串列式轧制机的板厚一览表计算方法以及轧制成套设备与流程
本公开涉及并列设置有多个轧制机架的串列式轧制机的板厚一览表(日文:板厚スケジュール)计算方法以及轧制成套设备(日文:プラント)。
背景技术:
1、在下述专利文献1所公开的串列式轧制机的板厚一览表计算方法中,为了实现作为轧制命令而提供的目标板厚,使用用于预测各轧制机架的材料温度、轧制载荷、轧制转矩等的算式组来计算板厚一览表。
2、作为板厚一览表的计算方法,使用载荷比分配法,基于各轧制机架中的载荷pi的分配比率γi来计算板厚一览表。另外,为了保持轧制机架间的等速性,各轧制机架的出料侧板厚hi和辊周速度vi必须满足体积速度恒定法则(也称为“质量流量恒定法则(日文:マスフロー一定則)”)。在此,i是用于区分多个轧制机架的识别符,i中代入轧制机架的编号(i=1~n)。
3、在上述计算方法中,使用newton-raphson法等数值地求解从各机架的轧制载荷与载荷比的关系以及质量流量恒定法则双方得到的关系式以及与关系式相同数量的未知数。此外,在上述计算方法中,对各轧制机架的压下率(日文:圧下率)、轧制载荷以及轧制转矩等参数进行极限检查(limit check)(也称为“参数限制”)。在超过了极限检查的极限值的情况下,通过降低该轧制机架的载荷比目标值,自动地修正板厚一览表。在该板厚一览表计算方法中,存在根据修正对象的轧制机架数或修正量,计算的性能降低的问题。在此,计算的性能降低包含例如在存在过半数的修正对象的轧制机架情况下、修正量大到某种程度的情况下,计算负荷变高、重复计算难以收敛。
4、在下述专利文献2中公开了在与轧制相关的参数超过极限值的情况下,通过变更在计算中使用的函数,适当地修正计算内容的技术。
5、现有技术文献
6、专利文献
7、专利文献1:日本特开2000-167612号公报
8、专利文献2:国际公开第2021-084636号
技术实现思路
1、发明所要解决的课题
2、然而,在专利文献1以及专利文献2中,都没有明确记载用于极限检查的极限值是怎样的数值、以及其设定方法。假设在将足够大的数值设定为极限值的情况下,极限检查本身变得不发挥功能。另一方面,在将比较小的数值设定为极限值的情况下,超过极限值的频度增加,板厚一览表的计算不收敛。在任一情况下,都会导致轧制故障,有可能使成品率恶化、作业停止时间增加。另外,现状是极限值不依赖于钢种、尺寸,对于全部的材料使用共通的(相同的)数值,该共通的数值不能说是适合于轧制材料的极限值。
3、本公开是为了解决上述那样的课题而完成的,其目的在于提供一种能够算出并设定为了维持轧制故障少的稳定的轧制/作业状态而适当的极限检查用的极限值的板厚一览表算出方法以及轧制成套设备。
4、用于解决课题的手段
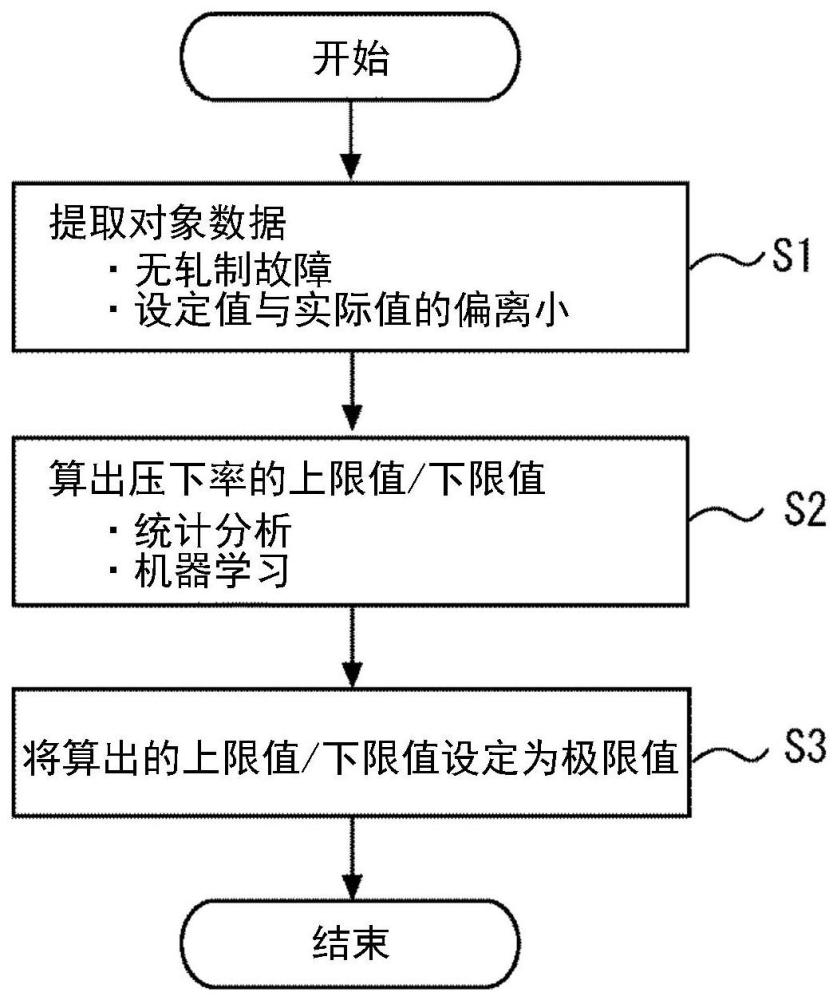
5、第一观点涉及通过多个轧制机架连续进行轧制的串列式轧制机的板厚一览表计算方法。板厚一览表计算方法包含使用包括前滑率(日文:先進率)模型以及轧制载荷模型的轧制模型式,基于轧制载荷或马达功率(日文:モーターパワー)来计算板厚一览表的计算工序。计算工序具有:算出工序,基于过去的轧制数据,针对包含进行轧制的钢种分区以及板厚分区的每个产品规格,算出各轧制机架的压下率的上限值以及下限值中的至少一方;以及设定工序,将在算出工序中算出的上限值以及下限值中的至少一方设定为针对压下率的极限检查的极限值。
6、第二观点在第一观点的基础上,还具有如下特征。构成为算出工序具有提取过去的轧制数据中的、不引起轧制故障地完成了轧制时的轧制数据的工序,并根据提取出的轧制数据的压下率的设定计算值以及实际值(日文:実績値)中的至少一方通过统计分析来算出上限值以及下限值中的至少一方。
7、第三观点在第一观点的基础上,还具有如下特征。构成为算出工序具有提取过去的轧制数据中的、压下率的设定计算值与实际值的偏离小于基准值时的轧制数据的工序,并根据提取出的轧制数据的压下率的设定计算值以及实际值中的至少一方通过统计分析来算出上限值以及下限值中的至少一方。
8、第四观点在第一观点的基础上,还具有如下特征。构成为在算出工序中,使用以过去的轧制数据中的、不引起轧制故障地完成了轧制时的过去的设定计算值以及实际值中的至少一方作为输入,以压下率作为输出的机器学习逐次进行算出,对算出的压下率加上或减去一定的数值,从而算出上限值以及下限值中的至少一方。
9、第五观点在第一观点的基础上,还具有如下特征。构成为在算出工序中,使用以过去的轧制数据中的、压下率的设定计算值与实际值的偏离小于基准值时的过去的设定计算值以及实际值中的至少一方作为输入,以压下率作为输出的机器学习逐次进行算出,对算出的压下率加上或减去一定的数值,从而算出上限值以及下限值中的至少一方。
10、第六观点在第一观点的基础上,还具有如下特征。构成为在算出工序中,提取过去的轧制数据中的、发生了轧制故障的分区的轧制数据,将无轧制故障地完成了轧制时的轧制数据作为对象,算出设定计算的压下率的平均值,并且将有轧制故障时的轧制数据作为对象,根据设定计算的压下率算出百分位数值(日文:パーセンタイル値),对算出的平均值以及百分位数值加上或减去一定的数值,从而算出上限值以及下限值中的至少一方。
11、第七观点在第一观点的基础上,还具有如下特征。构成为在下游侧的轧制机架中,在算出的上限值以及下限值中的至少一方大于一个上游侧的轧制机架的上限值的情况下,将下游侧的轧制机架的上限值置换为一个上游侧的轧制机架的上限值,或者将下游侧的轧制机架的上限值置换为从一个上游侧的机架的上限值减去一定的数值而得到的值。
12、第八观点在第一观点的基础上,还具有如下特征。构成为在过去的轧制数据的数量小于第一阈值时,将预先算出的压下率设定为所述极限值。在轧制数据的累积进行、过去的轧制数据的数量为第一阈值以上且小于第二阈值时,将根据通过统计分析算出的轧制数据的压下率的设定计算值以及实际值中的至少一方并且通过统计分析而算出的上限值以及下限值中的至少一方设定为极限值。轧制数据的累积进一步进行、过去的轧制数据的数量为第二阈值以上时,将通过对使用机器学习算出的压下率加上或减去一定的数值从而算出的上限值及下限值中的至少一方设定为极限值。
13、第九观点具备:多个轧制机架;压下装置,设置于多个轧制机架的各轧制机架;电动机(日文:電動機),使各轧制机架具有的辊旋转;过程计算机(日文:プロセス計算機),构建为基于压下装置的轧制载荷比和电动机的马达功率比中的一方的值计算各轧制机架的板厚一览表;以及数据库,累积过去的轧制数据。过程计算机构建为执行以下处理:实施针对各轧制机架的压下率的极限检查的处理;基于数据库中累积的过去的轧制数据,针对包含进行轧制的钢种分区以及板厚分区的每个产品规格,算出各轧制机架的压下率的上限值以及下限值中的至少一方的处理;以及将算出的上限值以及下限值中的至少一方设定为针对压下率的极限检查的极限值的处理。
14、发明效果
15、根据第一以及第九观点,通过将针对每个产品规格使用过去的轧制数据算出的压下率的上限值以及下限值中的至少一方设定为极限值,从而能够设定适于被轧制材料的极限值,能够避免轧制故障。由此,能够实现成品率改善、作业停止时间的缩短。
16、根据第二及第四观点,通过使用没有引起轧制故障的轧制数据,能够降低发生轧制故障的可能性,能够进行更稳定的作业。
17、根据第三及第五观点,通过使用设定计算值与实际值的偏离小的轧制数据,能够高精度地求出压下率的上限值以及下限值中的至少一方。
18、根据第六观点,即使在使用发生了轧制故障的分区的轧制数据的情况下,也能够算出压下率的上限值以及下限值中的至少一方。
19、根据第七观点,通过防止压下率的反转,能够防止轧制平衡崩坏而引起轧制故障。
20、根据第八观点,能够根据轧制数据数量来阶段性地设定极限值。
- 还没有人留言评论。精彩留言会获得点赞!