一种斜交等径不锈钢管的焊接装置的制作方法
1.本发明主要涉及不锈钢管的焊接技术领域,特指一种斜交等径不锈钢管的焊接装置。
背景技术:
2.不锈钢管因具有中空特性而被广泛用于石油、化工、医疗等工业输送管道以及机械结构部件等。实际使用过程中,经常需要将两根不锈钢管进行直线焊接或者斜交焊接。对于斜交焊接,现有技术通常是使焊接头绕着焊缝曲线运动进而实施周向焊接。因此,现有技术虽然实现了斜交焊接,但仍存在如下的缺陷:一、采用不锈钢管静止、焊接头曲线运动的焊接方式使得焊接过程复杂,焊接头与焊缝之间的接触距离不好控制,从而导致焊接效率和焊接质量不高;二、当两根不锈钢管之间的夹角改变时,需要重新调节焊接头的运动轨迹,焊接头的焊接运动路径通用性较差。因此,亟需设计一种可以对两根斜交的不锈钢管实施快速高质量焊接的焊接装置。
技术实现要素:
3.本发明需解决的技术问题是:针对现有技术存在的技术问题,本发明提供一种结构合理、通过椭圆形焊缝自转和焊接头柔性调距实施周向焊接,能够对两根斜交的等径不锈钢管进行多夹角焊接,具有高焊接效率和焊接质量的焊接装置。
4.为了解决上述问题,本发明提出的解决方案为:一种斜交等径不锈钢管的焊接装置,包括设备架,同轴线转动装设于所述设备架上的同步转轴a和同步转轴b,滑动且不转动装设于所述同步转轴a上的调角滑块a,滑动且不转动装设于所述同步转轴b上的调角滑块b,采用连接件a装设在所述调角滑块a上用于夹持待焊接不锈钢管a的夹持组件a,采用连接件b装设在所述调角滑块b上用于夹持待焊接不锈钢管b的夹持组件b,装设在所述同步转轴a和同步转轴b上、通过控制所述调角滑块a和调角滑块b的相对滑动对所述不锈钢管a和不锈钢管b焊接夹角调节的钢管夹角调节组件,用于对所述不锈钢管a和不锈钢管b焊接定位的钢管焊接定位组件,对所述不锈钢管a和不锈钢管b进行焊接的焊接头,装设在所述设备架上驱动所述焊接头对所述不锈钢管a和不锈钢管b进行柔性焊接的柔性焊接驱动组件,以及驱动所述同步转轴a和同步转轴b同步转动的同步转动驱动组件。
5.斜交的所述不锈钢管a和不锈钢管b之间形成椭圆形焊缝,所述钢管焊接定位组件对所述不锈钢管a和不锈钢管b焊接定位后,所述椭圆形焊缝的中心位于所述同步转轴a和同步转轴b的轴线上,且所述椭圆形焊缝所在的平面与所述同步转轴a和同步转轴b的轴线垂直。
6.进一步地,所述夹持组件a和夹持组件b关于所述椭圆形焊缝所在的平面左右对称装设;所述夹持组件a和夹持组件b结构相同,均包括:弧形板a,弧形板b,分别装设于所述弧形板a和弧形板b内表面的弹性垫a和弹性垫b,分别固定装设于所述弧形板a和弧形板b相邻一端的耳板a和耳板b,以及用于锁紧所述耳板a和耳板b的螺栓;所述弧形板a和弧形板b相
邻的另一端铰接相连;所述夹持组件a中的弧形板a与所述连接件a固定相连,所述夹持组件b中的弧形板a与所述连接件b固定相连。
7.进一步地,所述钢管夹角调节组件包括:固定装设在所述同步转轴a上的支架板a,固定装设在所述同步转轴b上的支架板b,电动伸缩杆a,以及电动伸缩杆b;所述电动伸缩杆a的缸体部分装设在所述支架板a上,其输出杆与所述调角滑块a固定相连;所述电动伸缩杆b的缸体部分装设在所述支架板b上,其输出杆与所述调角滑块b固定相连。
8.进一步地,所述钢管焊接定位组件包括:采用支架板a装设在所述同步转轴a上的电动伸缩杆c,以及与所述电动伸缩杆c的输出杆相连的定位挡板;所述椭圆形焊缝的中心位于所述同步转轴a和同步转轴b的轴线上时,所述定位挡板与所述不锈钢管a和不锈钢管b恰好抵触。
9.进一步地,所述柔性焊接驱动组件包括:固定装设上所述设备架上的支架板c,一端与所述支架板c固定相连、另一端与所述焊接头滑动相连的固定套筒,装设于所述固定套筒内部且两端分别与所述支架板c和焊接头相连的金属弹簧,固定装设在所述焊接头上的定位柱,装设在所述支架板c上的绕线电机,固定装设在所述绕线电机输出轴上的绕线轮,以及一端缠绕在所述绕线轮上、另一端与所述定位柱固定相连的柔性绳;所述金属弹簧始终处于受压缩状态。
10.进一步地,所述同步转动驱动组件包括:两个分别固定装设在所述同步转轴a和同步转轴b上的从动齿轮,转动装设在所述设备架上的两根中间轴a和两根中间轴b,装设在所述设备架上的减速电机,固定装设在所述减速电机输出轴上的主动齿轮,固定装设在所述中间轴b上的惰轮d和惰轮c,以及固定装设在所述中间轴a上与所述惰轮c啮合传动的惰轮b和与所述从动齿轮啮合传动的惰轮a;所述主动齿轮与所述惰轮d啮合传动;两根所述中间轴a成八字型且关于所述椭圆形焊缝所在平面对称;两根中间轴b相互平行且关于所述椭圆形焊缝所在平面对称。
11.本发明与现有技术相比,具有如下优点和有益效果:本发明的一种斜交等径不锈钢管的焊接装置设有驱动同步转轴a和同步转轴b同步转动的同步转动驱动组件,可以在焊接过程中带动不锈钢管a和不锈钢管b绕椭圆形焊缝的中心轴线转动,形成椭圆形焊缝绕自身中心转动,焊接头不转的周向焊接方式,显著提高了焊接效率;柔性焊接驱动组件中的金属弹簧和柔性绳共同作用,自适应调节焊接头与椭圆形焊缝中心之间的距离,使得焊接头与椭圆形焊缝充分接触,实现了柔性焊接,提高了焊接质量;钢管夹角调节组件能够驱动调角滑块a和调角滑块b相互远离或靠近,改变不锈钢管a和不锈钢管b之间的焊接夹角,实现对不锈钢管a和不锈钢管b多夹角焊接。由此可知,本发明是一种结构合理、通过椭圆形焊缝自转和焊接头柔性调距实施周向焊接,能够对两根斜交的等径不锈钢管进行多夹角焊接,具有高焊接效率和焊接质量的焊接装置。
附图说明
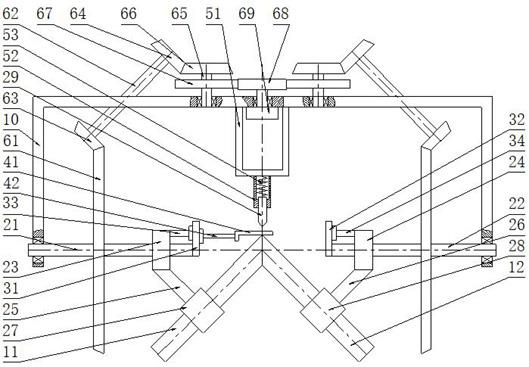
12.图1是本发明的一种斜交等径不锈钢管的焊接装置的结构原理示意图。
13.图2是本发明中柔性焊接驱动组件的结构示意图。
14.图3是本发明中夹持组件a的结构原理示意图。
15.图4是本发明中不锈钢管a和不锈钢管b之间的焊接夹角调节原理示意图。
16.图中,10—设备架;11—不锈钢管a;12—不锈钢管b;21—同步转轴a;22—同步转轴b;23—调角滑块a;24—调角滑块b;25—连接件a;26—连接件b;27—夹持组件a;271—弧形板a;272—弧形板b;273—弹性垫a;274—弹性垫b;275—耳板a;276—耳板b;28—夹持组件b;29—焊接头;31—支架板a;32—支架板b;33—电动伸缩杆a;34—电动伸缩杆b;41—定位挡板;42—电动伸缩杆c;51—支架板c;52—固定套筒;53—金属弹簧; 54—定位柱;55—柔性绳;56—绕线轮;57—绕线电机;61—从动齿轮;62—中间轴a;63—惰轮a;64—惰轮b;65—中间轴b;66—惰轮c;67—惰轮d;68—主动齿轮;69—减速电机。
具体实施方式
17.以下将结合附图和具体实施例对本发明作进一步详细说明。
18.参见图1,本发明的一种斜交等径不锈钢管的焊接装置,它包括设备架10,同轴线转动装设于设备架10上的同步转轴a21和同步转轴b22,滑动且不转动装设于同步转轴a21上的调角滑块a23,滑动且不转动装设于同步转轴b22上的调角滑块b24,采用连接件a25装设在调角滑块a23上用于夹持待焊接不锈钢管a11的夹持组件a27,采用连接件b26装设在调角滑块b24上用于夹持待焊接不锈钢管b12的夹持组件b28,装设在同步转轴a21和同步转轴b22上、通过控制调角滑块a23和调角滑块b24的相对滑动对不锈钢管a11和不锈钢管b12焊接夹角调节的钢管夹角调节组件,用于对不锈钢管a11和不锈钢管b12焊接定位的钢管焊接定位组件,对不锈钢管a11和不锈钢管b12进行焊接的焊接头29,装设在设备架10上驱动焊接头29对不锈钢管a11和不锈钢管b12进行柔性焊接的柔性焊接驱动组件,以及驱动同步转轴a21和同步转轴b22同步转动的同步转动驱动组件。具体实施时,设备架10固定装设于四根立柱上,四根立柱固定装设在地面上,从而使得设备架10悬空,以便不锈钢管a11和不锈钢管b12可以绕同步转轴a21和同步转轴b22的轴线转动;设备架10为水平放置的u型架,同步转轴a21和同步转轴b22的外侧一端各采用一个滚动轴承转动装设在u型架的两侧板上;夹持组件a27的中心轴线与同步转轴a21的轴线斜交,夹持组件b28的中心轴线与同步转轴b22的轴线斜交,从而使得被夹持组件a27夹持的不锈钢管a11和被夹持组件b28夹持的不锈钢管b12能够形成v型结构,以便焊接;钢管夹角调节组件使得调角滑块a23和调角滑块b24同步反向运动,即使得调角滑块a23和调角滑块b24相互远离或靠近。当调角滑块a23和调角滑块b24相互远离时,不锈钢管a11和不锈钢管b12之间的焊接夹角增加;当调角滑块a23和调角滑块b24相互靠近时,不锈钢管a11和不锈钢管b12之间的焊接夹角减小。因此通过钢管夹角调节组件控制调角滑块a23和调角滑块b24的运动方向可以实现不锈钢管a11和不锈钢管b12多种焊接夹角的调节。焊接头29为现有技术,这里不再赘述。
19.斜交的不锈钢管a11和不锈钢管b12之间形成椭圆形焊缝,钢管焊接定位组件对不锈钢管a11和不锈钢管b12焊接定位后,椭圆形焊缝的中心位于同步转轴a21和同步转轴b22的轴线上,且椭圆形焊缝所在的平面与同步转轴a21和同步转轴b22的轴线垂直。具体使用时,同步转动驱动组件驱动共轴线的同步转轴a21和同步转轴b22同步转动,夹持组件a27和夹持组件b28分别带动v字形中的不锈钢管a11和不锈钢管b12绕同步转轴a21和同步转轴b22的轴线转动,即绕椭圆形焊缝的中心轴线转动。椭圆形焊缝绕自身的中心转动,同时焊接过程中柔性焊接驱动组件能够驱动焊接头29自适应远离或靠近椭圆形焊缝的中心,因此,焊接头29能够对转动的椭圆形焊缝实施周向焊接。
20.参见图1和图3,作为优选地,夹持组件a27和夹持组件b28关于椭圆形焊缝所在的平面左右对称装设;夹持组件a27和夹持组件b28结构相同,均包括:弧形板a271,弧形板b272,分别装设于弧形板a271和弧形板b272内表面的弹性垫a273和弹性垫b274,分别固定装设于弧形板a271和弧形板b272相邻一端的耳板a275和耳板b276,以及用于锁紧耳板a275和耳板b276的螺栓;弧形板a271和弧形板b272相邻的另一端铰接相连;夹持组件a27中的弧形板a271与连接件a25固定相连,夹持组件b28中的弧形板a271与连接件b26固定相连。具体实施时,弧形板a271和弧形板b272具有相等的曲率半径,弹性垫a273和弹性垫b274可以发生显著弹性变形的非金属材料制作,耳板a275和耳板b276上设有允许螺栓穿过的通孔。具体使用时,将不锈钢管a11和不锈钢管b12分别放置于相应的弧形板a271和弧形板b272之间,使得不锈钢管a11同时与夹持组件a27中的弹性垫a273和弹性垫b274接触,不锈钢管b12同时与夹持组件b28中的弹性垫a273和弹性垫b274接触,通过螺栓锁紧耳板a275和耳板b276,实现了对不锈钢管a11和不锈钢管b12的夹持;为了使得调角滑块a23和调角滑块b24相互远离或相互靠近后,夹持组件a27和夹持组件b28的轴线分别与不锈钢管a11和不锈钢管b12的轴线重合,夹持组件a27中的弧形板a271与连接件a25为可调角度式固定连接,夹持组件b28中的弧形板a271与连接件b26为可调角度式固定连接。作为实施例一,可以将两个弧形板a271分别与连接件a25和连接件b26设置为铰接相连,同时在弧形板a271上设置一个螺栓通孔,在连接件a25和连接件b26上设置与螺栓通孔相适配的弧形通槽,借助螺栓可以将弧形板a271与连接件a25和连接件b26锁定在任意角度位置,从而实现了可调角度式固定连接。
21.参见图1和图4,作为优选地,钢管夹角调节组件包括:固定装设在同步转轴a21上的支架板a31,固定装设在同步转轴b22上的支架板b32,电动伸缩杆a33,以及电动伸缩杆b34;电动伸缩杆a33的缸体部分装设在支架板a31上,其输出杆与调角滑块a23固定相连;电动伸缩杆b34的缸体部分装设在支架板b32上,其输出杆与调角滑块b24固定相连。具体实施时,支架板a31和支架板b32分别固定装设在同步转轴a21和同步转轴b22相邻的一端上;电动伸缩杆a33的输出杆和电动伸缩杆b34的输出杆同步伸长时,调角滑块a23和调角滑块b24相互远离,不锈钢管a11和不锈钢管b12之间的夹角变大,椭圆形焊缝的长轴变小;电动伸缩杆a33的输出杆和电动伸缩杆b34的输出杆同步缩短时,调角滑块a23和调角滑块b24相互靠近,不锈钢管a11和不锈钢管b12之间的夹角变小,椭圆形焊缝的长轴变大。
22.作为优选地,钢管焊接定位组件包括:采用支架板a31装设在同步转轴a21上的电动伸缩杆c42,以及与电动伸缩杆c42的输出杆相连的定位挡板41;椭圆形焊缝的中心位于同步转轴a21和同步转轴b22的轴线上时,定位挡板41与不锈钢管a11和不锈钢管b12恰好抵触。具体实施时,定位挡板41与同步转轴a21轴线之间的距离等于椭圆形焊缝的半长轴。为适应不锈钢管a11和不锈钢管b12多种夹角的焊接,电动伸缩杆c42沿同步转轴a21的径向滑动装设在支架板a31上,当椭圆形焊缝的长轴变小时,电动伸缩杆c42沿同步转轴a21的径向向里滑动;当椭圆形焊缝的长轴变大时,电动伸缩杆c42沿同步转轴a21的径向向外滑动;调节好电动伸缩杆c42的位置后,可采用紧定螺钉将电动伸缩杆c42锁紧在当前位置。需要焊接定位时,电动伸缩杆c42的输出杆伸长,使得定位挡板41向右平动,定位挡板41对不锈钢管a11和不锈钢管b12焊接定位后,夹持组件a27和夹持组件b28分别对不锈钢管a11和不锈钢管b12夹持,之后电动伸缩杆c42的输出杆缩短,使得定位挡板41向左平动,从而为焊接头
29留出焊接空间。
23.参见图1和图2,作为优选地,柔性焊接驱动组件包括:固定装设上设备架10上的支架板c51,一端与支架板c51固定相连、另一端与焊接头29滑动相连的固定套筒52,装设于固定套筒52内部且两端分别与支架板c51和焊接头29相连的金属弹簧53,固定装设在焊接头29上的定位柱54,装设在支架板c51上的绕线电机57,固定装设在绕线电机57输出轴上的绕线轮56,以及一端缠绕在绕线轮56上、另一端与定位柱54固定相连的柔性绳55;金属弹簧53始终处于受压缩状态。具体使用时,绕线电机57驱动绕线轮56缠绕柔性绳55,焊接头29远离椭圆形焊缝,为定位挡板41留下定位空间;绕线电机57驱动绕线轮56释放柔性绳55,焊接头29在金属弹簧53的弹簧力的作用下向着椭圆形焊缝运动,直至抵触在椭圆形焊缝上。焊接过程中,焊接头29位于第一极限位置时,焊接头29与椭圆形焊缝的接触点为长轴端点;焊接头29位于第二极限位置时,焊接头29与椭圆形焊缝的接触点为短轴端点。始终处于受压缩状态的金属弹簧53可以使得焊接头29由长轴端点自适应平动至短轴端点,且能够很好地与椭圆形焊缝保持接触,提高焊接质量。
24.作为优选地,同步转动驱动组件包括:两个分别固定装设在同步转轴a21和同步转轴b22上的从动齿轮61,转动装设在设备架10上的两根中间轴a62和两根中间轴b65,装设在设备架10上的减速电机69,固定装设在减速电机69输出轴上的主动齿轮68,固定装设在中间轴b65上的惰轮d67和惰轮c66,以及固定装设在中间轴a62上与惰轮c66啮合传动的惰轮b64和与从动齿轮61啮合传动的惰轮a63;主动齿轮68与惰轮d67啮合传动;两根中间轴a62成八字型且关于椭圆形焊缝所在平面对称;两根中间轴b65相互平行且关于椭圆形焊缝所在平面对称。具体使用时,减速电机69驱动主动齿轮68转动,主动齿轮68驱动两侧的惰轮d67转动,惰轮c66驱动惰轮b64减速转动,惰轮a63驱动从动齿轮61转动,从而实现同步转轴a21和同步转轴b22同步缓慢转动。
25.本发明的工作过程和工作原理如下:第一步,电动伸缩杆c42的输出杆驱动定位挡板41向右平动;第二步、将带有斜切面的不锈钢管a11和不锈钢管b12分别放置于夹持组件a27和夹持组件b28中,且使得不锈钢管a11和不锈钢管b12恰好抵触在定位挡板41上,此时椭圆形焊缝的中心恰好位于同步转轴a21和同步转轴b22的轴线上,焊接定位后,用螺栓锁紧耳板a275和耳板b276;第三步、电动伸缩杆c42的输出杆驱动定位挡板41向左平动,为焊接头29留下焊接空间;第四步、绕线电机57驱动绕线轮56释放柔性绳55,从而使得焊接头29抵触在不锈钢管a11和不锈钢管b12之间的椭圆形焊缝上;第五步、焊接头29进行对椭圆形焊缝焊接,于此同时,同步转动驱动组件中的减速电机69开始工作,驱动同步转轴a21和同步转轴b22同步缓慢转动,即椭圆形焊缝绕自身的中心转动,自适应调节距离的焊接头29对转动的椭圆形焊缝实施周向焊接;第六步、斜交的不锈钢管a11和不锈钢管b12焊接结束后,绕线电机57驱动绕线轮56缠绕柔性绳55,焊接头29远离椭圆形焊缝;第七步、取下螺栓释放耳板a275和耳板b276,并将焊接好的不锈钢管a11和不锈钢管b12取下。
26.以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应该属于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1