一种六角法兰螺栓加工用模具的制作方法
本技术涉及螺栓加工模具,具体涉及一种六角法兰螺栓加工用模具。
背景技术:
1、六角法兰螺栓是一种常用的紧固件。常规的六角法兰螺栓产品其无螺纹杆径≥螺纹碾造径。然而,对于有特殊要求的应用来说,需要将六角法兰螺栓的无螺纹杆径<螺纹碾造径。为了满足特殊要求的应用,业内采用的方式通常为:按照常规工艺加工产品但需要将产品打成粗杆将中间车细,或者,另外增加合模工序。当前采用的方式,降低了效率,增加了成本。
技术实现思路
1、本实用新型的目的在于提供一种六角法兰螺栓加工用模具,以节约成本、提高效率。
2、为实现上述目的,本实用新型提供的技术方案如下:
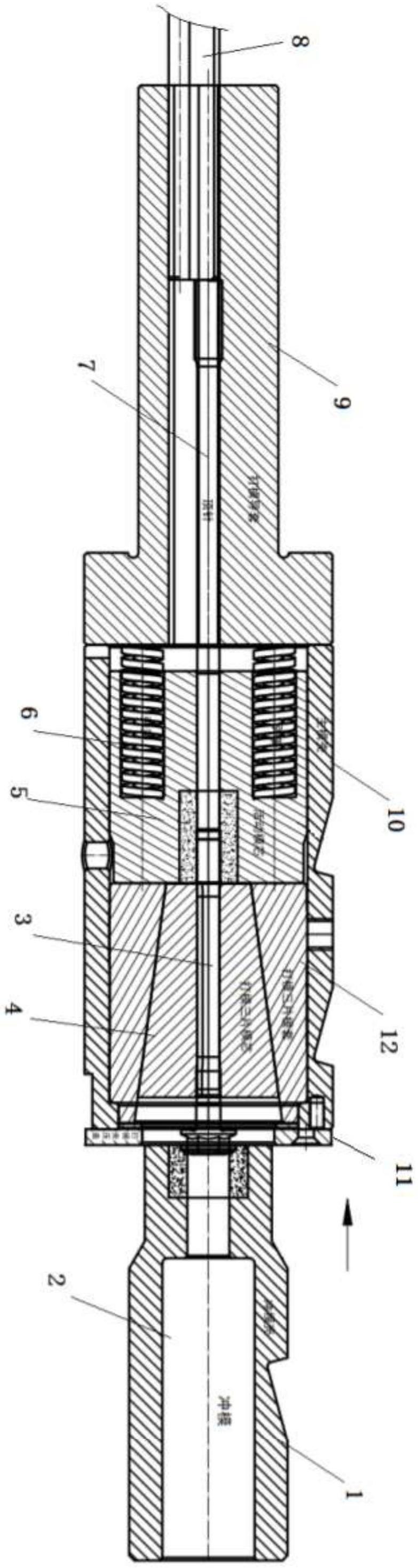
3、一种六角法兰螺栓加工用模具,包括相配合使用的打模机构、主模机构以及冲模机构;
4、所述打模机构包括打模导套、顶针以及打模后顶杆;
5、所述主模机构包括主模壳、打模三片模芯以及活动模芯、弹簧、打模壳压盖、打模三片模套;
6、所述冲模机构包括冲模壳以及冲模,所述冲模设置于冲模壳内;
7、所述活动模芯设置于主模壳内且与主模壳滑动连接,所述打模三片模套设置于主模壳内、位于所述活动模芯的前侧且与主模壳滑动连接,所述打模三片模套中间部位设置有后侧小前侧大的圆锥形孔,所述圆锥形孔内安装有相配合使用的圆锥形的打模三片模芯,所述打模三片模芯由结构相同的三块组成,所述打模三片模芯能够在圆锥形型孔内移动;
8、所述主模壳的后侧与打模导套连接,前侧与打模壳压盖相连接;
9、所述活动模芯左端开槽,槽内安装有弹簧,所述弹簧的后侧与打模导套前侧接触;
10、所述打模壳压盖中部开孔;
11、所述打模后顶杆穿入打模导套开孔内,且滑动连接;所述打模后顶杆前侧连接有顶针,所述顶针穿入活动模芯的开孔内,且滑动连接。
12、其中,所述主模壳与打模壳压盖通过螺钉相连接。
13、其中,所述打模三片模芯的宽度小于打模三片模套的宽度。
14、与现有技术相比,本实用新型的有益效果是:
15、在加工的时候,将产品从前侧插入打模三片模芯,产品的尾部伸入活动模芯内。主模壳固定,冲模机构移动到主模壳位置,之后,冲模机构尾侧从打模壳压盖中部开孔插入,移动至与打模三片模芯接触,活动模芯向前侧移动,挤压弹簧,产品的尾部形状成型。成型尾部形状后,冲模机构向前移动,打模三片模芯和活动模芯通过弹簧伸张向前侧移动,此时,打模三片模张开,通过顶针和打模后顶杆向前移动顶出产品,完成加工。利用此模具进行产品加工,节约了成本,提高了效率。
技术特征:
1.一种六角法兰螺栓加工用模具,其特征在于,包括相配合使用的打模机构、主模机构以及冲模机构;
2.根据权利要求1所述的一种六角法兰螺栓加工用模具,其特征在于,所述主模壳(10)与打模壳压盖(11)通过螺钉相连接。
3.根据权利要求1所述的一种六角法兰螺栓加工用模具,其特征在于,所述打模三片模芯(4)的宽度小于打模三片模套(12)的宽度。
技术总结
本技术公开了一种六角法兰螺栓加工用模具,包括相配合使用的打模机构、主模机构及冲模机构;所述打模机构包括打模导套、顶针以及打模后顶杆;所述主模机构包括主模壳、打模三片模芯以及活动模芯、弹簧、打模壳压盖、打模三片模套;在加工的时候,将产品从前侧插入打模三片模芯,产品的尾部伸入活动模芯内。冲模机构尾侧从打模壳压盖中部开孔插入,移动至与打模三片模芯接触,活动模芯向前侧移动,挤压弹簧,产品的尾部形状成型。成型尾部形状后,冲模机构向前移动,打模三片模芯和活动模芯通过弹簧伸张向前侧移动,此时,打模三片模张开,通过顶针和打模后顶杆向前移动顶出产品,完成加工。利用此模具进行产品加工,节约了成本,提高了效率。
技术研发人员:洪井才
受保护的技术使用者:天津山口汽车紧固件制造有限公司
技术研发日:20221230
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!