用于二次电池的电弧焊接装置及使用该电弧焊接装置的焊接方法与流程
相关申请的交叉引用本申请要求于2021年2月19日在韩国知识产权局提交的韩国专利申请第10-2021-0022437号的权益,通过引用将该韩国专利申请的全部内容并入本文。本公开内容涉及一种用于二次电池的电弧焊接装置及使用该电弧焊接装置的焊接方法,更具体地,涉及一种当焊接二次电池的电极接片和电极引线时应用电弧焊接的焊接装置及方法。
背景技术:
1、近来,由于化石燃料耗尽,能源价格上涨并且对环境污染的关注增加,对生态友好替代能源的需求已成为未来生活不可或缺的因素。因此,持续进行对诸如核能、太阳能、风能、以及潮汐能之类的各种电力产生技术的研究,并且用于更有效地利用以这种方式产生的能量的蓄电装置受到关注。
2、特别是,随着技术发展和对移动装置的需求的增加,对作为能源的电池的需求迅速增加,因此,已对可满足各种需求的电池进行了大量研究。
3、通常,对具有诸如高能量密度、高放电电压、和高输出稳定性之类的优点的诸如锂离子电池、锂离子聚合物电池之类的锂二次电池具有较高需求。
4、二次电池还可根据其中堆叠有正极、负极和插置在正极与负极之间的隔膜的电极组件的结构进行分类。通常,可列出具有其中长片形正极和负极在之间插置有隔膜的情况下进行卷绕的结构的果冻卷型电极组件、其中切割成具有预定尺寸的单元的多个正极和负极在之间插入隔膜的情况下顺序堆叠的堆叠型电极组件等。近来,为了解决果冻卷型电极组件和堆叠型电极组件的问题,已开发了作为果冻卷型和堆叠型的混合类型的堆叠/折叠型电极组件,堆叠/折叠型电极组件具有其中具有预定单元的正极和负极在之间插置有隔膜的情况下进行堆叠的单元电池位于隔离膜上并且顺序卷绕的结构。
5、此外,根据壳体的形状,二次电池可分为电极组件内置在圆柱形壳体中的圆柱形二次电池、电极组件内置在棱柱形壳体中的棱柱形二次电池、以及电极组件内置在层压片的袋型壳体中的袋型二次电池。
6、在广泛使用的袋型二次电池的情况下,其中正极、负极和它们之间设置的隔膜进行堆叠的电极组件容纳在袋型壳体中。在此,与各电极连接的多个电极接片通过焊接连接至电极引线,并且通过暴露于外部的电极引线电连接至外部部件。
7、当将电极接片与电极引线结合时,通常使用焊接方法,具体地,超声波焊接方法和激光焊接方法。然而,在应用超声波焊接的情况下,由于在焊接工序期间与氧化膜的摩擦而导致可产生细微的金属异物,并且当相应的异物附着到二次电池时,可发生短路缺陷。此外,即使在为了避免超声波焊接的缺点而近来广泛使用的激光焊接的情况下,也存在由于在焊接期间发生的飞溅物而导致短路故障的问题,并且随着这些飞溅物积累,需要频繁更换夹具或喷嘴。
技术实现思路
1、技术问题
2、本发明的目的是提供一种当焊接二次电池的电极接片和电极引线时,可在降低焊接成本的同时提高焊接可靠性而不会产生飞溅物的用于二次电池的电弧焊接装置及使用该电弧焊接装置的焊接方法。
3、本发明要解决的问题不限于上述问题,并且本发明所属领域的普通技术人员将从本说明书和附图中清楚地理解未提及的问题。
4、技术方案
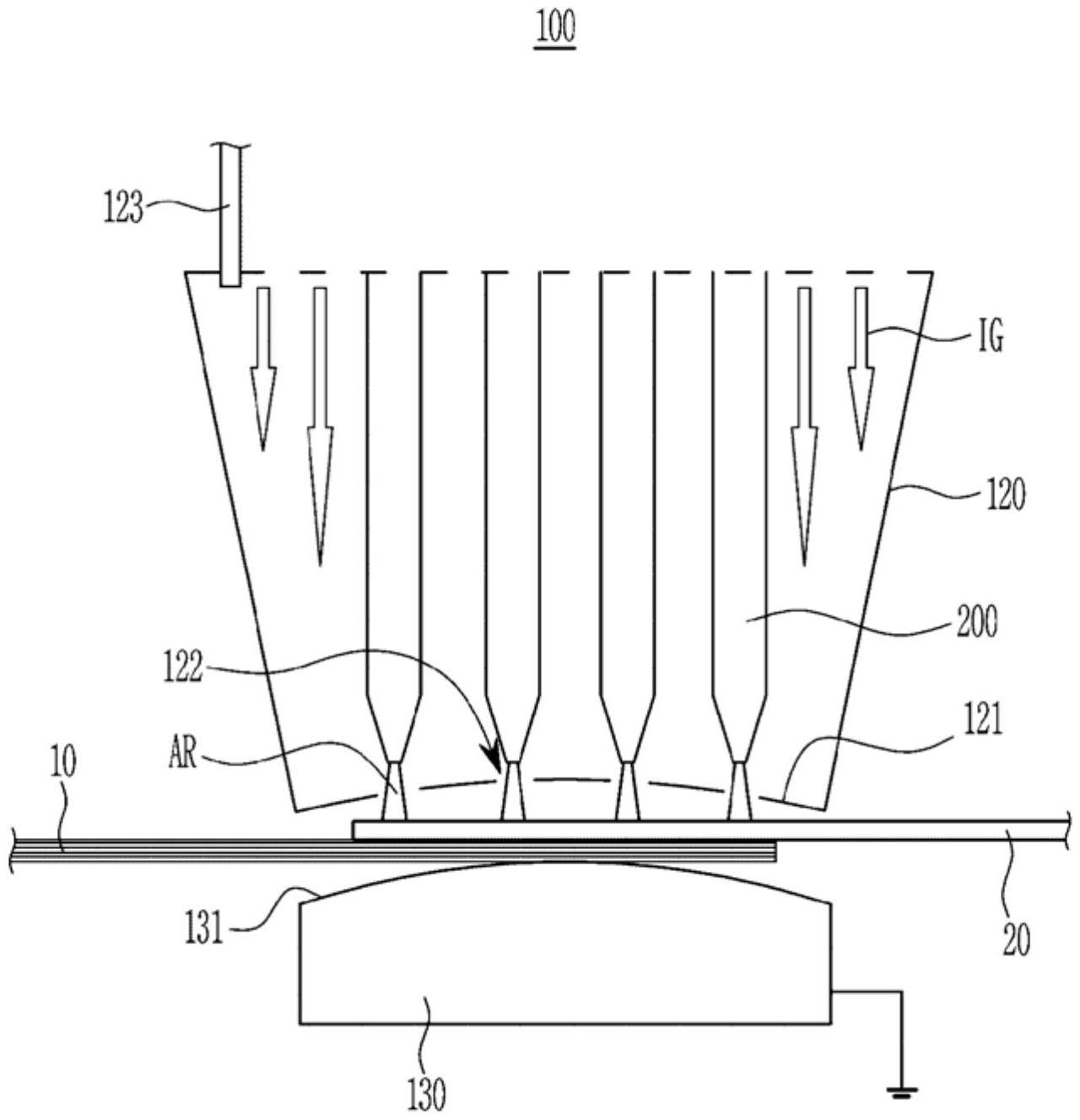
5、根据本发明一示例性实施方式的用于二次电池的电弧焊接装置包括:上固定部,在所述上固定部中设置有连接至焊接电源的一个极的多个焊接电极单元;以及下固定部,所述下固定部设置为隔着待焊接物体面对所述上固定部并且连接至所述焊接电源的另一个极;其中所述上固定部包括第一面对表面,所述第一面对表面面对所述待焊接物体并且朝向所述待焊接物体凹入地形成,并且所述下固定部具有第二面对表面,所述第二面对表面面对所述第一面对表面并且对应于所述第一面对表面的凹入形状凸出地形成。
6、通过所述焊接电源的供应,可在所述多个焊接电极单元与所述下固定部之间产生电弧。
7、所述第一面对表面可包括对应于多个焊接电极单元的多个电弧孔。
8、所述电弧焊接装置还可包括:第一喷嘴单元,所述第一喷嘴单元将惰性气体供应到所述上固定部的内部。
9、在所述下固定部的所述第二面对表面中可形成有多个气体供应孔,并且所述电弧焊接装置还可包括第二喷嘴单元,所述第二喷嘴单元将惰性气体供应到所述下固定部的内部。
10、所述待焊接物体可以是所述二次电池的电极接片和电极引线。
11、所述上固定部可包括选自铜、铜基合金、陶瓷和石英的一种或多种材料。
12、所述多个焊接电极单元可包括多个钨电极。
13、作为使用上述用于二次电池的电弧焊接装置的焊接方法,根据本发明另一示例性实施方式的焊接方法包括:制备电极组件,所述电极组件包括突出到外部的多个电极接片;将所述电极接片和电极引线设置在所述上固定部与所述下固定部之间;将第一面对表面与第二面对表面隔着所述电极接片和所述电极引线彼此贴附;以及在所述焊接电极单元与所述下固定部之间产生电弧,以执行气体保护钨极电弧焊接(gtaw、gas tungsten arcwelding)。
14、在执行gtaw中,供应到多个所述焊接电极单元的基电流的范围可以是2a至4a,并且峰值电流的范围可以是4a至10a。
15、gtaw可执行为具有2000hz或更高频率的脉冲焊接。
16、有益效果
17、根据示例性实施方式,提供了一种当焊接二次电池的电极接片和电极引线时,可在降低焊接成本的同时提高焊接可靠性而不会产生飞溅物的用于二次电池的电弧焊接装置及使用该电弧焊接装置的焊接方法。
18、本发明的效果不限于上述效果,并且本发明所属领域的普通技术人员将从本说明书和附图中清楚地理解未提及的效果。
技术特征:
1.一种用于二次电池的电弧焊接装置,所述电弧焊接装置包括:
2.根据权利要求1所述的电弧焊接装置,其中:
3.根据权利要求1所述的电弧焊接装置,其中:
4.根据权利要求1所述的电弧焊接装置,还包括:
5.根据权利要求1所述的电弧焊接装置,其中:
6.根据权利要求1所述的电弧焊接装置,其中:
7.根据权利要求1所述的电弧焊接装置,其中:
8.根据权利要求1所述的电弧焊接装置,其中:
9.一种使用根据权利要求1所述的用于二次电池的电弧焊接装置的焊接方法,所述焊接方法包括:
10.根据权利要求9所述的焊接方法,其中:
11.根据权利要求10所述的焊接方法,其中:
技术总结
根据本发明一实施方式的用于二次电池的电弧焊接装置包括:上固定部,在上固定部中设置有连接至焊接电源的一个极的多个焊接电极单元;以及下固定部,下固定部设置为隔着待焊接物体面对上固定部,并且连接至焊接电源的另一个极;其中上固定部包括第一面对表面,第一面对表面面对待焊接物体并且朝向待焊接物体凹入地形成,并且下固定部具有第二面对表面,第二面对表面面对第一面对表面并且对应于第一面对表面的凹入形状凸出地形成。
技术研发人员:朴廷玹,金台洙,李范硕,李赫洙
受保护的技术使用者:株式会社LG新能源
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!