钢板的材质预测模型的生成方法、材质预测方法、制造方法及制造设备与流程
本发明涉及钢板的材质预测模型的生成方法、材质预测方法、制造方法及制造设备。
背景技术:
1、钢板所要求的机械性质、特别是强度、韧性近年来变得特别严格。在制造钢板时,除了对轧制后的高温钢板进行直接淬火以外,还利用热处理设备实施淬火,或者在直接淬火或热处理设备中的淬火中途的规定温度下停止冷却,由此确保钢板的要求特性。此时,以能够在钢板的全宽全长上确保均匀的特性的方式使冷却速度、冷却停止温度在钢板的全宽全长上均匀是重要的。
2、在此,所谓淬火,是指将热轧后奥氏体相变的结束温度即ac3相变点以上的温度的钢板、及轧制后经冷却后用加热炉等再次加热至ac3相变点以上的温度的钢板利用冷却设备急速冷却至马氏体相变开始温度(ms点)以下的温度的热处理方法。淬火尤其作为高强度的钢板的制造方法被广泛使用。另外,将不对轧制后的钢板进行冷却/再加热而进行淬火的情况称为直接淬火。
3、另一方面,为了在冷却工序中生成铁素体、珠光体、贝氏体等内部组织,也使用将加热后的钢板在500℃左右停止冷却这样的热处理工序。将热轧后的钢板冷却且在500℃左右的温度下停止冷却的技术被称为加速冷却,现在成为一般的热处理工序。而且,还开发了如下技术:将热轧后的钢板暂时冷却至室温后,进行再加热,在利用对再加热后的钢板进行冷却的冷却设备进行的冷却中途,在500℃左右的温度下停止冷却,由此控制铁素体、珠光体、贝氏体等复合的内部组织。
4、在像这样利用冷却工序来控制钢板的内部组织,制成钢板产品的材质时,有时钢板的面内的材质偏差成为问题。通常,在进行与钢板的材质相关的品质保证时,从制造出的钢板的一部分采集试验片来取得机械试验值。但是,在存在上述那样的面内的材质偏差的情况下,根据采集试验片的位置,有可能未必代表钢板整面的材质。因此,关于相对于钢板的全宽全长的材质的均匀性,存在改善的余地。
5、对此,在专利文献1中记载了厚钢板制造生产线的冷却设备中的材质保证系统。该系统具备温度收集单元,并基于钢板的整面温度映射进行厚钢板的材质保证,所述温度收集单元使用配置于水冷装置的上游位置、冷却开始位置、冷却停止位置等多个位置的温度测量单元来收集作为冷却对象的钢板的温度数据。
6、另一方面,在专利文献2中,虽然以热轧钢带为对象,但记载了如下方法:在包括冷却工序在内的钢带的制造生产线配置温度计,对于将钢带产品的长度方向、宽度方向和厚度方向进行划分的每个网格,在参照与过去的操作数据之间的相似度的同时推定每个网格的材料特性值。另外,在专利文献2中记载了如下内容:作为钢带内部的温度信息,使用推定值,所述推定值根据钢带的表面的温度测定值使用传热模型推定得出。
7、另外,在专利文献3中记载了如下方法:以热轧钢带的冷却工序为对象,将钢带的长度方向分割为多个区域,并根据针对各区域的冷却条件按照每个区域计算钢带的温度历史。另外,在专利文献3中记载了如下方法:使用计算出的温度历史来预测各区域的微观组织的状态,并使用与接近预测出的微观组织的状态的过去的制造实绩相关的数据来预测钢带的材质特性值。而且,在专利文献3中还记载了在计算温度历史时假定厚度方向上的温度分布均匀的方法、和通过求解相对于厚度方向的热传导方程式来计算厚度方向的温度分布的方法。
8、现有技术文献
9、专利文献
10、专利文献1:日本专利第5589260号公报
11、专利文献2:日本专利第5924362号公报
12、专利文献3:日本特开2012-171001号公报
技术实现思路
1、发明所要解决的课题
2、但是,专利文献1所记载的系统是针对钢板的全宽全长收集对钢板进行冷却时的钢板的温度数据的系统,但即使收集了钢板整面的温度数据,也不一定能够高精度地预测钢板的材质。特别是,由温度收集单元收集的温度数据是与钢板的表面相关的测定数据,因此有时不一定代表钢板内部的温度历史,在钢板的材质的预测精度方面存在改善的余地。
3、另一方面,在专利文献2所记载的方法中,设定将钢带的厚度方向进行划分的网格,并利用传热模型来推定钢带的内部温度。但是,钢带的冷却工序中的传热模型通常是求解厚度方向的一维热传导方程式的方法,如果要进行钢带的长度方向、宽度方向的传热解析,则计算机的负荷变得过大,难以作为实用的温度推定方法。另一方面,在钢带的面内中央部即使忽略钢带的长度方向及宽度方向的热移动在实用上也没有问题,但在钢带的前端尾端部或宽度方向端部的附近,会产生钢带的长度方向、宽度方向的热移动。因此,即使钢带的表面温度相同,钢带的面内中央部的板厚方向温度分布与钢带的前端尾端部、宽度方向端部的附近的板厚方向温度分布也不同。因此,在以表面温度为边界条件的厚度方向的一维传热模型中,在高精度地推定钢带内部的温度历史这一点上存在改善的余地。
4、另外,在专利文献3所记载的方法中,将钢带的厚度方向进行分割,通过求解厚度方向的热传导方程式来推定钢带内部的温度历史,并基于推定出的温度历史来预测各区域的微观组织的状态。根据专利文献3所记载的方法,在不仅预测温度历史而且还预测钢带内部的微观组织这一点上,与钢带内部的材质的对应关系变得明确,但与上述同样,在产生钢带的长度方向、宽度方向的热移动的情况下,在材质的预测精度方面存在改善的余地。
5、本发明是鉴于上述课题而完成的,其目的在于提供一种钢板的材质预测模型的生成方法,能够生成高精度地对通过了冷却设备后的钢板的材质信息进行预测的钢板的材质预测模型。另外,本发明的另一目的在于提供一种钢板的材质预测方法,能够高精度地对通过了冷却设备后的钢板的材质信息进行预测。进一步地,本发明的另一目的在于提供一种钢板的制造方法及制造设备,能够制造材质的均匀性优异的钢板。
6、用于解决课题的技术方案
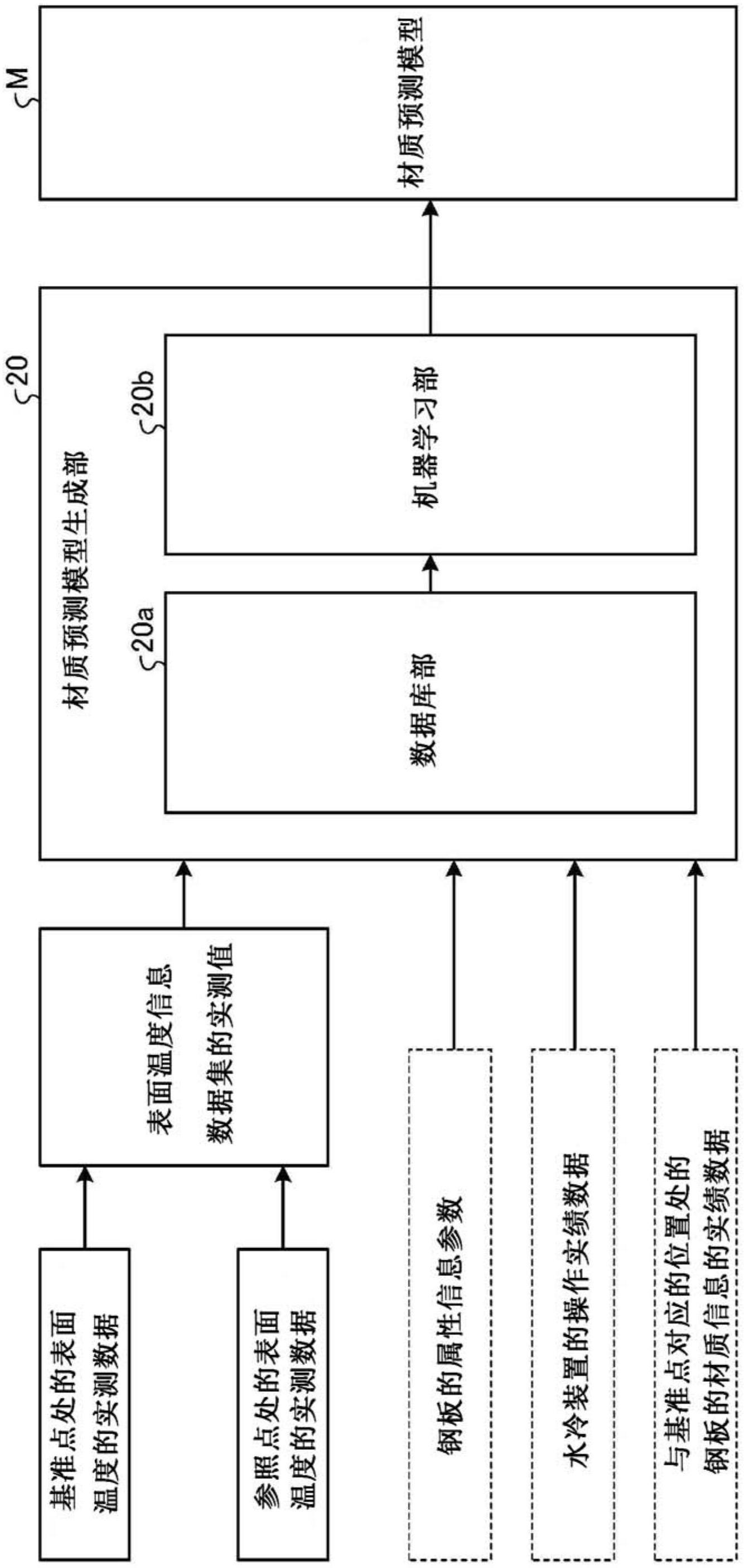
7、本发明所涉及的钢板的材质预测模型的生成方法是钢板的冷却设备中的钢板的材质预测模型的生成方法,所述钢板的冷却设备具备:水冷装置,通过向被加热后的钢板喷射冷却水来冷却钢板;及温度测定装置,对冷却过程中的钢板的表面温度进行测定,其中,所述钢板的材质预测模型的生成方法包括如下步骤:通过使用了多个学习用数据的机器学习,生成通过了所述冷却设备后的钢板的材质预测模型,所述多个学习用数据将包括在钢板上预先设定的基准点处的表面温度的实测数据和基于所述基准点设定的参照点处的表面温度的实测数据在内的表面温度信息数据集作为输入实绩数据,并将与所述输入实绩数据对应的钢板上的基准点所对应的位置处的通过了所述冷却设备后的钢板的材质信息作为输出实绩数据。
8、所述参照点可以相对于所述基准点在钢板的长度方向的位置设定至少一个,并且在宽度方向的位置设定至少一个。
9、所述材质预测模型可以包括从所述钢板的属性信息中选择的属性信息参数作为所述输入实绩数据。
10、所述材质预测模型可以包括从所述水冷装置的操作实绩数据中选择的至少一个操作实绩数据作为所述输入实绩数据。
11、作为所述机器学习,可以使用从神经网络、决策树学习、随机森林和支持向量回归中选择出的机器学习。
12、本发明所涉及的钢板的材质预测方法是钢板的冷却设备中的钢板的材质预测方法,所述钢板的冷却设备具备:水冷装置,通过向被加热后的钢板喷射冷却水来冷却钢板;及温度测定装置,对冷却过程中的钢板的表面温度进行测定,其中,所述钢板的材质预测方法包括如下步骤:使用通过机器学习而生成的材质预测模型,对通过了所述冷却设备后的钢板的材质信息进行预测,所述机器学习将包括在钢板上预先设定的预测基准点处的表面温度和基于所述预测基准点设定的预测参照点处的表面温度在内的表面温度信息数据集作为输入数据,并将与所述钢板上的预测基准点对应的位置处的通过了所述冷却设备后的钢板的材质信息作为输出数据。
13、本发明所涉及的钢板的制造方法包括如下步骤:使用本发明所涉及的钢板的材质预测方法,进行通过了所述冷却设备后的钢板的材质的合格与否判定。
14、本发明所涉及的钢板的制造设备具备:钢板的冷却设备,具有水冷装置和温度测定装置,所述水冷装置通过向被加热后的钢板喷射冷却水来冷却钢板,所述温度测定装置对冷却过程中的钢板的表面温度进行测定;及材质预测部,输出通过了所述冷却设备后的钢板的材质信息,所述材质预测部使用机器学习模型输出钢板的材质信息,所述机器学习模型将包括在钢板上预先设定的预测基准点处的表面温度和基于所述预测基准点设定的预测参照点处的表面温度在内的表面温度信息数据集作为输入数据,并将与所述钢板上的预测基准点对应的位置处的通过了所述冷却设备后的钢板的材质信息作为输出数据。
15、发明效果
16、根据本发明所涉及的钢板的材质预测模型的生成方法,能够生成高精度地对通过了冷却设备后的钢板的材质信息进行预测的钢板的材质预测模型。另外,根据本发明所涉及的钢板的材质预测方法,能够高精度地对通过了冷却设备后的钢板的材质信息进行预测。另外,根据本发明所涉及的钢板的制造方法及制造设备,能够制造材质的均匀性优异的钢板。
- 还没有人留言评论。精彩留言会获得点赞!