑腿(1)固定安装在下模件(3)外侧且共有四组,所述收料板(2)固定安装在四组支撑腿(1)之间且位于下模件(3)下方。
3.根据权利要求1所述的一种快速调节孔距的汽车零件冲压模具,其特征在于:所述支撑杆(4)的一端固定连接在下模件(3)顶部,所述支撑杆(4)的上端固定连接在上模件(5)底部,所述支撑杆(4)共有四组。
4.根据权利要求1所述的一种快速调节孔距的汽车零件冲压模具,其特征在于:所述连接杆(6)的上端与外部冲压机构的输出端固定连接,所述连接杆(6)的下端穿过上模件(5)与安装件(7)固定连接。
5.根据权利要求1所述的一种快速调节孔距的汽车零件冲压模具,其特征在于:所述冲头机构(8)固定安装在安装件(7)的底部。
6.根据权利要求1所述的一种快速调节孔距的汽车零件冲压模具,其特征在于:所述承托件(10)共有两组分别固定安装在空槽(9)内壁相对应的两侧,所述安装端(11)固定安装在安装件(7)上,所述衔接件(13)与安装端(11)相连构成一个整体,所述凸出楞(14)与衔接件(13)相连构成一个整体,所述安装端(11)具体为磁吸金属铸造。
7.根据权利要求1所述的一种快速调节孔距的汽车零件冲压模具,其特征在于:所述组合冲头(12)共有若干组且大小各不相同,每组所述组合冲头(12)内均开设有衔接孔(15)、凹槽(16),每组所述组合冲头(12)内的衔接孔(15)、凹槽(16)规格均一致,所述衔接孔(15)与衔接件(13)相适配,所述凹槽(16)与凸出楞(14)相适配,所述组合冲头(12)顶部嵌入设置有磁体。
技术总结
本技术属于冲压模具技术领域,尤其为一种快速调节孔距的汽车零件冲压模具,包括支撑腿,支撑腿上设置有收料板,支撑腿上设置有下模件,下模件上设置有支撑杆,支撑杆上设置有上模件,上模件上设置有连接杆,上模件底端设置有安装件,安装件上设置有冲头机构,下模件内设置有空槽,空槽内设置有承托件,冲头机构包括安装端、组合冲头,安装端底部设置有衔接件。本技术通过组合冲头、安装端、衔接件、凸出楞、衔接孔、凹槽,可选择合适的组合冲头通过衔接孔套设在安装端底部的衔接件上,组合冲头安装便捷,方便更换不同的组合冲头,可根据实际需求快捷进行调节所要冲出空洞的大小,结构简单,便捷拆装且便于后期检修操作。
技术研发人员:段延树,王海军,黎泳志,杜培炎,黄养成,付耀东
受保护的技术使用者:东莞市鼎三精密模具有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!