用于制造车辆部件的工艺的制作方法
本发明总体上涉及用于制造车辆部件、比如由钢形成的车辆部件的工艺。
背景技术:
1、热冲压是一种用于将钢形成为车辆的各种部件的常见工艺。热冲压工艺通常包括在烤箱或熔炉中将钢材加热至至少900℃的温度,并且然后将钢材快速转移至具有模具的单独的热压力机,以将钢材形成为所需的形状。在钢材成形之后,成形的钢材也在该模具中被淬火。例如,mn22b5级钢通常以每秒约27℃的速度淬火。在淬火步骤之后,成形的钢材优选地从模具转移至另一位置,在该位置中,成形的钢材被修整和/或穿孔以形成车辆部件的所需形状。通常使用激光来对钢材进行修整和穿孔以实现所需形状。
2、当前的热冲压工艺需要压力机和单独的激光机两者以使钢材成形、对钢材进行修整和穿孔。由于淬火步骤,当前的热冲压工艺也是耗时的。因此,需要提高热冲压工艺的生产率。
技术实现思路
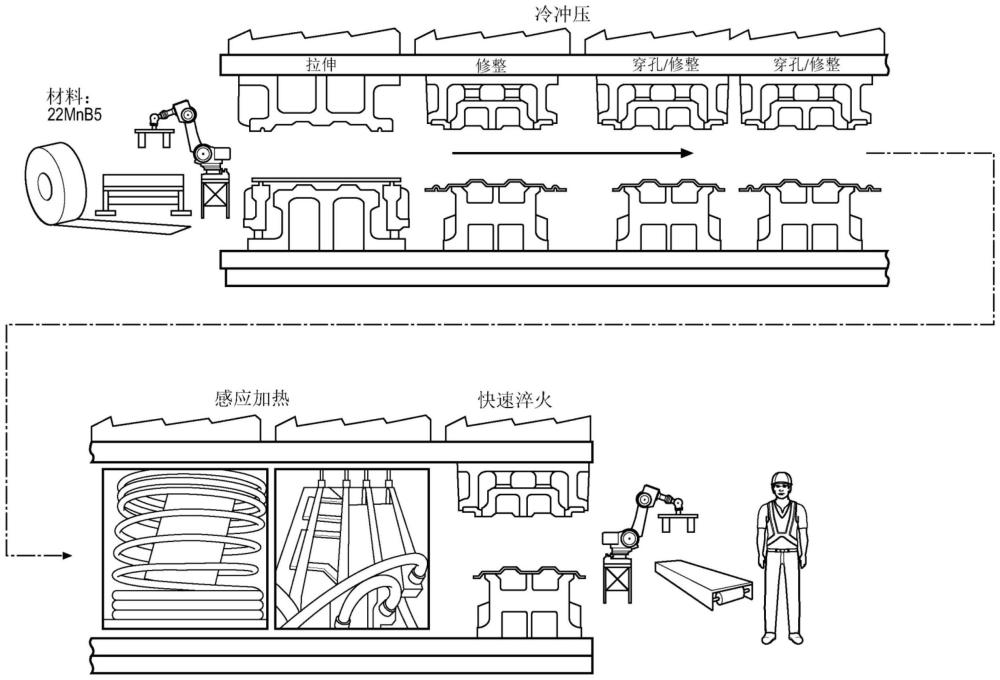
1、本发明的一方面提供了一种用于制造车辆部件的工艺,该工艺包括以下步骤:在加热钢材之前于压力机中对钢材进行冲压;可选地在钢材被加热之前于压力机中对经冲压的钢材进行穿孔和/或修整;在压力机中对经冲压的钢材进行感应加热;以及在感应加热之后于压力机中对经冲压的钢材进行淬火。
2、本发明的另一方面提供了一种车辆部件,该车辆部件通过在加热钢材之前于压力机中对钢材进行冲压而形成;可选地在加热钢材之前于压力机中对经冲压的钢材进行穿孔和/或修整;在压力机中对经冲压的钢材进行感应加热;以及在感应加热之后于压力机中对经冲压的钢材进行淬火。
技术特征:
1.一种用于制造车辆部件的工艺,所述工艺包括以下步骤:
2.根据权利要求1所述的工艺,所述工艺包括在所述钢材被加热之前对经冲压的所述钢材进行穿孔和/或修整。
3.根据权利要求2所述的工艺,其中,所述冲压步骤、所述穿孔步骤、和/或所述修整步骤是在所述钢材处于不大于50℃的温度下进行的。
4.根据权利要求1所述的工艺,其中,所述冲压步骤包括拉伸所述钢材。
5.根据权利要求4所述的工艺,其中,所述拉伸步骤发生在第一成形站,并且还包括在所述拉伸步骤之后且在加热所述钢材之前于所述压力机中的第二成形站处修整所述钢材。
6.根据权利要求5所述的工艺,所述工艺还包括在所述第二成形站处的所述修整步骤之后于所述压力机中的第三成形站处修整所述钢材,以及在所述第三成形站处的所述修整步骤之后于所述压力机中的第四成形站处对所述钢材进行穿孔。
7.根据权利要求1所述的工艺,其中,所述感应加热步骤包括在所述压力机中的第一加热站处将经冲压的所述钢材从室温感应加热至500℃,在所述压力机中的第二加热站处将所述钢材从500℃感应加热至750℃,以及在所述压力机中的第三加热站处将所述钢材从750℃感应加热至900℃。
8.根据权利要求1所述的工艺,其中,所述淬火步骤包括用水以每秒约100℃的速度直接冷却所述钢材。
9.根据权利要求1所述的工艺,其中,所述感应加热步骤包括将所述钢材加热至900℃的温度,并且所述淬火步骤包括在6秒内将所述钢材的温度从800℃降低至200℃。
10.根据权利要求1所述的工艺,其中,所述淬火步骤包括使所述钢材与从所述压力机的下部模具提供的水直接接触,并且所述淬火步骤包括使水循环通过与所述钢材接触的上部模具。
11.根据权利要求1所述的工艺,其中,所述压力机包括用以进行所述淬火步骤的上部模具和下部模具,并且所述上部模具和所述下部模具包括浮动冲头。
12.根据权利要求1所述的工艺,其中,所述压力机包括用以进行所述淬火步骤的上部模具和下部模具,所述上部模具和所述下部模具包括浮动粘合剂,所述浮动粘合剂通过氮气气缸延伸,并且当所述钢材设置在所述模具之间时,所述浮动粘合剂保持所述钢材并且允许所述钢材冷却,即使当所述转移压力机不在bdc(下止点)处时也是如此。
13.根据权利要求1所述的工艺,其中,所述压力机包括用以进行所述淬火步骤的上部模具和下部模具,并且所述上部模具和所述下部模具包括腔。
14.根据权利要求1所述的工艺,其中,所述压力机是常规的转移压力机。
15.根据权利要求1所述的工艺,其中,所述感应加热包括在所述钢材中形成奥氏体,并且所述淬火步骤包括在所述钢材中形成马氏体。
16.根据权利要求1所述的工艺,其中,所述钢材为mn22b5级钢。
17.根据权利要求1所述的工艺,其中,所述车辆部件是白车身部件、支柱、摇杆、柱、梁、轨道、加强件或保险杠。
18.一种由通过根据权利要求1所述的工艺制造的用于车辆的钢材形成的部件。
19.根据权利要求18所述的部件,其中,所述部件由钢形成并且是白车身部件、支柱、摇杆或柱。
20.根据权利要求18所述的部件,其中,所述部件由钢形成并且是梁、轨道、加强件或保险杠。
技术总结
提供了一种使用单个转移压力机由诸如Mn22B5钢材的钢材制造车辆部件的工艺。该工艺包括在钢材被加热之前,于室温下在转移压力机中对钢材进行冲压、修整和穿孔。该工艺然后包括在同一压力机中对经冲压的钢材进行感应加热以在钢材中形成奥氏体。在感应加热之后,该工艺包括在同一压力机中对钢材进行快速淬火以在钢材中形成马氏体。该工艺不需要在冲压前用烤箱加热钢材,并且不需要激光机用于修整和穿孔。钢材不需要转移至多个不同的位置,与常规的热冲压工艺相比,这有助于提高该工艺的生产率。
技术研发人员:亚历杭德罗·戈赖斯·亚历杭德雷
受保护的技术使用者:麦格纳国际公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!