成型装置的制作方法
本发明涉及一种成型装置。
背景技术:
1、以往,作为对金属材料进行成型的成型装置,已知有专利文献1中所记载的成型装置。该成型装置对板状部件进行冲压来成型出所期望的形状的部件。
2、以往技术文献
3、专利文献
4、专利文献1:日本特开2013-188793号公报
技术实现思路
1、发明要解决的技术课题
2、通过如上述所述的成型装置成型出的部件用于构建规定的结构物。因此,成型装置需要进行多次冲压来成型出多个部件。但是,在结构物的组件件数增加的情况下,冲压次数也会增加,因此会产生工时增加的问题。
3、因此,本发明的目的在于提供一种能够减少用于制造多个部件的工时的成型装置。
4、用于解决技术课题的手段
5、本发明的一实施方式所涉及的成型装置对金属材料进行加热并且进行淬火,所述成型装置通过对一个金属材料进行一次成型来成型出多个部件。
6、该成型装置是对金属材料进行加热并且进行淬火来进行成型的成型装置。成型装置通过对一个金属材料进行一次成型来成型出多个部件。因此,成型装置仅通过对一个金属材料进行一次成型即可一次性成型出多个部件。因此,能够减少用于制造多个部件的工时。
7、本发明的一实施方式所涉及的成型装置对金属材料供给流体来进行膨胀成型,所述成型装置通过对一个金属材料进行一次成型来成型出多个部件。
8、该成型装置是对金属材料供给流体来进行膨胀成型的成型装置。成型装置通过对一个金属材料进行一次成型来成型出多个部件。因此,成型装置仅通过对一个金属材料进行一次成型即可一次性成型出多个部件。因此,能够减少用于制造多个部件的工时。
9、成型装置可以成型出具有闭口截面的部件作为部件。此时,与组合多个部件来形成结构物的情况相比,能够减少组件件数。
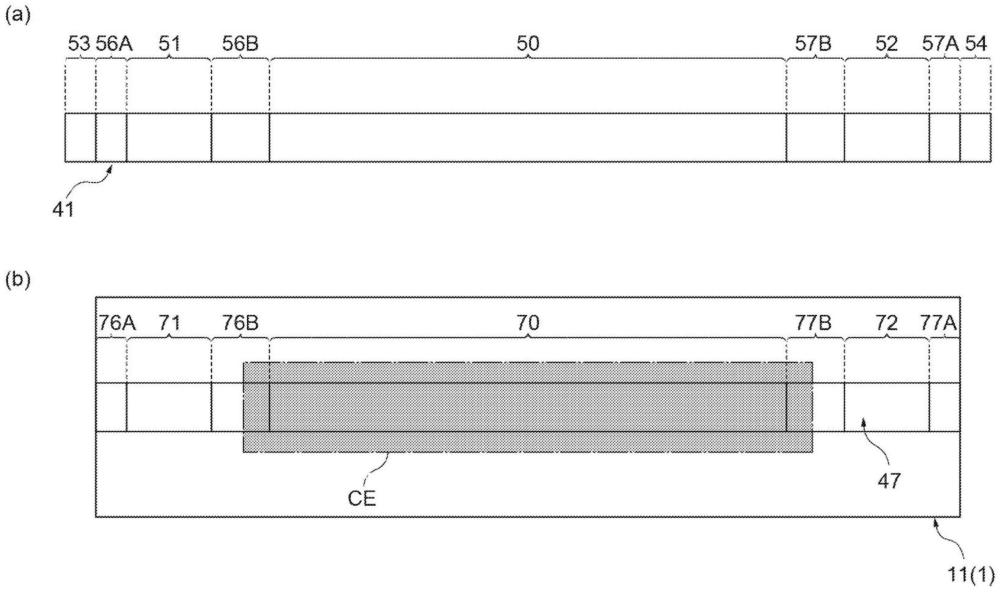
10、成型装置可以成型出长尺寸的第1部件和第1部件的长度方向上的两侧的第2部件及第3部件作为多个部件。由此,能够在成型出长尺寸的第1部件的同时在其长度方向上的两侧附加成型出第2部件及第3部件。
11、成型装置可以在多个部件中的一个部件与其他部件之间设置强度差。由此,根据各部件的用途,容易调整强度。
12、发明效果
13、根据本发明,提供一种能够减少用于制造多个部件的工时的成型装置。
技术特征:
1.一种成型装置,其对金属材料进行加热并且进行淬火,所述成型装置的特征在于,
2.一种成型装置,其对金属材料供给流体来进行膨胀成型,所述成型装置的特征在于,
3.根据权利要求1或2所述的成型装置,其特征在于,
4.根据权利要求1至3中任一项所述的成型装置,其特征在于,
5.根据权利要求1至4中任一项所述的成型装置,其特征在于,
技术总结
成型装置是对金属材料进行加热并且进行淬火的成型装置,所述成型装置通过对一个金属材料进行一次成型来成型出多个部件。
技术研发人员:石塚正之,坂卷昂三郎,粂野宏之,上野纪条
受保护的技术使用者:住友重机械工业株式会社
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!