细长杆零件的偏心内孔加工装夹装置的制作方法
本技术属于偏心内孔加工,具体涉及一种细长杆零件的偏心内孔加工装夹装置。
背景技术:
1、实心细长杆零件材料为调质处理合金钢,长度大于5000mm,外圆直径小于φ100mm,长径比大于50:1。该实心细长杆零件需要加工通长内孔,内孔轴线与外圆轴线偏心大于1mm。
2、通常采用的机械加工方法是在深孔钻镗机床上加工,深孔钻镗机床装夹细长杆类零件时,把零件沿轴向装在机床上,加工偏心内孔时,需要保证在大于5000mm距离上找正内孔轴线与钻镗杆轴线的上下及左右方向一致,难度大且效率低。
技术实现思路
1、本实用新型的目的在于提供一种细长杆零件的偏心内孔加工装夹装置,通过偏心找正夹具、环形架配合使用,使细长杆零件的偏心内孔的轴线与深孔钻镗床钻杆重合,解决了大长径比细长杆零件偏心内孔的加工难题。
2、技术方案如下:
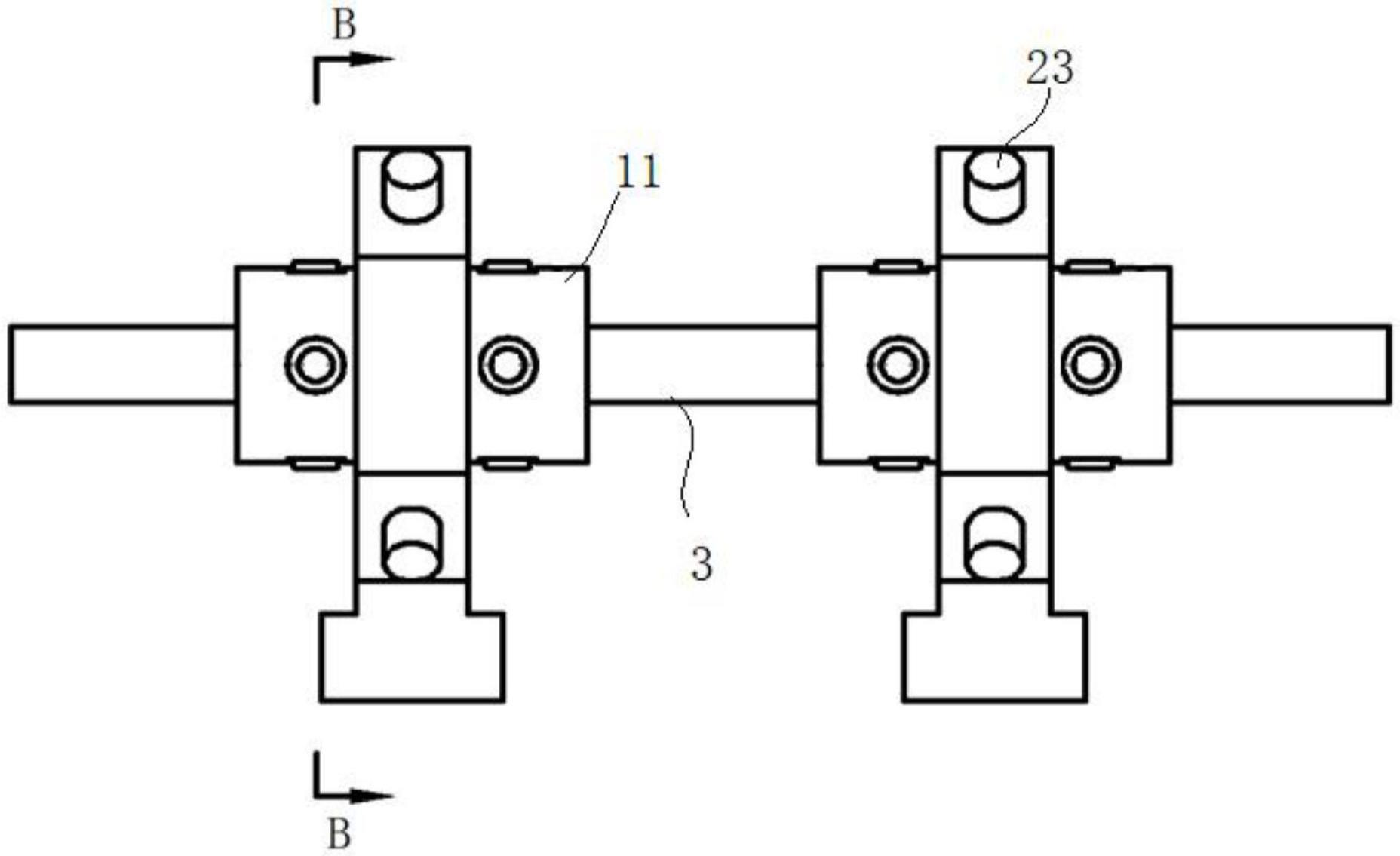
3、细长杆零件的偏心内孔加工装夹装置,包括多个装夹组对,装夹组对包括:偏心找正夹具、环形架,偏心找正夹具包括:调整套环、调整螺钉,调整套环在外壁上设置有至少四个调整套环螺纹孔,调整螺钉安装在调整套环螺纹孔;环形架包括:支撑座、定位环、定位螺钉,定位环连接在支撑座顶部,定位环外壁设置有多个定位螺纹孔,定位螺钉安装在定位螺纹孔内;调整套环安装在定位环的内孔中,利用定位螺钉固定。
4、进一步,调整套环螺纹孔外侧端部设置有平底沉孔,调整螺钉的端头5位于平底沉孔内。
5、进一步,调整套环的外径小于定位环的内孔,调整套环的长度大于定位环厚度的两倍。
6、进一步,调整套环在外壁上设置有八个调整套环螺纹孔,每一个平面上的设置有四个调整套环螺纹孔。
7、0本实用新型与现有技术相比具有下列优点:
8、1、本实用新型中,偏心找正夹具的内孔与细长杆零件外圆相配合,偏心找正夹具的外圆与环形架相配合,环形架固定在机床加工面上,通过偏心找正夹具、环形架配合使用,使细长杆零件的偏心内孔的轴线与深孔钻镗床钻杆重合,解决了大长径比细长杆零件偏心内孔的加工难题。
9、52、使用本实用新型加工细长杆零件的偏心内孔时,使用螺栓调整配合百分表找正,能够准确将偏心内孔的轴线与深孔钻镗床钻杆重合,提高偏心内孔加工的准确性,操作方便、高效。
技术特征:
1.一种细长杆零件的偏心内孔加工装夹装置,其特征在于,包括多个装夹组对,装夹组对包括:偏心找正夹具、环形架,偏心找正夹具包括:调整套环、调整螺钉,调整套环在外壁上设置有至少四个调整套环螺纹孔,调整螺钉安装在调整套环螺纹孔;环形架包括:支撑座、定位环、定位螺钉,定位环连接在支撑座顶部,定位环外壁设置有多个定位螺纹孔,定位螺钉安装在定位螺纹孔内;调整套环安装在定位环的内孔中,利用定位螺钉固定。
2.如权利要求1所述的细长杆零件的偏心内孔加工装夹装置,其特征在于,调整套环螺纹孔外侧端部设置有平底沉孔,调整螺钉的端头位于平底沉孔内。
3.如权利要求1所述的细长杆零件的偏心内孔加工装夹装置,其特征在于,调整套环的外径小于定位环的内孔,调整套环的长度大于定位环厚度的两倍。
4.如权利要求1所述的细长杆零件的偏心内孔加工装夹装置,其特征在于,调整套环在外壁上设置有八个调整套环螺纹孔,每一个平面上的设置有四个调整套环螺纹孔。
技术总结
本技术公开了一种细长杆零件的偏心内孔加工装夹装置,包括多个装夹组对,装夹组对包括:偏心找正夹具、环形架,偏心找正夹具包括:调整套环、调整螺钉,调整套环在外壁上设置有至少四个调整套环螺纹孔,调整螺钉安装在调整套环螺纹孔;环形架包括:支撑座、定位环、定位螺钉,定位环连接在支撑座顶部,定位环外壁设置有多个定位螺纹孔,定位螺钉安装在定位螺纹孔内;调整套环安装在定位环的内孔中,利用定位螺钉固定。本技术中,通过偏心找正夹具、环形架配合使用,使细长杆零件的偏心内孔的轴线与深孔钻镗床钻杆重合,解决了大长径比细长杆零件偏心内孔的加工难题。
技术研发人员:邱家敏,杨健,戎鹏强,林安欣,白燕芳,王艳超,亢海燕,李青,李烨,屈瑛
受保护的技术使用者:内蒙古北方重工业集团有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!