一种用于装配转动架和滚轮的装配系统及装配方法与流程
本发明涉及时针弹簧装配设备领域,尤其涉及一种用于装配转动架和滚轮的装配系统及装配方法。
背景技术:
1、目前时针弹簧也叫做电气旋转连接器、气囊游丝等,是用来连接主气囊和气囊线束,或者方向盘的开关按钮与控制电源的线束。
2、相关一种时针弹簧的转动架工件,如图1所示,包括转动架9和多个滚轮91,时针弹簧装配过程中为转动架中6个特定的安装位置装配涂油后的滚轮,其中一个滚轮的颜色与其他5个滚轮的颜色不同。
3、在相关的装配工艺中,通常通过人工的方式对将滚轮和转动架进行装配,对此,发明人认为该装配方式存在效率低下的问题。
技术实现思路
1、本发明的目的是提供一种用于装配转动架和滚轮的装配系统及装配方法,旨在解决现有转动架和滚轮的装配存在效率低下的问题。
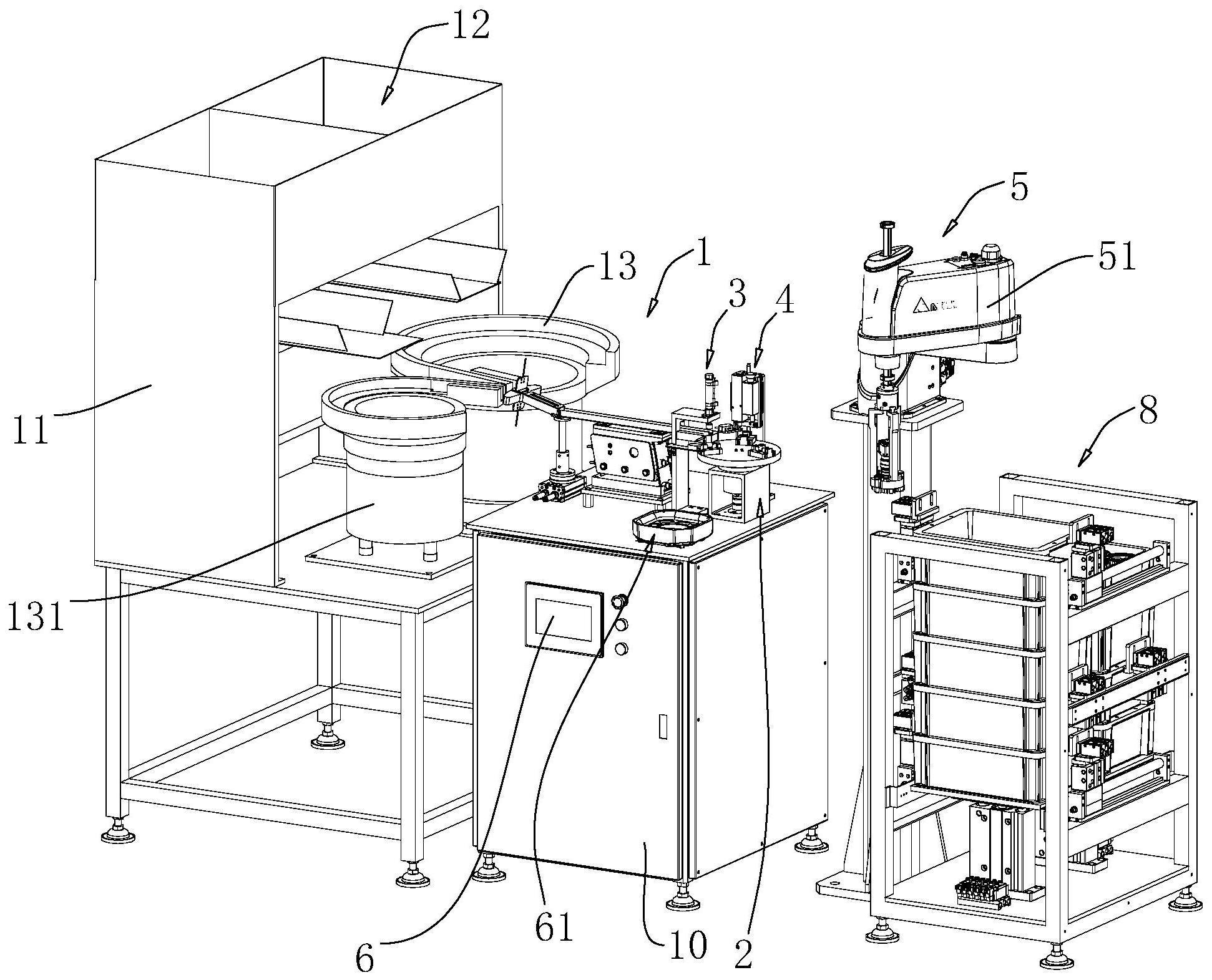
2、为解决上述技术问题,本发明的目的是通过以下技术方案实现的:提供一种用于装配转动架和滚轮的装配系统,包括依次设置的:
3、上料装置,所述上料装置用于运输目标滚轮;
4、设置于基座上的加工装置,所述加工装置包括均设置于基座上的:
5、输送结构,所述输送结构具有来料工位、涂油工位、压装工位,用于将目标滚轮自所述来料工位依次输送至涂油工位、压装工位;
6、压料结构,所述压料结构设置于所述来料工位,用于在所述上料装置将目标滚轮运输至来料工位后,将目标滚轮压入所述输送结构;
7、涂油结构,所述涂油结构设置于所述涂油工位,用于在目标滚轮转运至涂油工位后,对目标滚轮的内壁进行涂油;
8、装配执行装置,所述装配执行装置用于夹持转动架,并用于在目标滚轮转运至所述压装工位后,将转动架与目标滚轮进行装配;
9、控制装置,所述控制装置与所述上料装置、输送结构、压料结构、涂油结构和装配执行装置电性连接。
10、进一步的,还包括设置于基座上的视觉检测装置,所述视觉检测装置与所述装配执行器电性连接。
11、进一步的,所述装配执行器包括:
12、机械手,所述视觉检测装置与所述机械手电性连接;
13、夹爪气缸,所述夹爪气缸包括:
14、夹爪气缸本体,所述夹爪气缸本体固设于所述机械手上;
15、多个夹爪,各所述夹爪分别周向布置于所述夹爪气缸本体上、并分别滑动连接于所述夹爪气缸本体,各所述夹爪之间形成有安装空间,各所述夹爪的下端由透明材料制造而成,其中,所述夹爪气缸本体用于驱使所有夹爪相互靠拢或远离;
16、视觉检测组件,所述视觉检测组件设置于所述安装空间内,并与所述机械手电性连接,用于控制所述机械手移动至转动架的正上方;
17、光源组件,所述光源组件安装于所述夹爪的下端;
18、对焦光纤传感器,所述对焦光纤传感器安装于所述夹爪的下端,并与所述机械手电性连接。
19、进一步的,所述上料装置包括:
20、振动料仓,所述振动料仓包括相隔设置的至少2个存储区域,各所述存储区域用于分别存储不同颜色的目标滚轮;
21、振动盘,所述振动盘设置有至少2个,所述振动盘与所述存储区域一一对应,各所述振动盘用于承接对应的存储区域落下的目标滚轮,并用于将目标滚轮转运至振动盘输出口;
22、衔接结构,所述衔接结构可用于与所有的所述振动盘的输出口连通,并将目标滚轮转运至来料工位。
23、进一步的,所述衔接结构包括:
24、摆动气缸,所述摆动气缸横向设置于基座上;
25、摆动料道,所述摆动料道的下端通过连接结构与所述摆动气缸的输出端连接,所述摆动料道朝外且向上方倾斜设置;
26、阻挡板,所述阻挡板固设于所述摆动料道的上端,用于在所述摆动气缸驱使所述摆动料道与其中一个振动盘的输出口连通时,密闭其他所述振动盘的输出口;
27、计数光纤传感器,所述计数光纤传感器设置于所述摆动料道,并与所述控制装置电性连接,用于计数,以控制所述摆动气缸的活塞杆转动;
28、直振送料器,所述直振送料器横向固设于基座上,且所述直振送料器的直线料道的进料口与所述摆动料道的输出口连通、出料口与来料工位连通,用于将进入直线料道内的目标滚轮转运至来料工位。
29、进一步的,所述输送结构包括:
30、驱动电机,所述驱动电机竖向固设于基座上侧;
31、转动盘,所述转动盘与所述驱动电机同轴固定连接,所述来料工位、涂油工位、压装工位分别间隔设置于所述的转动盘上;
32、夹持组件,所述夹持组件设置有3个,3个所述夹持组件分别设置于所述来料工位、涂油工位、压装工位,各所述夹持组件用于对目标滚轮进行限位;
33、各所述夹持组件均包括:
34、夹持底座,所述夹持底座固设于所述转动盘上;
35、对称设置的2个夹持件,各所述夹持件分别包括:
36、夹持块,所述夹持块上端设置有导向斜面,所述夹持块滑动连接于所述夹持底座;
37、弹簧,所述弹簧一端与所述夹持底座固定连接、另一端与所述夹持块的外侧固定连接,用于驱使所述夹持块朝另一夹持块靠拢;
38、其中,2个所述夹持块之间形成用于供目标滚轮嵌入的夹持空间。
39、进一步的,所述压料结构包括:
40、支架,所述支架固设于基座上侧,所述支架竖向设置有供目标滚轮落下的让位孔;
41、弹簧球头柱塞,所述弹簧球头柱塞设置有多个,且各弹簧球头柱塞横向设置于所述让位孔的内侧壁,用于阻碍进入所述让位孔内的目标滚轮滑出;
42、压轮气缸,所述压轮气缸竖向固设于所述支架上,用于通过目标滚轮驱使所述弹簧球头柱塞的探头收缩,使目标滚轮落入所述夹持组件内。
43、进一步的,所述涂油结构包括:
44、滑台气缸,所述滑台气缸竖向设置于基座上侧;
45、储油组件,所述储油组件固设于所述滑台气缸上,用于存储润滑脂;
46、定量阀,所述定量阀与所述储油组件连通,并与所述滑台气缸固定连接,用于输出润滑脂;
47、涂油嘴,所述涂油嘴与所述定量阀连通,用于在所述滑台气缸的驱动下深入位于所述涂油工位的目标滚轮内。
48、进一步的,还包括供料装置,所述供料装置包括:
49、框架,所述框架竖向设置,且所述框架内部具有升降空间;
50、升降组件,所述升降组件包括:
51、左举升气缸,所述左举升气缸竖向固设于所述升降空间的底部,用于支承放置箱;
52、右举升气缸,所述右举升气缸竖向固设于所述升降空间的底部,用于支承放置箱,其中,所述右举升气缸与左举升气缸对称设置;
53、移动组件,所述移动组件上下设置有2组,各组所述移动组件分别包括对称设置的2个:
54、下平移气缸,所述下平移气缸安装于所述框架上并横向设置;
55、下抬升气缸,所述下抬升气缸固设于所述下平移气缸的滑台上;
56、下夹紧气缸,所述下夹紧气缸固设于所述下抬升气缸的滑台上;
57、限位组件,所述限位组件对称设置有2个,2个所述限位组件位于2个移动组件之间,各所述限位组件分别包括:
58、中左抬升气缸,所述中左抬升气缸安装于所述框架上;
59、中左夹紧气缸,所述中左夹紧气缸安装于所述中左夹紧气缸的滑台上;
60、中右抬升气缸,所述中右抬升气缸安装于所述框架上;
61、中右夹紧气缸,所述中右夹紧气缸安装于所述中右抬升气缸的滑台上。
62、本发明实施例还提供一种用于装配转动架和滚轮的装配系统的装配方法,包括以下步骤:
63、利用所述上料装置将目标滚轮输送至所述来料工位;
64、利用所述压料结构将位于所述来料工位上的目标滚轮压入所述夹持空间;
65、利用输送结构将目标滚轮运输至涂油工位,使所述涂油结构可以对目标滚轮的内壁进行涂油;
66、利用所述输送结构将涂油作业结束后的目标滚轮运输至所述压装工位;
67、利用所述机械手将转动架拾取至所述视觉检测装置,使所述视觉检测装置对转动架的位置进行确定,并通过所述机械手对转动架的位置进行调整;
68、利用所述机械手将转动架与位于所述压装工位的目标滚轮进行装配;
69、在将对应数量的目标滚轮装配至转动架形成工件后,利用所述机械手将转动架移动至视觉检测装置,使所述视觉检测装置对工件进行质量检测;
70、利用所述机械手将工件转移至对应箱子。
71、本发明实施例提供一种用于装配转动架和滚轮的装配系统及装配方法。本发明实施例实现全自动实现滚轮的涂油作业、转动架和涂油后的滚轮的装配作业,有效的提高了装配效率以及减少人工识别滚轮安装位置出现误判的问题效果。
- 还没有人留言评论。精彩留言会获得点赞!