一种金属高速冲击焊接方法
本发明属于金属成型制造,更具体地,涉及一种金属高速冲击焊接方法。
背景技术:
1、高性能异种金属复合结构在航空、航天、汽车、航运和电子等行业中的应用越来越广泛,与此同时,人们对于异种金属材料连接工艺的关注度越来越高。由于异种金属之间往往存在着较大的热物理性能差异(例如熔点、热导率、热膨胀系数等),传统的熔化焊接工艺难以在两者之间形成良好的焊接接头。目前,高速冲击连接技术可以显著的改善上述传统的焊接技术所带来的不足。异种金属的冲击焊接技术已经广泛应用于高性能复合金属材料领域。
2、主流的冲击焊接技术主要有箔片气化冲击焊接,磁脉冲焊接,爆炸焊接和激光冲击焊接。箔片气化冲击焊接和磁脉冲焊接都是以电容器组存储电能来作为焊接能量源,其中箔片气化焊接技术主要用于异种金属板件的点焊接。爆炸焊接技术同样应用于板件的焊接,但与箔片气化冲击焊接技术相比,其焊接面积更大。磁脉冲焊接技术则主要应用于管件的焊接。而激光冲击焊接技术仍处于实验室研究阶段。
3、目前高速冲击连接技术仍存在以下问题:一方面,对于板件焊接来说,除爆炸焊以外,其余的高速冲击焊接工艺所能得到的焊接面积均较小,基本近似于点焊,难以满足大面积焊接的要求;另一方面,在进行高速冲击焊接时,工件之间必须预留一定的距离,为飞板提供足够的加速空间。
技术实现思路
1、针对现有技术的缺陷,本发明的目的在于提供一种金属高速冲击焊接方法,可实现金属板之间接触式焊接的冲击焊接工艺,有效解决传统金属板在冲击焊接时需要预留焊接距离,导致焊接面积受限的问题。
2、为实现上述目的,本发明提供了一种金属高速冲击焊接方法,应用于焊接装置中,适用于对金属复合板进行成形制造,所述焊接装置包括上定位夹具和下定位夹具,所述焊接方法包括如下步骤:
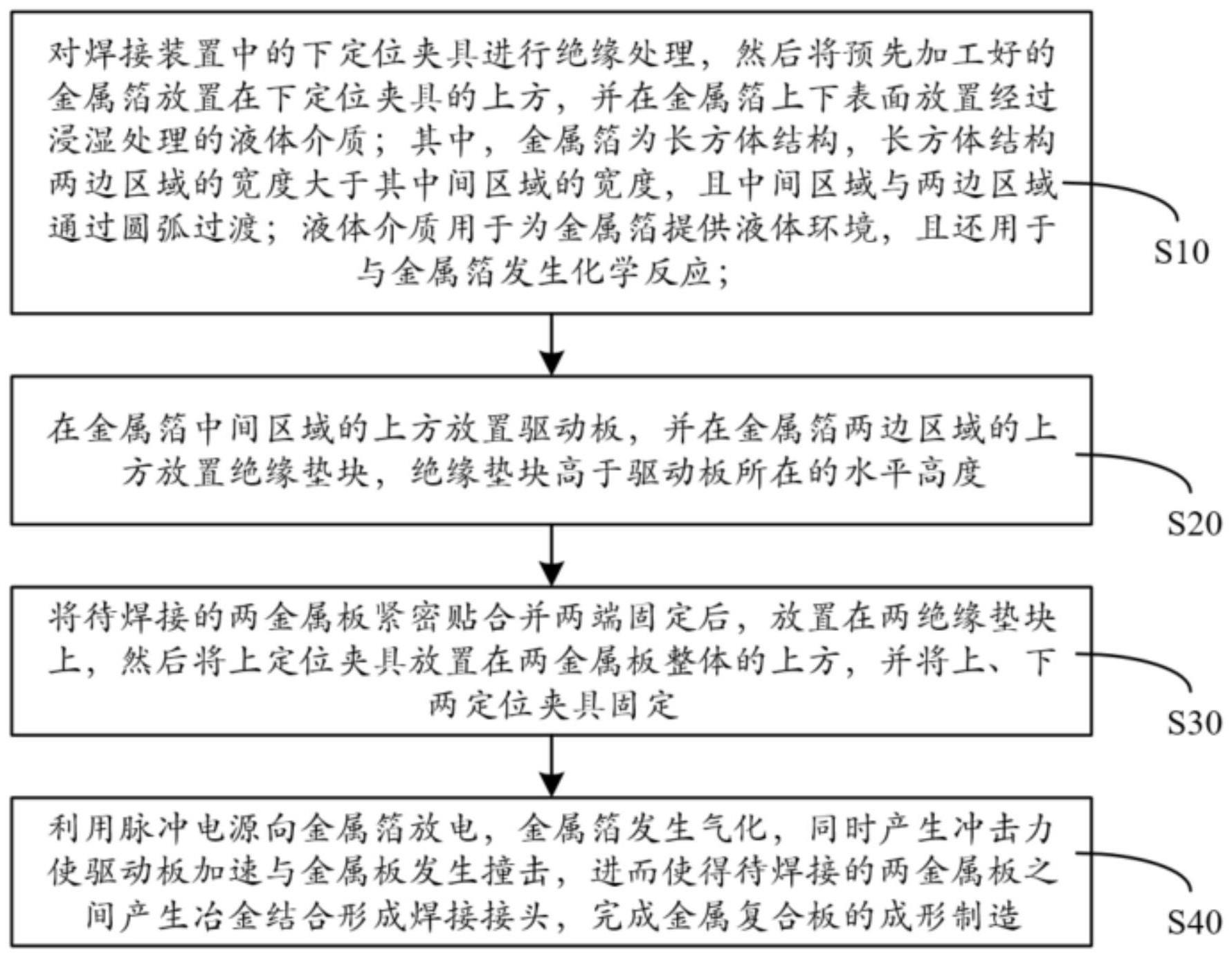
3、(1)对焊接装置中的下定位夹具进行绝缘处理,然后将预先加工好的金属箔放置在所述下定位夹具的上方,并在金属箔上下表面放置经过浸湿处理的液体介质;其中,所述金属箔为长方体结构,所述长方体结构两边区域的宽度大于其中间区域的宽度,且中间区域与两边区域通过圆弧过渡;液体介质用于为金属箔提供液体环境,且还用于与金属箔发生化学反应;
4、(2)在所述金属箔中间区域的上方放置驱动板,并在所述金属箔两边区域的上方放置绝缘垫块,所述绝缘垫块高于驱动板所在的水平高度;
5、(3)将待焊接的两金属板紧密贴合并两端固定后,放置在两绝缘垫块上,然后将上定位夹具放置在两金属板整体的上方,并将上、下两定位夹具固定;
6、(4)利用脉冲电源向金属箔放电,金属箔发生气化,同时产生冲击力使驱动板加速与金属板发生撞击,进而使待焊接的两金属板之间产生冶金结合,形成焊接接头,完成金属复合板的成形制造。
7、与传统冲击焊接技术相比,本发明提供的金属高速冲击焊接方法,通过加速驱动板,使其与待焊接金属板发生高速冲击,最终待焊接金属板之间形成良好的焊接接头。待焊接的金属板之间无需预留焊接距离,可有效解决传统的冲击焊接技术难以进行二次焊接的难点,焊接完成之后可以继续进行后续的焊接和加工,拓宽焊接面积,可适用于大面积金属复合板的成形制造。
8、在其中一个实施例中,所述金属箔的长度为200mm,所述金属箔两边区域的宽度为40mm,所述金属箔中间区域的宽度为10mm,所述金属箔两边区域与中间区域通过半径为30mm的圆弧过渡。
9、在其中一个实施例中,所述金属箔采用铝箔或铜箔。
10、在其中一个实施例中,所述液体介质采用锁水介质。
11、在其中一个实施例中,所述脉冲电源中的脉冲电容组的电容值小于100μf。
12、在其中一个实施例中,步骤(1)中,对下定位夹具进行绝缘处理的步骤,具体为:
13、在所述下定位夹具的上表面设置一层绝缘胶带。
14、在其中一个实施例中,步骤(3)中,将上、下定位夹具之间通过螺栓固定。
技术特征:
1.一种金属高速冲击焊接方法,应用于焊接装置中,适用于对金属复合板进行成形制造,其特征在于,所述焊接装置包括上定位夹具和下定位夹具,所述焊接方法包括如下步骤:
2.根据权利要求1所述的金属高速冲击焊接方法,其特征在于,所述金属箔的长度为200mm,所述金属箔两边区域的宽度为40mm,所述金属箔中间区域的宽度为10mm,所述金属箔两边区域与中间区域通过半径为30mm的圆弧过渡。
3.根据权利要求2所述的金属高速冲击焊接方法,其特征在于,所述金属箔采用铝箔或铜箔。
4.根据权利要求3所述的金属高速冲击焊接方法,其特征在于,所述液体介质采用锁水介质。
5.根据权利要求1所述的金属高速冲击焊接方法,其特征在于,所述脉冲电源中的脉冲电容组的电容值小于100μf。
6.根据权利要求1所述的金属高速冲击焊接方法,其特征在于,步骤(1)中,对下定位夹具进行绝缘处理的步骤,具体为:
7.根据权利要求1所述的金属高速冲击焊接方法,其特征在于,步骤(3)中,将上、下定位夹具之间通过螺栓固定。
技术总结
本发明公开了一种金属高速冲击焊接方法,包括如下步骤:对金属箔进行预处理,将其加工成特定形状;使金属箔处于液体环境中,金属箔两端与脉冲电源相连,随后将驱动板放置于金属箔上;待焊接的两金属板紧贴放置,两端固定,置于驱动板上,驱动板与金属板之间保持适当的距离;开启脉冲电源,金属箔气化生成等离子体时会同时产生巨大的瞬时冲击力作用于驱动板上,驱动板在加速之后会与贴合放置的金属工件发生剧烈撞击,最终实现金属工件之间的焊接。本发明可实现金属板之间接触式焊接的冲击焊接工艺,有效解决传统金属板在冲击焊接时需要预留焊接距离,导致焊接面积受限的问题。
技术研发人员:李亮,龚梦圆
受保护的技术使用者:华中科技大学
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!