一种中厚板高强钢防卷取带尾松圈装置的制作方法
本技术涉及一种钢铁生产设备,具体为一种中厚板高强钢防卷取带尾松圈装置。
背景技术:
1、现有酸洗产线生产中厚板高强钢(厚度≥4.0mm,屈服强度≥500mpa)时,由于强度高,单位体积重,酸洗产线出口分切剪剪切过程中带钢受到一个向下的剪切力,导致带头、带尾位置经常上翘,带头的位置经常卡阻在飞剪的位置,造成产线停机,而带尾在卷取甩尾后带尾不能贴合钢卷,造成带尾外圈很容易松圈产生层间划伤缺陷,且最外面一圈带尾的开口度过大,包装困难。
2、因此亟需一种装置降低开口度来解决中厚板高强钢卷取带尾松圈的装置。
技术实现思路
1、本实用新型的技术任务是针对以上现有技术的不足,提供一种中厚板高强钢防卷取带尾松圈装置,通过对产线出口设备改进,改善头尾板形,卷取过程采用双压辊进行同时压下,使带尾有向下的趋势,来控制中厚板高强钢卷取松圈、带尾开口度过大。
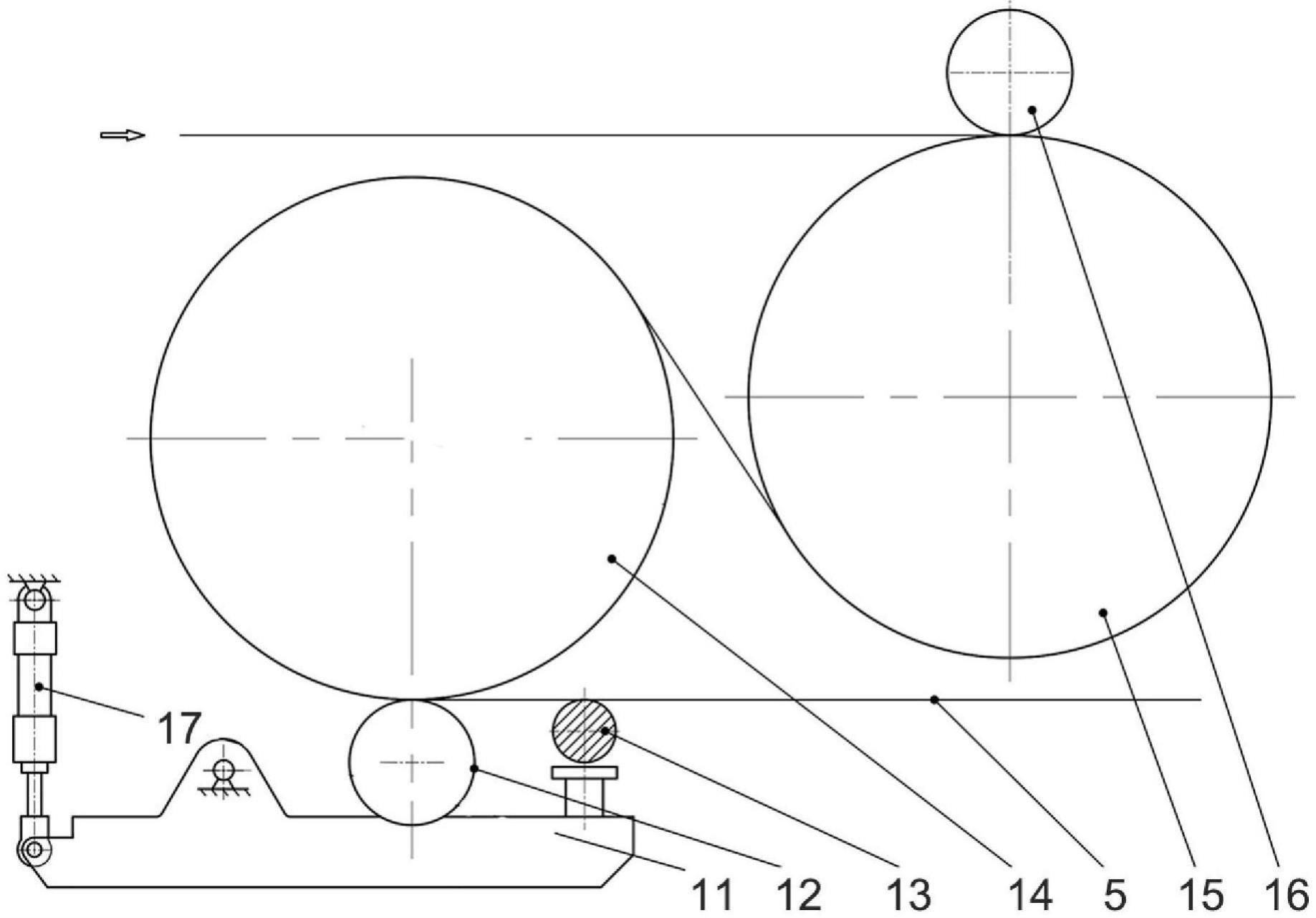
2、本实用新型解决其技术问题的技术方案是:一种中厚板高强钢防卷取带尾松圈装置,其特征在于:包括张力矫直辊组、分切剪、转向辊组和卷轴;所述的张力矫直辊组包括安装在辊架上的i号压辊、i号张力辊、ii号压辊、ii号张力辊、矫直辊和液压缸;所述的i号压辊在i号张力辊上方,所述的ii号压辊在ii号张力辊下方,所述的i号压辊位于ii号张力辊的前方;带钢在张力矫直辊组内的行走关系为反s形,所述的矫直辊位于ii号张力辊的前下方;所述的液压缸用以实现矫直辊的上升,所述的转向辊组包括安装在转向辊架上的转向辊、后压辊、前压辊、后压下总成和前压下总成;所述的后压辊在转向辊上方,所述的前压辊在转向辊的前上方。
3、优化方案中,在张力矫直辊组和分切剪之间还包括夹送辊。
4、优化方案中,在张力矫直辊组和夹送辊之间还包括涂油机。
5、进一步的,上述的转向辊组和卷轴有两组。
6、进一步的,上述的张力矫直辊组还包括连接架,连接架的中段与辊架铰接,前端用于顶起矫直辊,后端与液压缸的伸缩杆下端连接。
7、进一步的,上述的转向辊和卷轴之间有导板台。
8、进一步的,上述的后压下总成包括后液压杆和后压梁,所述的后液压杆下端和后压梁前端分别与转向辊架铰接,所述的后液压杆上端和后压梁后端铰接;所述的后压梁用以将后压辊压向转向辊。
9、进一步的,上述的前压下总成包括前液压杆和前压梁,所述的前液压杆下端和前压梁后端分别与转向辊架铰接,所述的前液压杆上端和前压梁前端铰接;所述的前压梁用以将前压辊压向转向辊。
10、与现有技术相比较,本实用新型具有以下突出的有益效果:
11、1、本实用新型利用张力矫直辊组压下过程中压辊和矫直辊实现矫直,改善带钢头尾板形;
12、2、带钢甩尾过程中转向辊组的双压辊同时投用,并增加压辊压力,增加压辊对带钢甩尾中带尾压力,使尾部带钢贴合钢卷外圈,解决中厚板高强钢外圈松圈的情况;
13、3、解决了中厚板高强钢外圈松圈及开口度大的问题,实现了厚度4.0-5.0mm,屈服强度450-600mpa高强钢批量生产,增加经济效益。
技术特征:
1.一种中厚板高强钢防卷取带尾松圈装置,其特征在于:包括张力矫直辊组、分切剪、转向辊组和卷轴;所述的张力矫直辊组包括安装在辊架上的i号压辊、i号张力辊、ii号压辊、ii号张力辊、矫直辊和液压缸;所述的i号压辊在i号张力辊上方,所述的ii号压辊在ii号张力辊下方,所述的i号压辊位于ii号张力辊的前方;带钢在张力矫直辊组内的行走关系为反s形,所述的矫直辊位于ii号张力辊的前下方;所述的液压缸用以实现矫直辊的上升,所述的转向辊组包括安装在转向辊架上的转向辊、后压辊、前压辊、后压下总成和前压下总成;所述的后压辊在转向辊上方,所述的前压辊在转向辊的前上方。
2.根据权利要求1所述的中厚板高强钢防卷取带尾松圈装置,其特征在于:在张力矫直辊组和分切剪之间还包括夹送辊。
3.根据权利要求2所述的中厚板高强钢防卷取带尾松圈装置,其特征在于:在张力矫直辊组和夹送辊之间还包括涂油机。
4.根据权利要求1所述的中厚板高强钢防卷取带尾松圈装置,其特征在于:所述的转向辊组和卷轴有两组。
5.根据权利要求1所述的中厚板高强钢防卷取带尾松圈装置,其特征在于:所述的张力矫直辊组还包括连接架,连接架的中段与辊架铰接,前端用于顶起矫直辊,后端与液压缸的伸缩杆下端连接。
6.根据权利要求1所述的中厚板高强钢防卷取带尾松圈装置,其特征在于:所述的转向辊和卷轴之间有导板台。
7.根据权利要求1所述的中厚板高强钢防卷取带尾松圈装置,其特征在于:所述的后压下总成包括后液压杆和后压梁,所述的后液压杆下端和后压梁前端分别与转向辊架铰接,所述的后液压杆上端和后压梁后端铰接;所述的后压梁用以将后压辊压向转向辊。
8.根据权利要求1所述的中厚板高强钢防卷取带尾松圈装置,其特征在于:所述的前压下总成包括前液压杆和前压梁,所述的前液压杆下端和前压梁后端分别与转向辊架铰接,所述的前液压杆上端和前压梁前端铰接;所述的前压梁用以将前压辊压向转向辊。
技术总结
本技术公开了一种中厚板高强钢防卷取带尾松圈装置,属于钢铁生产领域,包括张力矫直辊组、分切剪、转向辊组和卷轴;所述的张力矫直辊组包括安装在辊架上的I号压辊、I号张力辊、II号压辊、II号张力辊、矫直辊和液压缸;带钢在张力矫直辊组内的行走关系为反S形;所述的液压缸用以实现矫直辊的上升,所述的转向辊组包括安装在转向辊架上的转向辊、后压辊、前压辊、后压下总成和前压下总成;所述的后压辊在转向辊上方,所述的前压辊在转向辊的前上方。与现有技术相比较,可以实现中厚板高强钢批量生产。
技术研发人员:王野,谢基表,胡爱新,陈统,魏代斌,赵文,田茂广
受保护的技术使用者:日照宝华新材料有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!