一种钎焊恒温复合多层电饭煲内胆工艺的制作方法
本发明涉及一种电饭煲内胆工艺。
背景技术:
1、电饭锅是一种易于使用的烹饪工具,使用电能将其转化为热能,加热内胆中的大米进行烹饪使其变成饭。
2、它干净健康,能够蒸、煮和煮粥,是日常家用电器。
3、电饭锅的发明减少了许多家庭做饭的时间。煮饭和煮粥的主要烹饪材料通常是大米。
4、随着生活水平的提高,对食物的水准需求也在增加。
5、现有技术的电饭煲内胆由金属材料制成,并且具有相对快速的热传导,这在隔热方面是不足的。
6、在煮粥中,由于煮粥时间长,电炉的保温性能也是非常重要的一部分。保温不好的电饭煲,在保温过程中必须连续启动电加热器加热,消耗大量能量,增加能耗。
7、我们电饭煲厂商发明了保温性好的恒温多层内胆,但是现有的内胆多层之间的复合难度较高,采用普通焊接的方式,电饭煲多层内胆相邻层容易剥落。
技术实现思路
1、为了克服现在内胆相邻层容易剥落的不足,本发明提供一种钎焊恒温复合多层电饭煲内胆工艺。
2、本发明解决其技术问题的技术方案是:一种钎焊恒温复合多层电饭煲内胆工艺,包括以下步骤
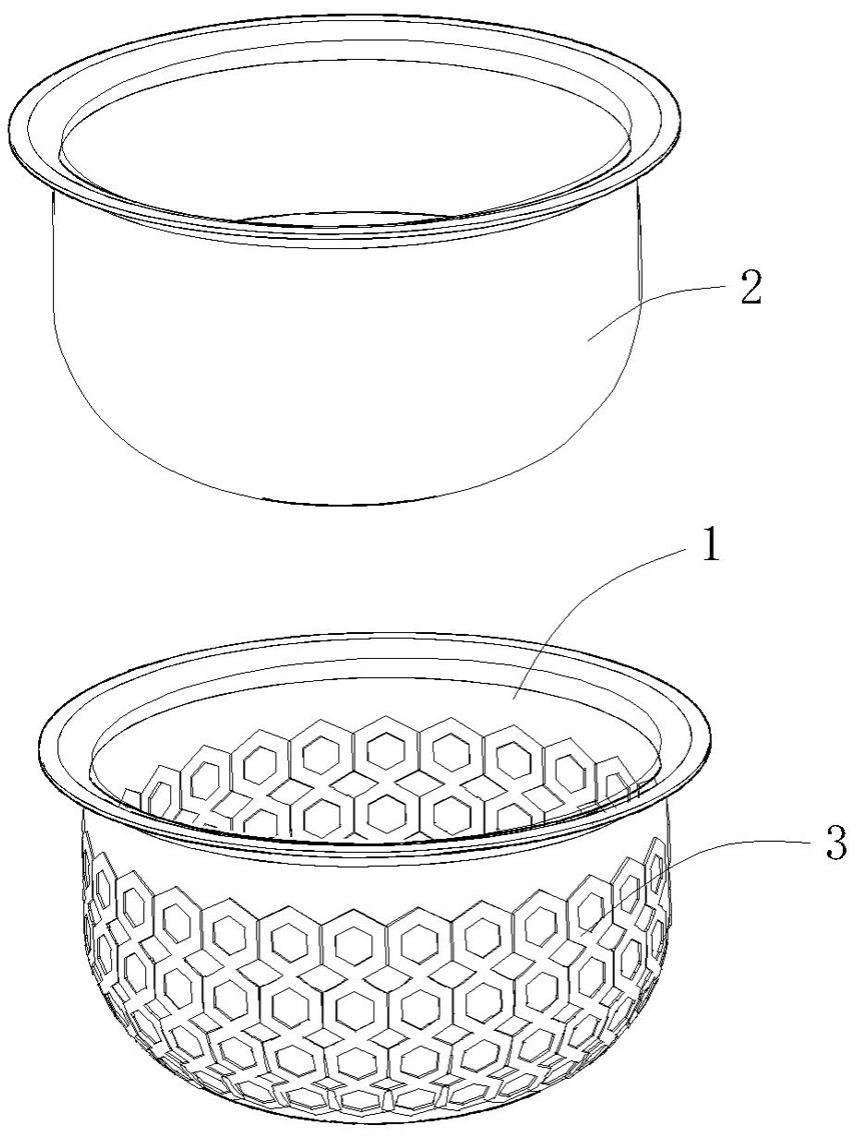
3、a.取一块圆形的不锈铁和铝的复合片,铝层一侧壁上涂覆有钎剂,以不锈铁层在外,铝层在内进行拉伸成型一个内胆外壳;取一块圆形的不锈钢和铝的复合片,铝层一侧壁上涂覆有钎剂,以不锈钢层在内,铝层在外进行拉伸成型一个内胆内壳;所述内胆外壳的尺寸大于内胆内壳的尺寸;
4、b.将内胆外壳进行冲压,形成向外凸起的导热液道纹路。
5、c.将内胆内壳上的钎剂抹匀,将内胆内壳放置在内胆外壳中,两者紧密在一起;
6、d.将内胆内壳和内胆外壳进行钎焊,钎焊温度在为580~650℃之间,钎焊的加热时间为15~20分钟。
7、e.钎焊后取出形成一个完整的电饭煲内胆,内胆内壳和内胆外壳的铝层之间形成导热液道。
8、f.在导热液道中注入导热液并封口。
9、对钎焊温度进行进一步优选,过程d中的钎焊温度为605度。
10、对电饭煲的厚度进行优选,所述过程e中的非导热液道区域的电饭煲内胆厚度在2mm~4mm之间。
11、进一步优选,所述过程e中的非导热液道区域的电饭煲内胆厚度为3mm。
12、对四层金属的厚度进行优选,所述过程a中的不锈铁和铝的复合片中,不锈铁层厚度0.5mm,铝层厚度0.7mm,所述不锈钢与铝的复合片中,不锈钢层厚度0.6mm,铝层厚度1.2mm。
13、对不锈铁进行材质的优选,所述不锈铁是430不锈铁。
14、本发明的有益效果在于:1、电饭煲内胆采用复合材料多层焊接制成,在具有良好的导热性能下,保持了较高的强度。2、内胆采用两片复合板钎焊在一起,钎焊处是同种材料铝制的,具有较大的钎焊强度,形成的导热液道中的导热液不容易脱焊漏液。3、电饭煲内胆内层采用不锈钢材质,具有良好的抗腐蚀性,可以直接采用铁丝球进行搓洗,方便清洁。
技术特征:
1.一种钎焊恒温复合多层电饭煲内胆工艺,其特征在于:包括以下步骤
2.根据权利要求1所述的钎焊恒温复合多层电饭煲内胆工艺,其特征在于:过程d中的钎焊温度为605度。
3.根据权利要求1所述的钎焊恒温复合多层电饭煲内胆工艺,其特征在于:所述过程e中的非导热液道区域的电饭煲内胆厚度在2mm~4mm之间。
4.根据权利要求3所述的钎焊恒温复合多层电饭煲内胆工艺,其特征在于:所述过程e中的非导热液道区域的电饭煲内胆厚度为3mm。
5.根据权利要求4所述的钎焊恒温复合多层电饭煲内胆工艺,其特征在于:所述过程a中的不锈铁和铝的复合片中,不锈铁层厚度0.5mm,铝层厚度0.7mm,所述不锈钢与铝的复合片中,不锈钢层厚度0.6mm,铝层厚度1.2mm。
6.根据权利要求1所述的钎焊恒温复合多层电饭煲内胆工艺,其特征在于:所述不锈铁是430不锈铁。
技术总结
本发明涉及一种钎焊恒温复合多层电饭煲内胆工艺,包括以下步骤:a.取一块圆形的不锈铁和铝的复合片,铝层一侧壁上涂覆有钎剂,以不锈铁层在外,铝层在内进行拉伸成型一个内胆外壳;取一块圆形的不锈钢和铝的复合片,铝层一侧壁上涂覆有钎剂,以不锈钢层在内,铝层在外进行拉伸成型一个内胆内壳;b.将内胆外壳进行冲压,形成向外凸起的导热液道纹路。c.将内胆内壳上的钎剂抹匀,将内胆内壳放置在内胆外壳中,两者紧密在一起;d.将内胆内壳和内胆外壳进行钎焊。e.钎焊后取出形成一个完整的电饭煲内胆。f.注入导热液并封口。有益效果在于:电饭煲内胆采用复合材料多层焊接制成,在具有良好的导热性能下,保持了较高的强度。
技术研发人员:陈建君
受保护的技术使用者:浙江征程新能源科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!