创建数字指令的二维片处理和用于该处理的工业机器人的制作方法
本公开总体上涉及二维片状材料到三维形状对象的材料处理,该三维形状对象典型地是期望的三维形状对象。更具体地,本公开的一些方面涉及:i)用于二维片状材料的材料处理的由计算机设备执行的方法;ii)对应的计算机设备;iii)由该方法形成的三维形状对象;iv)所述对象的用途;以及v)对应的计算机程序。本公开的另外的方面涉及一种由工业机器人执行的方法,其补充了由计算机设备执行的上述方法。换句话说,本公开的一些方面涉及:i)用于二维片状材料的材料处理的由工业机器人执行的方法;ii)对应的工业机器人;iii)由该方法形成的三维形状对象;iv)所述对象的用途;以及v)对应的计算机程序。
背景技术:
1、弯曲或折叠片材料或片状材料是在工业制造中执行的最常见的操作中的一种操作。
2、弯曲片材料典型地是通过向该材料施加力来执行的,该力通常还必须超过材料的屈服强度以实现塑性变形。存在多种用于弯曲片材料的常规方法。这些常规方法中的大多数方法使用模具进行弯曲,如v型弯曲、打底弯曲(bottoming)、气动弯曲、压印、u型弯曲、阶梯式弯曲,所有这些弯曲均受限于所需的半径、模具和工具的凸缘长度以及用于弯曲所需的力。另一种方法是用于制造管或锥体的辊弯曲或旋转弯曲。
3、当在cad软件中设定片金属或钣金时,通常需要考虑的关键尺寸是片金属或钣金的厚度、k系数和折弯半径。与屈服强度为大约400mpa的常规钢相比,诸如铝之类的材料通常需要较小的力,而诸如不锈钢之类的材料则需要更大的力。然而,将毛坯片材料(即,基本上二维的对象)弯曲或折叠成三维的形状或对象具有其局限性,甚至在设计阶段和转换成例如计算机辅助设计(cad)指令时也是如此。
4、常规地,钢或类似的材料一次只能在一个维度上被折叠。这意味着在三维对象的常规构造中,它们通常必须由许多不同的部分拼接和焊接在一起,并且意味着在二维片上铺展三维形状涉及切割各个部分。在一些应用中,三维对象可以通过在一个维度中顺序折叠来构造。这对材料的使用以及所期望的三维对象的最终设计都具有限制。
技术实现思路
1、鉴于上述考虑和其他考虑,做出了本公开中所描述的实施例。本公开认识到存在用于将二维片折叠成三维对象的改进技术的需要的事实。
2、因此,贯穿本公开描述的一些方面和实施例的总体目的是提供用于处理二维片的改进技术。允许提供通过所述方法折叠的对象及其用途也将是有利的。
3、由所附的独立权利要求来解决该目的。
4、在所附的从属权利要求和下列描述中阐述了有利的实施例。
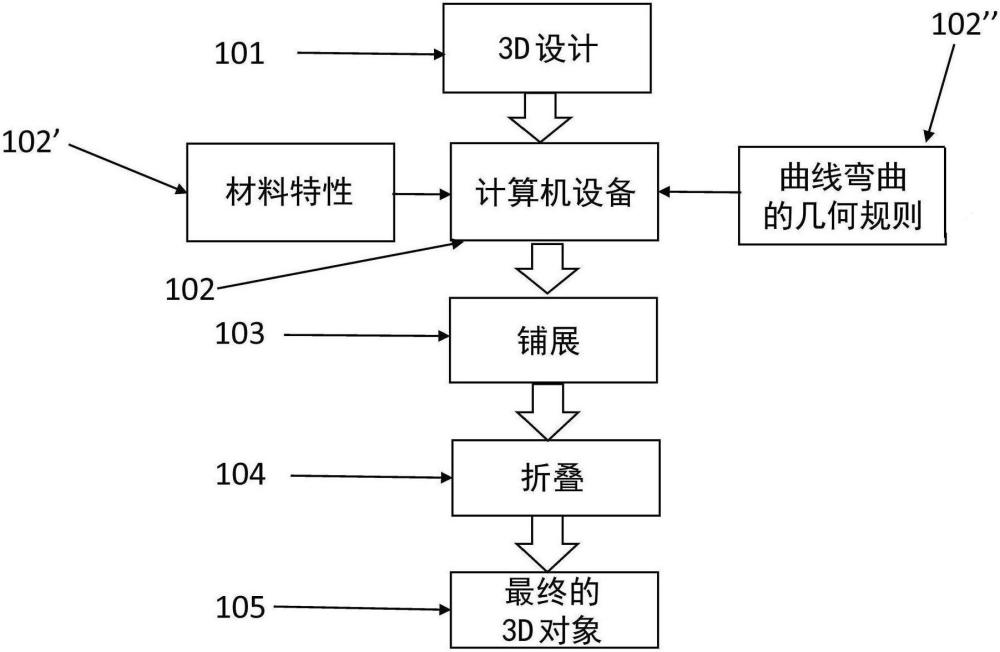
5、根据第一方面,提供了一种用于二维片状材料的材料处理的由计算机设备执行的方法。所述方法包括:获取与三维对象的设计相关的信息;获取与所述材料的材料特性相关的信息到计算机设备;限定至少一个主表面和至少一个次表面以及所述主表面和对应的次表面之间的几何关系,其中,所述次表面是所述主表面在二维平面中的镜像,并且其中,如果所述主表面是凹的,则所述次表面是凸的,或者如果所述主表面是凸的,则所述次表面是凹的;提供用于对二维片进行铺展并后续进行折叠的数字指令,其中,所述数字指令是基于分别限定的所述主表面和所述次表面以及所述材料特性的。
6、在一些实施例中,提供用于对二维片进行铺展并后续进行折叠的所述数字指令包括:将所述数字指令传输或以其他方式发送到工业机器人,以用于通过所述工业机器人对所述二维片进行所述铺展并后续进行折叠。
7、例如,工业机器人可以被定位成远离计算机设备。
8、常规地,钢或类似的材料一次只能在一个维度上弯曲或折叠。这意味着,在三维的钢对象的常规构造中,即由弯曲表面构成的金属片设计传统上需要被冲压或与不同的部分组装在一起。
9、通过本发明方法,在限定与主表面相对应的次表面的情况下,可以创建用于将二维片完全展开式铺展并后续折叠成三维形状的对象的数字指令,而无需将许多不同的部分拼凑在一起。完全展开式铺展意味着二维片对象的表面被拼凑在一起,这意味着由其形成的三维对象不需要将许多不同的部分拼凑在一起。曲线折叠的实施能够为技术容量(technical volume)(例如电池或其他设备)创建更大的容量而不影响设计。这主要是因为:与在直线上进行折叠相比,在曲线折叠的情况下,可以无需额外的折叠就可以合并容量。
10、如本文所使用的,计算机设备是指能够获取(例如,接收)和处理如上所限定的信息的任何设备。典型地,计算机设备还能够向如上所描述的工业机器人提供(例如,传输)数字指令。计算机设备可以例如被实施为台式计算机、膝上型计算机、平板计算机或智能手机。
11、通常,可以在计算机设备上使用计算机辅助设计(cad)程序。以上限定的方法可以例如被实施为常规cad程序的附加计算机程序,并且在任何合适的计算机设备上运行,如本文将进一步描述的。
12、根据第一方面,通过沿着所述二维片的曲线进行折叠可以执行所述折叠,其中,所述曲线被限定在二维平面上。
13、曲线折叠的实施能够为技术容量(例如,电池或其他设备)创建更大的容量而不影响设计。这是因为:与在直线上进行的常规折叠相比,曲线折叠过程可以无需额外的折叠就可以合并较大的容量。因此,曲线折叠进一步需要更少数量的围绕容量的折叠。
14、根据第一方面,其中在所述二维平面横穿单折叠表面的情况下,创建交叉部,并且其中,所述次表面是所述二维平面下方的表面的镜像,并且是穿过所述二维平面成镜像的。次表面是主表面穿过二维折叠平面的延续的镜像。
15、这意味着,二维平面和主表面的交叉部创建了在二维平面上限定的曲线,这允许精确限定三维设计和完全展开式铺展。对次表面的限定对于实现完全展开式铺展是基本的。二维平面也可以被描述为折叠平面。
16、所述材料特性可以是厚度、材料的类型、硬度韧性、拉伸强度、屈服强度、延伸率、疲劳强度、腐蚀性、塑性、可锻性、所述材料的蠕变和结构以及材料的尺寸中的任一种或组合,并且其中,所述材料特性限定用于所述二维片的所述折叠的边界条件。替代性地,其他或不同的材料特性被用作对计算机设备的输入。
17、根据第一方面的一个替代方案,所述主表面可以是控制三维对象的设计的表面。
18、根据另一替代方案,所述曲线可以控制三维对象的设计。
19、可以由基于三维形状对象的技术容量和人体工程学要求的接口设计进一步限定三维形状设计。
20、因此,本发明的曲线折叠方法允许三维对象的设计和构造的集成,该三维对象例如可以是诸如轻便摩托或摩托车之类的车辆。技术容量可以例如是电池、转向设备和其他所需的技术设备,并且人体工程学要求可以例如是车座的形状等。
21、根据第一方面,可以由工业机器人通过所述折叠曲线的直线交叉部来执行所述折叠。
22、工业机器人可以具有一个或更多个机器人臂。折叠可以通过常规的折叠操作(例如,辊折叠)来执行。辊折叠是通过工业机器人的优选的折叠操作,能够以容易的方式折叠材料。此外,通过使用工业机器人来折叠二维片,可以在远离数字机器人的位置处创建数字指令。数字指令可以同时提供给在不同位置处的多个工业机器人,这允许灵活和分散的生产过程,这可以适应客户的需求,并且还减少运输三维对象的需要。作为示例,可以在设计工作室创建用于将金属片折叠成摩托车的数字指令,并且将该数字指令发送到靠近客户的生产工厂,而不是在单个位置处组装摩托车并运输给客户。
23、根据第一方面,可以执行所述折叠,以便形成凸表面和凹表面的至少一个复合对,从而形成所述三维形状的对象。这意味着,折叠的数量可以是从一次折叠到无数次折叠中的任一个。甚至进一步,一旦已经沿着一个预定的曲线执行折叠,则可以沿着另一预定的曲线执行另一折叠。
24、二维片材料可以是金属材料或塑料材料中的任一种,并且所述金属材料可以是钢、不锈钢和铝中的任一种。
25、根据一个替代方案,所述材料可以是具有在1100mpa至1400mpa范围内的屈服强度和在1mm至1.50mm范围内的厚度的不锈钢,并且其中,在没有对所述材料进行预先回火的情况下折叠所述材料。
26、屈服强度是材料开始变形(即,弯曲或折叠材料)所需的力的测量值。常规地,钢需要回火,否则它仍然很脆。通过本发明方法,令人惊奇地发现,用于完全展开式铺展和工业机器人折叠的数字指令允许在没有预先热处理的情况下折叠毛坯金属片材料,这是因为可以达到材料的塑性变形的阈值,即所达到的惯性足够大,甚至可以用于折叠脆性的材料而不破坏它,并且使其保持在折叠状态。
27、根据第二方面,提供了一种呈三维几何形状的形式的对象,其中,所述材料已通过根据第一方面所述的方法被从二维片材料折叠成所述三维几何形状的对象。
28、根据第三方面,提供了根据第二方面所限定的对象的用于制造车辆、家具、工具中的任一种的用途。
29、根据第四方面,提供了一种计算机程序,所述计算机程序包括指令,所述指令当在至少一个处理器上被执行时促使所述至少一个处理器执行根据以上描述的第一方面所述的方法。
30、还可以提供一种载体。所述载体包括根据第四方面所述的计算机程序。所述载体可以例如是电信号、光信号、无线电信号或计算机可读存储介质中的一种。
31、根据第五方面,提供了一种计算机设备,所述计算机设备包括处理器和存储器。所述存储器包括能够由所述处理器执行的指令,由此所述计算机设备能够操作以执行根据第一方面所述的方法。
32、根据第六方面,提供了适于接收根据本发明的第一方面所述的数字指令的至少一个工业机器人。
33、在下文中,将更详细地总结本公开的附加方面和实施例。
34、根据第七方面,提供了一种用于二维片状材料的材料处理的由计算机设备执行的方法。所述方法包括:
35、获取与三维对象的期望设计相关的信息;
36、获取与所述二维片状材料的材料特性相关的信息;
37、限定所述三维对象的所述期望设计的主表面和次表面;以及
38、限定所述主表面和所述次表面之间的几何关系,其中,
39、所述次表面是所述主表面在二维平面中的镜像,并且其中,
40、当所述主表面是凹的时,所述次表面是凸的,或者当所述主表面是凸的时,所述次表面是凹的;以及
41、提供或以其他方式创建用于将二维片完全展开式铺展并后续折叠成所述三维对象的所获取的期望设计的数字指令,其中,所述数字指令是基于分别限定的所述主表面和所述次表面以及所获取的所述材料特性的。
42、在一些实施例中,所述方法还可以包括:将所述数字指令传输到工业机器人,以用于通过所述工业机器人对所述二维片进行所述铺展并后续进行所述折叠。
43、在一些实施例中,所述计算机设备与所述工业机器人集成在一起。
44、在其他实施例中,所述工业机器人与所述计算机设备是分离的且不同于所述计算机设备。例如,所述工业机器人可以被定位成远离所述计算机设备。
45、在一些实施例中,通过沿着所述二维片的曲线进行折叠来执行所述折叠,其中,所述曲线被限定在二维平面上。在一些实施例中,在所述二维平面横穿单折叠表面的情况下,创建交叉部,其中,所述次表面是所述二维平面下方的表面的镜像,并且是穿过所述二维平面成镜像的。
46、在一些实施例中,所述材料特性是厚度、材料的类型、硬度韧性、拉伸强度、屈服强度、延伸率、疲劳强度、腐蚀性、塑性、可锻性、所述材料的蠕变和结构以及材料的尺寸中的任一种或组合。另外,所述材料特性限定用于所述二维片的所述折叠的边界条件。
47、在一些实施例中,所述主表面是控制三维对象的所述期望设计的表面。
48、在一些实施例中,所述曲线控制三维对象的所述期望设计。
49、在一些实施例中,由基于三维形状对象的技术容量和人体工程学要求的接口设计进一步限定三维形状的所述期望设计。
50、在一些实施例中,由所述工业机器人通过所述折叠曲线的直线交叉部来执行所述折叠。在一些实施例中,执行所述折叠,以便形成凸表面和凹表面的至少一个复合对,从而形成所述三维对象的所述期望设计。
51、在一些实施例中,所述二维片材料是金属材料或塑料材料中的任一种。例如,所述金属是钢、不锈钢和铝中的任一种。例如,所述金属可以是具有在1100mpa至1400mpa范围内的屈服强度和在1mm至1.50mm范围内的厚度的不锈钢,其特征在于,在没有对所述材料进行预先回火的情况下折叠所述材料。
52、根据第八方面,提供了一种呈三维几何形状的形式的对象,其中,使用或以其他方式利用第七方面所述的方法已将所述对象从二维片材料折叠成所述三维几何形状的对象。
53、根据第九方面,提供了根据第八方面所述的对象的用于制造车辆(例如,摩托车)、家具、工具中的任一种的用途。
54、根据第十方面,提供了一种计算机程序,所述计算机程序包括指令,所述指令当在至少一个处理器上被执行时促使所述至少一个处理器执行根据第七方面所述的方法。还可以提供一种载体,所述载体包括根据第十方面所述的计算机程序。所述载体可以例如是电信号、光信号、无线电信号或计算机可读存储介质中的一种。
55、根据第十一方面,提供了一种用于二维片状材料的材料处理的计算机设备。
56、在第一实施方式中,所述计算机设备包括处理器和存储器,所述存储器包括能够由所述处理器执行的指令,由此所述计算机设备能够操作以执行根据第七方面所述的方法。
57、在第二实施方式中,计算机设备包括:
58、适于获取与三维对象的期望设计相关的信息的装置;
59、适于获取与所述二维片状材料的材料特性相关的信息的装置;
60、适于限定所述三维对象的所述期望设计的主表面和次表面的装置;以及
61、适于限定所述主表面和所述次表面之间的几何关系的装置,其中,
62、所述次表面是所述主表面在二维平面中的镜像,并且其中,
63、当所述主表面是凹的时,所述次表面是凸的,或者当所述主表面是凸的时,所述次表面是凹的;以及
64、适于提供或以其他方式创建用于将二维片完全展开式铺展并后续折叠成所述三维对象的所获取的期望设计的数字指令的装置,其中,所述数字指令是基于分别限定的所述主表面和所述次表面以及所获取的所述材料特性的。
65、在一些实施例中,所述计算机设备包括适于将所述数字指令传输到工业机器人的装置,以用于通过所述工业机器人对所述二维片进行所述铺展并后续进行所述折叠。
66、在一些实施例中,所述计算机设备可以与所述工业机器人集成在一起。
67、在其他实施例中,所述工业机器人与所述计算机设备可以是分离的且不同于所述计算机设备。例如,所述工业机器人可以被定位成远离所述计算机设备。
68、在一些实施例中,通过沿着所述二维片的曲线进行折叠来执行所述折叠,其中,所述曲线被限定在二维平面上。
69、在一些实施例中,在所述二维平面横穿单折叠表面的情况下,创建交叉部,并且所述次表面是所述二维平面下方的表面的镜像,并且是穿过所述二维平面成镜像的。
70、在一些实施例中,所述材料特性是厚度、材料的类型、硬度韧性、拉伸强度、屈服强度、延伸率、疲劳强度、腐蚀性、塑性、可锻性、所述材料的蠕变和结构以及材料的尺寸中的任意一种或组合,并且其中,所述材料特性限定用于所述二维片的所述折叠的边界条件。
71、在一些实施例中,所述主表面是控制三维对象的所述期望设计的表面。
72、在一些实施例中,所述曲线控制三维对象的所述期望设计。
73、在一些实施例中,由基于三维形状对象的技术容量和人体工程学要求的接口设计进一步限定三维形状的所述期望设计。
74、在一些实施例中,由所述工业机器人通过所述折叠曲线的直线交叉部来执行所述折叠。
75、在一些实施例中,执行所述折叠,以便形成凸表面和凹表面的至少一个复合对,从而形成所述三维对象的所述期望设计。
76、在一些实施例中,所述二维片材料是金属材料或塑料材料中的任一种。
77、在一些实施例中,所述金属材料是钢、不锈钢和铝中的任一种。例如,所述金属材料可以是具有在1100mpa至1400mpa范围内的屈服强度和在1mm至1.50mm范围内的厚度的不锈钢,其特征在于,在没有对所述材料进行预先回火的情况下折叠所述金属材料。
78、在第三实施方式中,所述计算机设备包括处理器和存储器。所述存储器包括能够由所述处理器执行的指令,由此所述计算机设备能够操作以:
79、获取与三维对象的期望设计相关的信息;
80、获取与所述二维片状材料的材料特性相关的信息;
81、限定所述三维对象的所述期望设计的主表面和次表面;以及
82、限定所述主表面和所述次表面之间的几何关系,其中,
83、所述次表面是所述主表面在二维平面中的镜像,并且其中,
84、当所述主表面是凹的时,所述次表面是凸的,或者当所述主表面是凸的时,所述次表面是凹的;以及
85、提供或以其他方式创建用于将二维片完全展开式铺展并后续折叠成所述三维对象的所获取的期望设计的数字指令,其中,所述数字指令是基于分别限定的所述主表面和所述次表面以及所获取的所述材料特性的。
86、在一些实施例中,所述计算机设备还可以包括发送器,所述发送器被配置为将所述数字指令传输到工业机器人,以用于通过所述工业机器人对所述二维片进行所述铺展并后续进行所述折叠。
87、在一些实施例中,所述计算机设备可以与所述工业机器人集成在一起。
88、在一些实施例中,所述工业机器人与所述计算机设备可以是分离的且不同与所述计算机设备。在一些实施例中,所述工业机器人被定位成远离所述计算机设备。
89、在一些实施例中,通过沿着所述二维片的曲线进行折叠来执行所述折叠,其中,所述曲线被限定在二维平面上。
90、在一些实施例中,在所述二维平面横穿单折叠表面的情况下,创建交叉部,并且所述次表面是所述二维平面下方的表面的镜像,并且是穿过所述二维平面成镜像的。
91、在一些实施例中,所述材料特性是厚度、材料的类型、硬度韧性、拉伸强度、屈服强度、延伸率、疲劳强度、腐蚀性、塑性、可锻性、所述材料的蠕变和结构以及材料的尺寸中的任一种或组合,并且其中,所述材料特性限定用于所述二维片的所述折叠的边界条件。
92、在一些实施例中,所述主表面是控制三维对象的所述期望设计的表面。
93、在一些实施例中,所述曲线控制三维对象的所述期望设计。
94、在一些实施例中,由基于三维形状对象的技术容量和人体工程学要求的接口设计进一步限定三维形状的所述期望设计。
95、在一些实施例中,由所述工业机器人通过所述折叠曲线的直线交叉部来执行所述折叠。
96、在一些实施例中,执行所述折叠,以便形成凸表面和凹表面的至少一个复合对,从而形成所述三维对象的所述期望设计。
97、在一些实施例中,所述二维片材料是金属材料或塑料材料中的任一种。
98、在一些实施例中,所述金属材料是钢、不锈钢和铝中的任一种。
99、在一些实施例中,所述材料是具有在1100mpa至1400mpa范围内的屈服强度和在1mm至1.50mm范围内的厚度的不锈钢,其特征在于,在没有对所述材料进行预先回火的情况下折叠所述材料。
100、在第四实施方式中,所述计算机设备包括:
101、第一模块,所述第一模块被配置为获取与三维对象的期望设计相关的信息;
102、第二模块,所述第二模块被配置为获取与所述二维片状材料的材料特性相关的信息;
103、第三模块,所述第三模块被配置为限定所述三维对象的所述期望设计的主表面和次表面;以及
104、第四模块,所述第四模块被配置为限定所述主表面和所述次表面之间的几何关系,其中,
105、所述次表面是所述主表面在二维平面中的镜像,并且其中,
106、当所述主表面是凹的时,所述次表面是凸的,或者当所述主表面是凸的时,所述次表面是凹的;以及
107、第五模块,所述第五模块被配置为提供或以其他方式创建用于将二维片完全展开式铺展并后续折叠成所述三维对象的所获取的期望设计的数字指令,其中,所述数字指令是基于分别限定的所述主表面和所述次表面以及所获取的所述材料特性的。
108、在一些实施例中,所述第一模块、所述第二模块、所述第三模块、所述第四模块和/或所述第五模块被组合成一个公共模块。
109、在一些实施例中,所述计算机设备还可以包括发送器,所述发送器被配置为将所述数字指令传输到工业机器人,以用于通过所述工业机器人对所述二维片进行所述铺展并后续进行所述折叠。
110、在一些实施例中,所述计算机设备可以与所述工业机器人集成在一起。
111、在一些实施例中,所述工业机器人与所述计算机设备可以是分离的且不同于所述计算机设备。在一些实施例中,所述工业机器人被定位成远离所述计算机设备。
112、在一些实施例中,通过沿着所述二维片的曲线进行折叠来执行所述折叠,其中,所述曲线被限定在二维平面上。
113、在一些实施例中,在所述二维平面横穿单折叠表面的情况下,创建交叉部,并且所述次表面是所述二维平面下方的表面的镜像,并且是穿过所述二维平面成镜像的。
114、在一些实施例中,所述材料特性是厚度、材料的类型、硬度韧性、拉伸强度、屈服强度、延伸率、疲劳强度、腐蚀性、塑性、可锻性、所述材料的蠕变和结构以及材料的尺寸中的任一种或组合,并且其中,所述材料特性限定用于所述二维片的所述折叠的边界条件。
115、在一些实施例中,所述主表面是控制三维对象的所述期望设计的表面。
116、在一些实施例中,所述曲线控制三维对象的所述期望设计。
117、在一些实施例中,由基于三维形状对象的技术容量和人体工程学要求的接口设计进一步限定三维形状的所述期望设计。
118、在一些实施例中,由所述工业机器人通过所述折叠曲线的直线交叉部来执行所述折叠。
119、在一些实施例中,执行所述折叠,以便形成凸表面和凹表面的至少一个复合对,从而形成所述三维对象的所述期望设计。
120、在一些实施例中,所述二维片材料是金属材料或塑料材料中的任一种。
121、在一些实施例中,所述金属材料是钢、不锈钢和铝中的任一种。
122、在一些实施例中,所述材料是具有在1100mpa至1400mpa范围内的屈服强度和在1mm至1.50mm范围内的厚度的不锈钢,其特征在于,在没有对所述材料进行预先回火的情况下折叠所述材料。
123、根据第十二方面,提供了一种用于二维片状材料的材料处理的由工业机器人执行的方法。所述方法包括:
124、提供二维片状材料;
125、获取用于通过所述工业机器人对所提供的二维片进行铺展并后续进行折叠的数字指令;
126、执行所获取的数字指令以从所提供的二维片状材料生产或以其他方式创建三维对象的期望设计。
127、如将理解的,已经有利地通过使用或以其他方式利用由计算机设备执行的上述方法中的任一方法来创建、产生或以其他方式提供数字指令。
128、在一些实施例中,获取用于通过所述工业机器人对所提供的二维片进行所述铺展并后续进行折叠的所述数字指令包括:从计算机设备接收所述数字指令。
129、在一些实施例中,所述计算机设备可以与所述工业机器人集成在一起。
130、在一些实施例中,所述工业机器人与所述计算机设备可以是分离的且不同于所述计算机设备。
131、在一些实施例中,所述工业机器人可以被定位成远离所述计算机设备。
132、根据第十三方面,提供了一种计算机程序,所述计算机程序包括指令,所述指令当在至少一个处理器上被执行时促使所述至少一个处理器执行根据第十二方面所述的方法。
133、还可以提供一种载体,所述载体包括根据第十三方面所述的计算机程序。所述载体可以例如是电信号、光信号、无线电信号或计算机可读存储介质中的一种。
134、根据第十四方面,提供了一种用于二维片状材料的材料处理的工业机器人。
135、根据第一实施方式,所述工业机器人可以包括处理器和存储器,所述存储器包括能够由所述处理器执行的指令,由此所述计算机设备能够操作以执行根据第十二方面所述的方法。
136、根据第二实施方式,所述工业机器人可以包括:
137、适于提供二维片状材料的装置;
138、适于获取用于通过所述工业机器人对所提供的二维片进行铺展并后续进行折叠的数字指令的装置;
139、适于执行所获取的数字指令以从所提供的二维片状材料生产或以其他方式创建三维对象的期望设计的装置。
140、在一些实施例中,所述工业机器人可以包括适于从计算机设备接收所述数字指令的装置。
141、在一些实施例中,所述计算机设备可以与所述工业机器人集成在一起。
142、在一些实施例中,所述工业机器人与所述计算机设备可以是分离的且不同于所述计算机设备。在一些实施例中,所述工业机器人可以被定位成远离所述计算机设备。
143、根据第三实施方式,所述工业机器人包括处理器和存储器,所述存储器包括能够由所述处理器执行的指令,由此所述工业机器人能够操作以:
144、提供二维片状材料;
145、获取用于通过所述工业机器人对所提供的二维片进行铺展并后续进行折叠的数字指令;以及
146、执行所获取的数字指令以从所提供的二维片状材料生产或以其他方式创建三维对象的期望设计。
147、在一些实施例中,所述存储器还包括能够由所述处理器执行的指令,由此所述工业机器人能够操作以:经由接收器从计算机设备接收所述数字指令。
148、在一些实施例中,所述计算机设备可以与所述工业机器人集成在一起。
149、在一些实施例中,所述工业机器人与所述计算机设备是分离的且不同于所述计算机设备。例如,所述工业机器人可以被定位成远离所述计算机设备。
150、根据第四实施方式,所述工业机器人包括:
151、第一模块,所述第一模块被配置为提供二维片状材料;
152、第二模块,所述第二模块被配置为获取用于通过所述工业机器人对所提供的二维片进行铺展并后续进行折叠的数字指令;
153、第三模块,所述第三模块被配置为执行所获取的数字指令以从所提供的二维片状材料生产或以其他方式创建三维对象的期望设计。
154、在一些实施例中,所述第一模块、所述第二模块和/或所述第三模块可以被组合成一个公共模块。
155、在一些实施例中,所述工业机器人还包括接收器,所述接收器被配置为经由接收器从计算机设备接收所述数字指令。
156、在一些实施例中,所述计算机设备可以与所述工业机器人集成在一起。
157、在一些实施例中,所述工业机器人与所述计算机设备可以是分离的且不同于所述计算机设备。例如,所述工业机器人可以被定位成远离所述计算机设备。
158、根据第十五方面,提供了一种呈三维几何形状的形式的对象,其中,所述对象已通过根据第十二方面所述的方法被从二维片材料折叠成所述三维几何形状的对象。
159、根据第十六方面,提供了根据第十五方面所述的对象的用于制造车辆(例如,摩托车)、家具或工具中的任一种的用途。
160、根据第十七方面,提供了一种系统。所述系统包括计算机设备和工业机器人。可以在分布式计算环境中实现所述系统。可以根据上述关于计算机设备的方面中的任一方面来实现所述计算机设备。同样,可以根据上述关于工业机器人的方面中的任一方面来实现所述工业机器人。
161、根据第十八方面,提供了一种呈三维几何形状的形式的对象。通过根据第十七方面所述的系统将所述对象从二维片材料折叠成所述三维几何形状的对象。
162、根据第十九方面,提供了根据第十八方面所述的对象的用于制造车辆(例如,摩托车)、家具或工具中的任一种的用途。
163、本文描述的各个方面和实施例允许增强的材料处理技术。发明人已经认识到,在限定与主表面相对应的次表面的情况下,可以创建用于将二维片完全展开式铺展并后续折叠成期望的三维形状对象的数字指令,而无需将许多不同的部分拼凑在一起。完全展开式铺展意味着二维片对象的表面被拼凑在一起,这意味着由其形成的期望的三维对象不需要将许多不同的部分拼凑在一起。曲线折叠的实施能够为技术容量(例如,电池或其他设备)创建更大的容量而不影响设计。这主要是因为:与在直线上进行折叠相比,在曲线折叠的情况下,可以无需额外的折叠就可以合并容量。
164、此外,允许分布式计算的解决方案是有利的。这增加了灵活性,其中数字指令可以由一个位置处的计算机设备提供或以其他方式创建,并且该数字指令被发送到第二(另一)位置处的(一个或更多个)工业机器人,以用于将二维片材料本身材料处理成期望的三维形状对象。例如,计算机设备可以位于瑞典,并且(一个或更多个)工业机器人可以位于澳大利亚。在可能的使用情况场景中,瑞典的用户限定期望的3d对象以及在材料处理中期望使用的二维材料的材料特性。由瑞典的用户操作的计算机设备可以获取与期望的3d设计以及在材料处理中期望使用的二维材料的材料特性相关的信息。然后可以提供用于将二维片完全展开式铺展并后续折叠成三维对象的所获取的期望设计的数字指令,其中,该数字指令是基于分别限定的主表面和次表面以及所述材料特性的。数字指令可以传送到澳大利亚的(一个或更多个)工业机器人。当二维材料被提供给澳大利亚的(一个或更多个)工业机器人,并且所述(一个或更多个)工业机器人接收到数字指令时,所述(一个或更多个)工业机器人可以执行数字指令并由此创建或者以其他方式产生所期望的3d设计。除了灵活性之外,这还允许对不同材料(例如金属材料或塑料材料)的3d对象的生产进行定制时具有附加尺寸。还据信,当制造诸如车辆(例如,摩托车)、家具等某些产品时,用于材料处理的这种分布式解决方案可以有利地减少总体co2足迹。
- 还没有人留言评论。精彩留言会获得点赞!