用于制造双极板的方法和激光加工设备与流程
本发明涉及一种用于制造双极板的方法,所述双极板包括彼此连接的至少两个板元件。本发明还涉及一种用于制造双极板的激光加工设备。
背景技术:
1、燃料电池例如由最多200个双极板构成,所述双极板流体密封地环绕地接合。激光束焊接已成为一种接合技术,然而缺少适合的过程传感器系统,以在批量生产条件下实现100%的密封性。密封性差的部位的原因例如是夹紧技术和激光束定位的不准确性。单个密封性差的部位导致高废品率,并且也是燃料电池技术成本高的一个原因。
2、ep 1504482 b1公开了一种用于制造燃料电池系统的双极板的方法,其中,金属区段的连接通过激光束焊接进行。在激光焊接期间,板状的金属区段无间隙地布置在彼此上,并且为了减少在焊接时的热量输入,焊缝实施为依次相继的然而彼此隔开间距的线状区段。
3、de 102016200387 a1公开了一种用于制造双极板的方法,其中,隔离板材料配合地彼此连接,并且用于所述连接的能量相应地经过两个隔离板的外侧被传输。
4、de 102005001303 b4同样公开了一种用于借助于激光焊接将至少一个第一金属板与第二金属板接合的方法。
5、de 102010021982 a1公开了一种用于借助于激光融透型焊接将燃料电池双极板气密密封地连接的组件。
6、现有技术的缺点是,激光加工束不能被引导到双极板的几何特征的确定的位置处,以便由此能够制造流体密封的双极板。由于激光加工束的差的定位导致在双极板的制造中的高废品率和较低的产量。
技术实现思路
1、本发明的任务在于,提供一种方法和一种激光加工设备,借助于所述方法和激光加工设备能够与由现有技术已知的相比以提高的精度、特别是以提高的密封性来制造双极板。
2、该任务根据本发明在开头所述的方法中通过独立权利要求1的特征来解决。
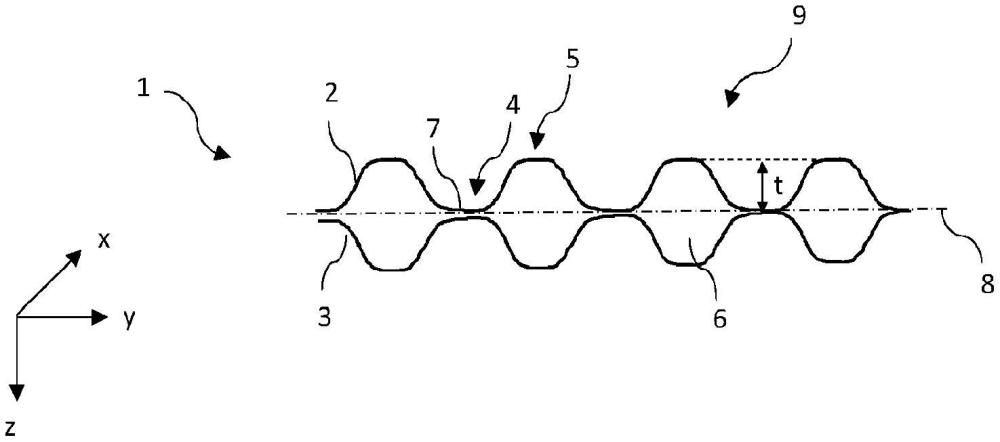
3、双极板的板元件沿着凹部的纵向延伸和垂直于所述纵向延伸的横向方向延伸。通过激光加工束在工件上形成焊接连接,其中,高能的加工束能够以加工速度在加工方向上相对于工件移动。在此,加工方向平行于凹部的纵向延伸定向。此外,激光加工束可以在横向方向上偏转和/或来回移动,所述横向方向横向于、特别是垂直于加工方向定向。通过激光加工束的来回移动可以产生曲折形或波浪线形的焊缝。
4、深度方向特别是垂直于所述横向方向和凹部的纵向延伸定向。在此,在所述凹部的确定的位置处的凹部深度可以特别是理解为第一板元件的上侧与凹部的这个位置之间的在深度方向上定向的间距。
5、通过探测处于相对于所述至少一个凹部的纵向延伸的横向方向上的几何特征、即凹部的最深部位和/或限定的深度的部位,能够位置精确地布置激光加工束。借助于激光加工束在凹部中的准确定位,可以产生在第一板元件与第二板元件之间的流体密封连接。
6、通过焊接连接沿着凹部的纵向延伸进行,可以在板元件的至少一个凹部中形成密封的冷却通道。这导致减少了双极板制造中的废品以及减少了用于检验每个双极板的密封性的数分钟的测试花费。
7、此外,通过激光加工束在凹部中的准确定位可以改善制造公差,由此减少制造中的废品。
8、本发明借助优选的实施方式和进一步方案具体地阐述。
9、特别是可以设置,借助于测量光束、特别是借助于光学相干断层扫描装置、也即oct(英文:optical coherence tomograhpy)光学地和/或无接触地探测所述几何特征。
10、在本发明的意义中,借助于光学相干断层扫描装置已探测到的测量信息包括在相应测量位置处的测量点的高度信息、即板元件的形貌测量信息和/或关于激光加工束的侵入深度的信息。
11、在一个替换方案中,借助于与激光加工束同轴的光学相干断层扫描装置记录几何特征。
12、在一个实施方式中可以设置,光学相干断层扫描装置提供参考光束和测量光束,其中,参考光束在光学相干断层扫描装置的参考镜上被反射,测量光束在第一板元件上被反射,并且被反射的参考光束与被反射的测量光束叠加以产生评估信号。
13、特别是可以设置,由光学相干断层扫描装置产生的评估信号包括关于凹部沿着横向方向的深度的信息。
14、在所述凹部的确定的位置处的凹部深度特别是可以理解为第一板元件的上侧与凹部的这个位置之间的在深度方向上定向的间距,其中,深度方向特别是垂直于所述横向方向和凹部的纵向延伸定向。
15、可以有利的是,第一板元件的凹部的几何特征是凹部的最深部位和/或凹部的限定的深度的部位。这具有的优点是,测量光束被定位为使得其在限定的深度的部位处被测量,并且激光加工束被再调整到具有确定的深度的位置处用于将第一板元件与第二板元件焊接,以便获得完好的焊缝。
16、替换地,对于几何特征可以使用凹部的对称标准。几何特征可以例如是关于相对于凹部的纵向延伸定向的横向方向而言的凹部中心。
17、在一个实施方式中可以设置,第一板元件和第二板元件可以布置为在形成焊接连接之前彼此被夹紧。
18、在前面进行的方法步骤期间的夹紧可以例如通过夹子、夹紧装置或止挡实现,并且具有的优点是,在形成焊接连接之前,板元件可以相对于彼此定向并且正确地定位。
19、替换地,第一板元件和第二板元件可以例如在形成焊接连接之前借助于点焊缝或缝合式焊缝来焊接,以达到彼此的配合状态。预先进行的组装可以用于克服第一板元件与第二板元件之间的间隙并且实现充分的焊缝。
20、第一板元件的至少一个凹部与第二板元件的至少一个凹部特别是彼此镜像对称地布置,和/或在沿横向方向彼此相邻的凹部之间形成用于形成通道、特别是冷却通道的空腔。然而如果多个凹部和桥接部未被正确地组装,则也可能产生被围成的波浪形。
21、有利地,第一板元件的凹部和第二板元件的凹部关于所述纵向延伸镜像对称地、特别是平行于加工方向延伸。
22、在一个实施方式中可以例如是,所述板元件中的仅仅一个板元件具有凹部,而第二板元件平坦地构造。
23、在纵向延伸上相邻的两个凹部之间形成桥接部。如果第一板元件和第二板元件在纵向延伸上具有凹部和由此桥接部,则在前面进行的方法步骤中板元件有利地这样相对彼此定位,以使得第一板元件的凹部与第二板元件的桥接部彼此对置。在此不必存在桥接部与凹部之间的机械接触,其中克服了间隙。
24、在将第二板元件相应地预先进行定位的情况下,第一板元件的凹部的最深部位优选地是与第二板元件接触的支承点并且由此是优选的焊接位置。
25、可能的是,在板元件的边缘区域中进行基本上环绕的焊接连接,以提供流体密封的空腔。为了提供冷却剂回路,板元件之间的冷却通道可以具有用于供送和/或排出冷却剂的一个或多个开口。
26、在一个特别优选的实施方式中,第一板元件与第二板元件之间的焊接连接流体密封地形成。这具有的优点是,可以减少双极板制造中的废品以及减少关于双极板的密封性的数分钟的测试花费。
27、特别是可以使用具有至少350nm和/或至多1100nm的波长的激光加工束用于将第一板元件与第二板元件焊接。
28、第一板元件和/或第二板元件包括金属材料、石墨材料、陶瓷材料或聚合物材料或者由金属材料、石墨材料、陶瓷材料或聚合物材料制造。例如板元件中的至少一个可以包括合金、例如高价值的钢合金。
29、特别是可以设置,第一板元件和/或第二板元件具有小于200μm、优选地小于100μm、特别优选地小于75μm的厚度。
30、第一板元件和/或第二板元件特别是具有至少50μm的厚度。
31、在一个实施方式中可以设置,借助于至少一个测量光束偏转装置使借助于光学相干断层扫描装置产生的测量光束相对于板元件并且独立于激光加工束移动。
32、测量光束偏转装置可以例如设计为扫描器或镜。测量光束的独立于激光加工束的移动具有的优点是,测量光束可以独立于加工束被控制到板元件的任意的位置,以便在期望的位置处探测几何特征。在此,测量光束的位置可以在激光加工设备的加工方向上位于激光加工束之前的上游(前测量位置)、与激光加工束同轴(内测量位置)或激光加工束之后的下游(后测量位置)。
33、在一个特别优选的实施方式中,借助于光学相干断层扫描装置产生的测量光束在加工方向上在激光加工束之前隔开间距(d)布置,其中,加工方向平行于凹部的纵向延伸定向。在此,测量光束在加工方向上时间上先于激光加工束照射到板元件的确定的加工部位上(前测量位置)并检测板元件的要加工的区域。
34、有利地,在通过激光加工束进行加工之前检测板元件上的信息、例如几何特征、特别是深度信息,并且激光加工束被再调整到凹部中的相应限定的部位处。
35、在一个另外的方面中,本发明也涉及一种具有独立权利要求13的特征的、用于加工至少一个第一板元件和第二板元件的设备。
36、根据本发明的设备特别是具有根据本发明的方法的一个或多个特征和/或优点。
37、根据本发明的方法特别是能够借助于根据本发明的设备实施,或者根据本发明的方法借助于根据本发明的设备实施。
38、本发明的其他优点由说明书和附图得出。所示出和描述的实施方式不应理解为穷举,而是具有用于概述本发明的示例性的特征。
- 还没有人留言评论。精彩留言会获得点赞!